4 ефективни начина за заваряване на метал с дебелина 1 мм от опитни заварчици
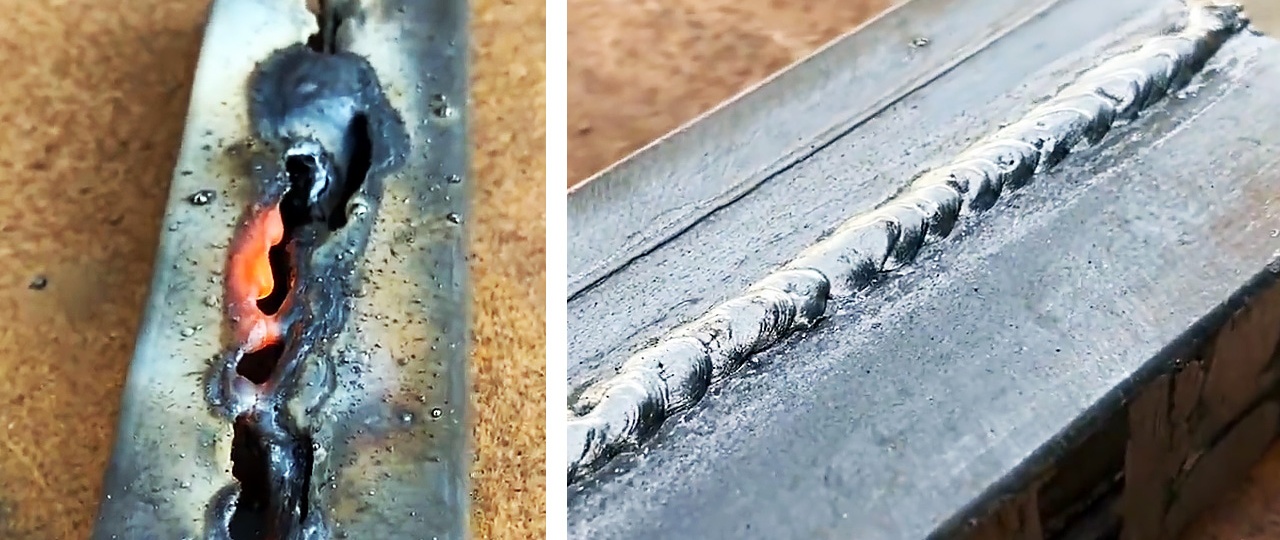
При заваряване на тънък метал техниките, използвани при свързване на масивни детайли, не работят. Енергията на електрическата дъга просто изгаря тънкия метал и вместо заваръчен шев се образуват дупки. Но ако знаете тайните на опитни заварчици, тогава дори и начинаещ ще може да се справи със заваряване на метал с дебелина 1 мм.
Ще се нуждая
Материали и инструменти:
- секции от профилни тръби с дебелина на стената 1 mm;
- оборудване за заваряване;
- Български;
- метална четка;
- чук.
Заваръчни електроди за общи цели на AliExpress с отстъпка - http://alii.pub/606j2h
Процеси на заваряване на тънки метали с помощта на тайните на опитни заварчици
При работа с тънък метал заваръчният ток трябва да е възможно най-малък, както и диаметърът на електродите. Това спомага за намаляване на дължината на дъгата и контактното петно, което позволява заваряването да се извършва при по-ниски температури. Това обаче може да не е достатъчно, за да предотврати изгарянето на тънък метал.
Опитните заварчици използват друга възможност за висококачествено заваряване на метал с дебелина 1 mm - траекторията на края на електрода по време на процеса на заваряване, което позволява значително намаляване на температурата в работната зона.
Всички методи за заваряване на тънък метал включват подготвителна работа: краищата на заваряваните детайли трябва да бъдат внимателно подготвени - ръждата, мазнините и всякакви други отлагания трябва да бъдат отстранени с мелница, метална четка и др. Краищата се изместват възможно най-много . Всичко това ще улесни процеса на заваряване.
Метод 1

След запалване на дъгата е необходимо да се извършват възвратно-постъпателни движения с края на електрода по дължината на заваряваното съединение. Освен това движенията трябва да са бързи, но не придирчиви, с известно забавяне при контакт с края на вече оформена заварка.

В резултат на това местата на свързване, които все още не са свързани, ще бъдат подготвени за процеса на заваряване и част от енергията на дъгата ще бъде прехвърлена към вече оформения заваръчен шев, което ще предпази заварения тънък метал от изгаряне.

Метод 2
Необходимо е краят на електрода да се движи на малки скокове в посоката на заваряваното съединение. В този случай „скокът“ трябва да е нисък, за да не изгаси дъгата. Това движение на електрода ви позволява периодично да намалявате температурата на процеса на заваряване и да предпазвате тънкия метал от изгаряне.

Метод 3
Непрекъснато движение на електрода по дължината на заваряваното съединение с възможно най-висока скорост без промяна на дължината на дъгата. В този случай бързото движение на електрода не позволява на тънкия метал да се прегрее, което предпазва метала от изгаряне. Скоростта на движение на електрода по фугата е ограничена само чрез предотвратяване на проникването на метал.

Метод 4

Кръгово въртене на електрода с движение по протежение на заварения шев. В този случай се улавя по-голяма ширина на заваряване и енергията на дъгата се разпределя върху по-голяма площ, което намалява прегряването на тънкия метал и го предпазва от изгаряне.

Заваръчни електроди за общи цели на AliExpress с отстъпка - http://alii.pub/606j2h
Гледай видеото

Подобни майсторски класове












