Как да си направим високоефективна печка от газов цилиндър
Печка на твърдо гориво с бързо нагряване, висока топлинна мощност и ефективност няма да бъде неуместна в гараж или други помощни помещения през студените сезони. Може да го направи всеки възрастен с основни умения за работа с метал от неизползваема газова бутилка и метални отпадъци.

Ще се нуждая
Материали:
- газова бутилка 50 литра;
- заварени панти;
- остатъци от стоманен лист, лента и винкел;
- отворен гаечен ключ 13 до 17;
- гайка, шайба и болт 17;
- прът с резба;
- тръби с амортисьори с диаметър 80 и 125 mm;
- азбестов шнур и др.
инструменти: мелница, аксесоари за маркиране, машина за заваряване, менгеме, бормашина, чук и др.
Процесът на изработка на конвекционна фурна за гараж от 50-литров газов цилиндър
Развиваме вентила и пълним бутилката с вода от съображения за безопасност. След като се уверим, че в цилиндъра няма газ, пристъпваме към изрязване на дъното.

За да избегнем по-късно проблеми с центрирането на отделените дъно и корпус, заваряваме пантите. След като завършихме долната секция и се уверихме, че пантите са заварени точно, укрепваме връзката им с помощта на плочи.

Заваряваме парче ъгъл 25 × 25 × 45 mm към дъното в точка, диаметрално противоположна на примката. След това заваряваме 17 мм болт към него в надлъжна посока.

От гаечен ключ 13 на 17 отрязваме 13-точкова челюст и на нейно място заваряваме резбова пръчка. Поставете гайката в гърлото на 17 и я заварете. Пробиваме дупка в дръжката по-близо до пръта и правим прорез от външната страна на челюстта на 17.
Висококачествени и издръжливи свредла на AliExpress с отстъпка - http://alii.pub/5zwmxz

В края на диаметъра, перпендикулярен на диаметъра, свързващ контура с ъгъла и болта, изрязваме отвор и заваряваме към него тръба с диаметър 80 mm и дължина 100 mm с регулируема клапа.



Заваряваме ъгъл отвътре през дупката.

Закрепваме дъното с помощта на заварена примка към тялото и заваряваме стоманена лента към края на дъното по обиколката, за да покрием пръстеновидната междина между тялото и дъното.

Поставяме ключ и шайба на болта и затягаме гайката. Поставяме ключа по протежение на генератора на тялото и под слота в челюстта на ключа заваряваме вертикално стоманена плоча, която се вписва в този слот.
Дълготрайни дискове за ъглошлайфи на AliExpress с отстъпка - http://alii.pub/61bjly

От капачката на цилиндъра отрязваме фланец с отвор с резба за завинтване на клапана и вкарваме стоманен „никел“ в отвора и го заваряваме там.
След като поставихме тялото на цилиндъра на пода, така че тръбата в долната част да е насочена надолу, изрязахме дупка в тялото близо до капака на цилиндъра. В отвора вкарваме тръба с регулируем амортисьор с диаметър 125 mm и я заваряваме към тялото.

В долната част отвътре, малко по-дълбоко, заваряваме тесен сегмент от ламарина отгоре.

В шест заготовки, изработени от правоъгълни профилни тръби 4x8x80 см, в средната част правим 36 напречни прореза с мелница, покриващи три страни.След това ги огъваме с неразрязаната страна навън.

Заваряваме правоъгълните тръби с извитата част към тялото на цилиндъра вертикално, като редуваме посоката на краищата към противоположната.

Към краищата на правоъгълните тръби, разположени срещу тръбата с диаметър 125 mm, заваряваме секции от правоъгълни тръби 5 × 3 × 65 cm, насочени успоредно на генератора на тялото на цилиндъра.

Боядисваме конструкцията и конвекционните тръби с термоустойчива боя, която издържа на температури до 600 градуса по Целзий.

Поставяме решетка вътре в цилиндъра върху предварително заварени опори, монтираме комин и запечатваме фугата с азбестов шнур.
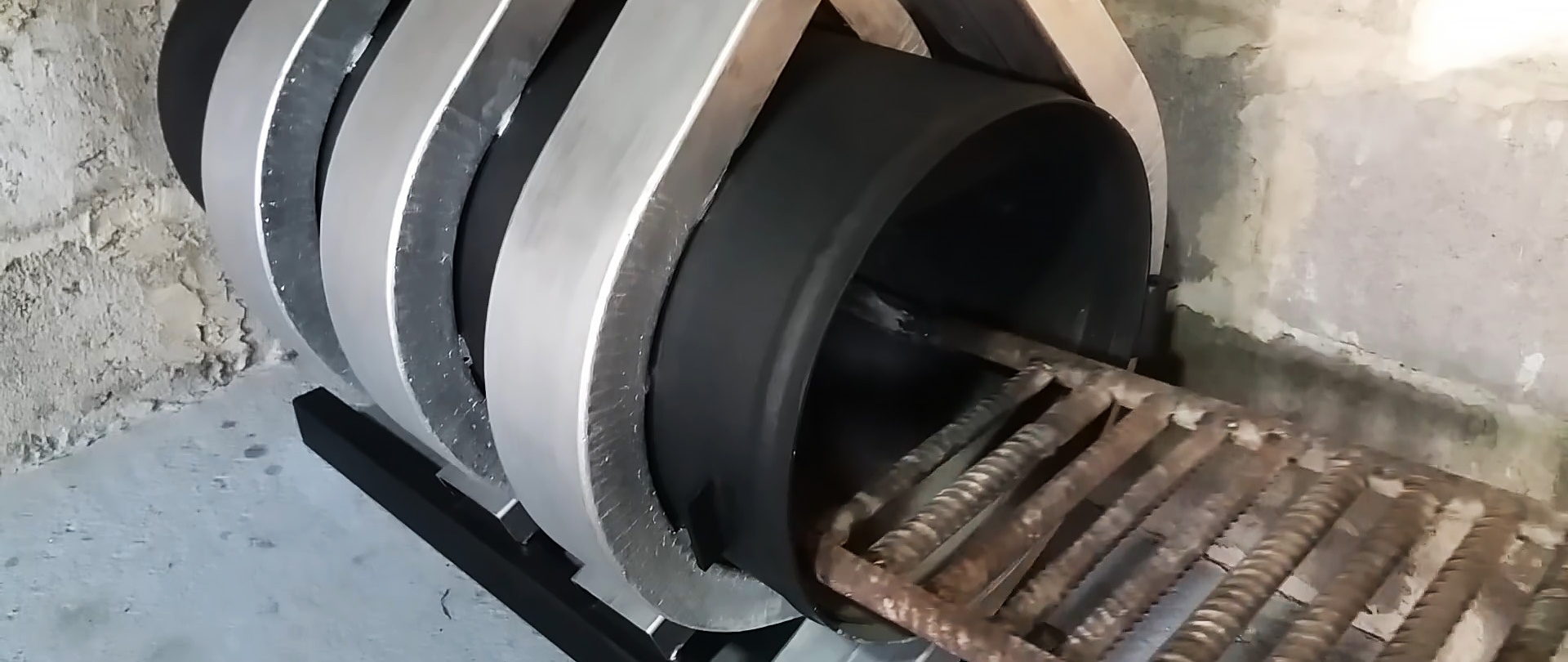
Добавяме подпалки, запалваме огъня и след това добавяме цепеници.

Заедно с нагряването на горивната камера на пещта, студеният въздух започва да се засмуква в конвективните тръби отдолу и ги оставя при вече висока температура.

Гледай видеото
Подобни майсторски класове












