Как да готвите профил, без да прегорите

Уменията за заваряване се развиват с опит. Съвсем нормално е, ако първоначално при заваряване тънкостенният метал се изгори, шевовете лежат неравномерно и се получават небрежни перли. За да направите заваряването приемливо за първи път, трябва да следвате няколко съвета.
Оборудване:
- машина за заваряване;
- маска на заварчик;
- електроди 3 мм.

Заваряване на метал с непрекъснат шев 2 мм
За заваряване на профилни тръби с конвенционален инвертор е по-добре да използвате 3 mm електроди. Ако дебелината на металните стени е само 2 mm, токът е настроен на 85A. Краят на заваръчния електрод се поставя на 45 градуса спрямо заваряваните тръби.


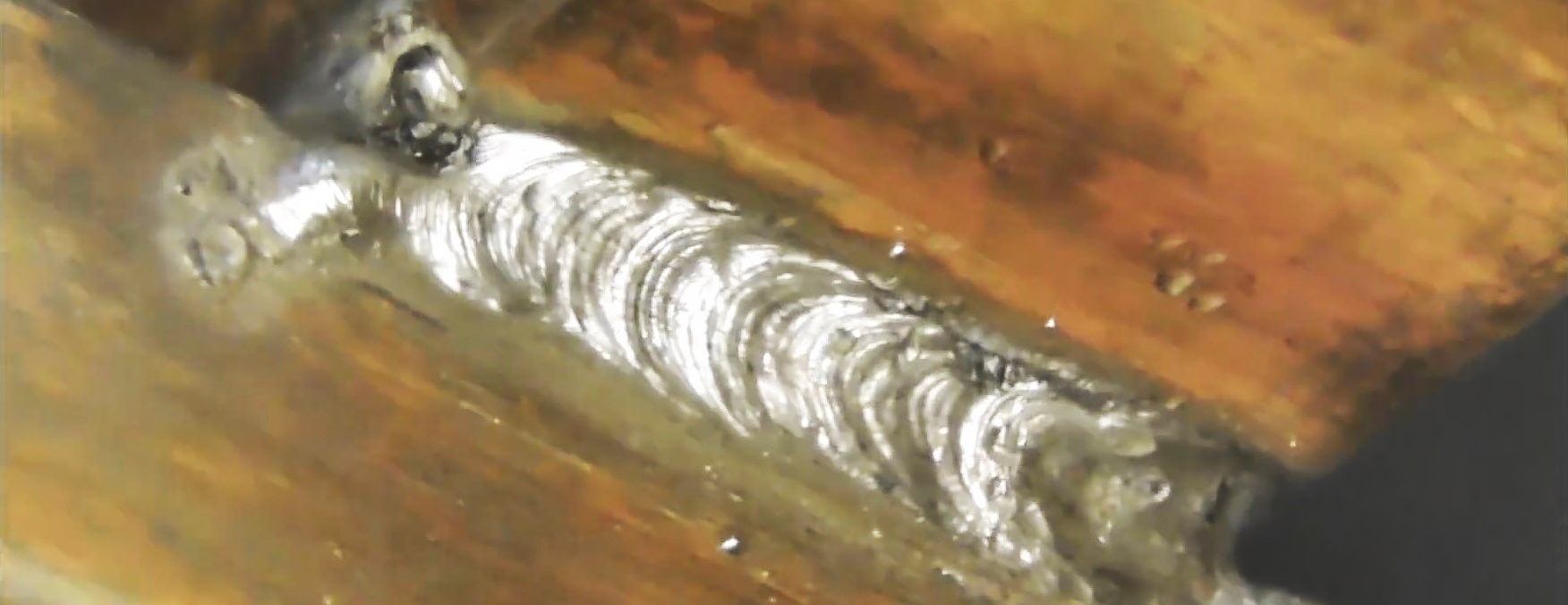
Дъгата се запалва и след като електродът започне да се топи, той плавно се изтегля към себе си. След като достигне крайната точка на шева, той се отделя от повърхността.
Заваряване на тръби със стена 1,5 мм с разделяне
За тънкостенни тръби се използва и 3 мм електрод, но токът на заваръчната машина е настроен на 75А. Ако проведете дъга през такъв метал, той ще прегрее и ще изгори. В този случай също трябва да започнете да готвите от далечна точка, като държите електрода на 45 градуса. След запалването на дъгата тя се изтегля към себе си 10 мм и се отделя за секунда.

След това се прави докосване на мястото на разкъсване и шевът се изтегля с още 10 mm.Чрез прекъсване по този начин е възможно да се предотврати прегряване на метала и изгаряне. Този метод ще помогне дори при тръби с по-тънки стени.














