لحام خيوط الألمنيوم والأسلاك النحاسية
لذلك، دعونا نتحدث عن كيفية لحام الألومنيوم. أولئك الذين واجهوا هذه المهمة يعرفون أن الألمنيوم يصعب لحامه. ويرجع ذلك إلى طبقة أكسيد رقيقة تتشكل بسرعة على سطح هذا المعدن في الهواء الطلق. ولذلك، يتم استخدام تدفقات خاصة لحام الألومنيوم. سأوضح عملية لحام الألومنيوم باستخدام مثال تعليب ولحام خيوط الأسلاك.
عند تركيب الأسلاك الكهربائية، أفضّل دائمًا توصيلات اللحام. أعتقد أن هذه الطريقة توفر اتصالًا كهربائيًا أفضل مقارنةً بلف الأسلاك التقليدية دون لحامها أو تجعيدها في الأكمام أو الأطراف.

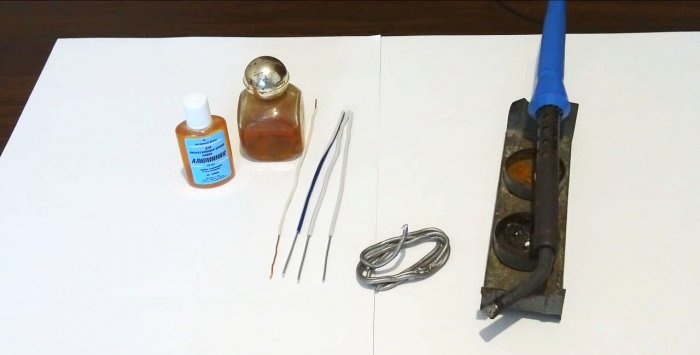
سنحتاج إلى:
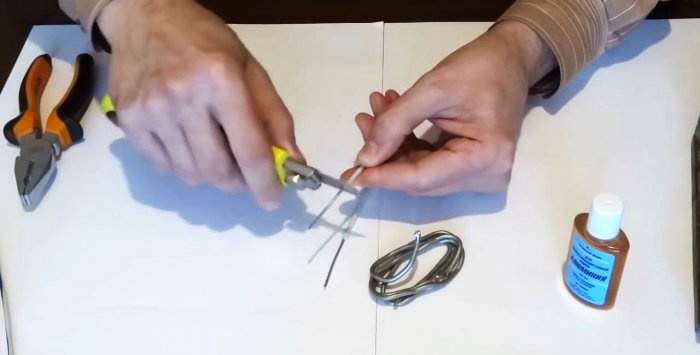
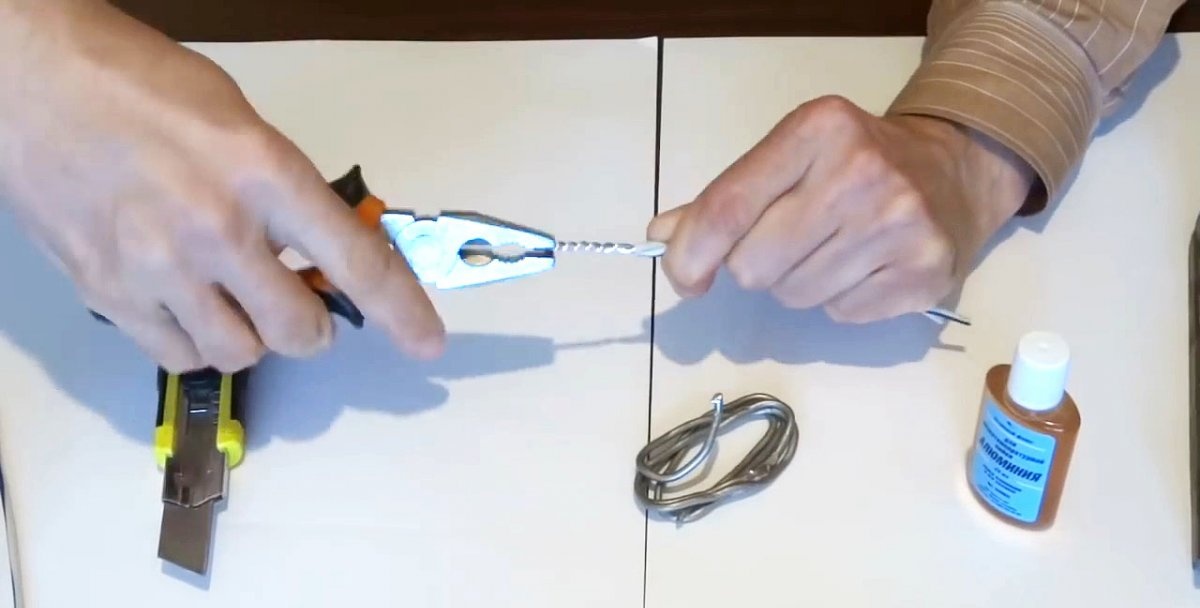
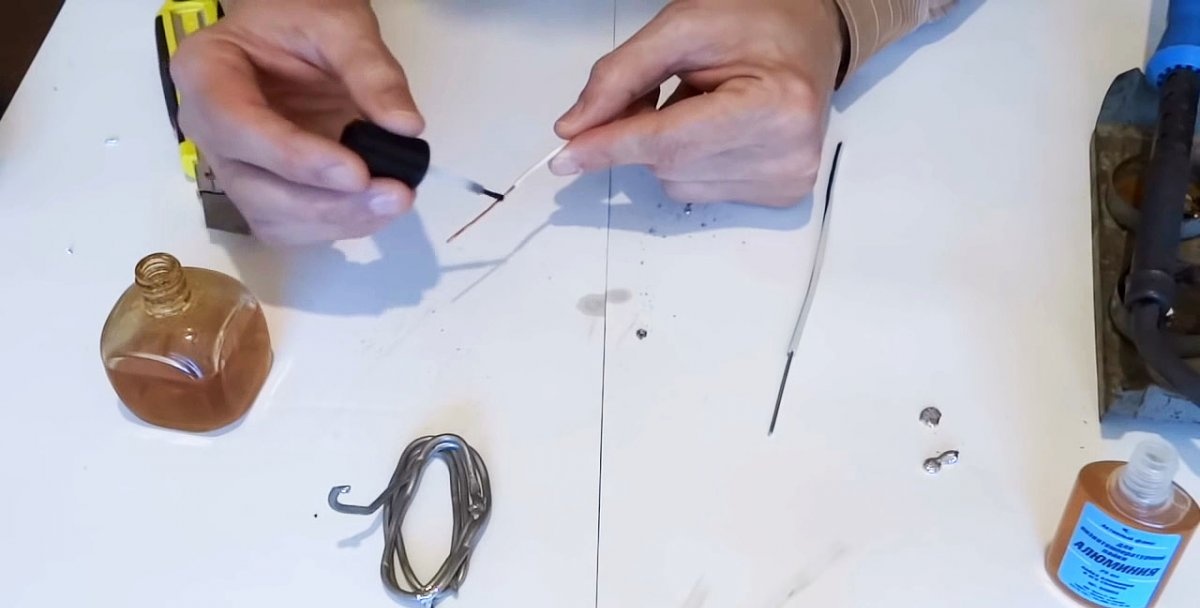
لنبدأ بلحام أسلاك الألمنيوم الملتوية.قبل لف الأسلاك، عليك التأكد من أن سطح موصلات الألومنيوم نظيف. خلاف ذلك، تحتاج إلى تجريد السلك بسكين. يجب أن يكون سطح السلك فضيًا فاتحًا وليس رماديًا داكنًا.
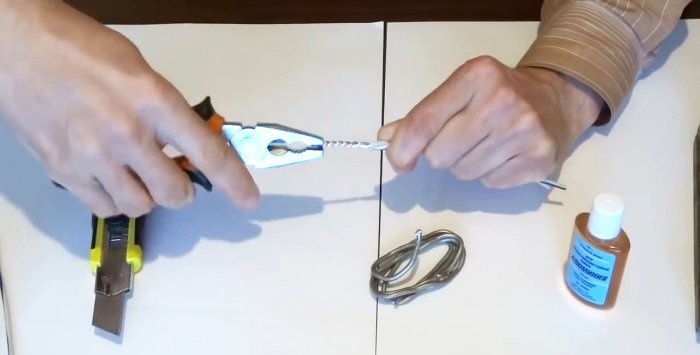
نحن نلوي بالكماشة.
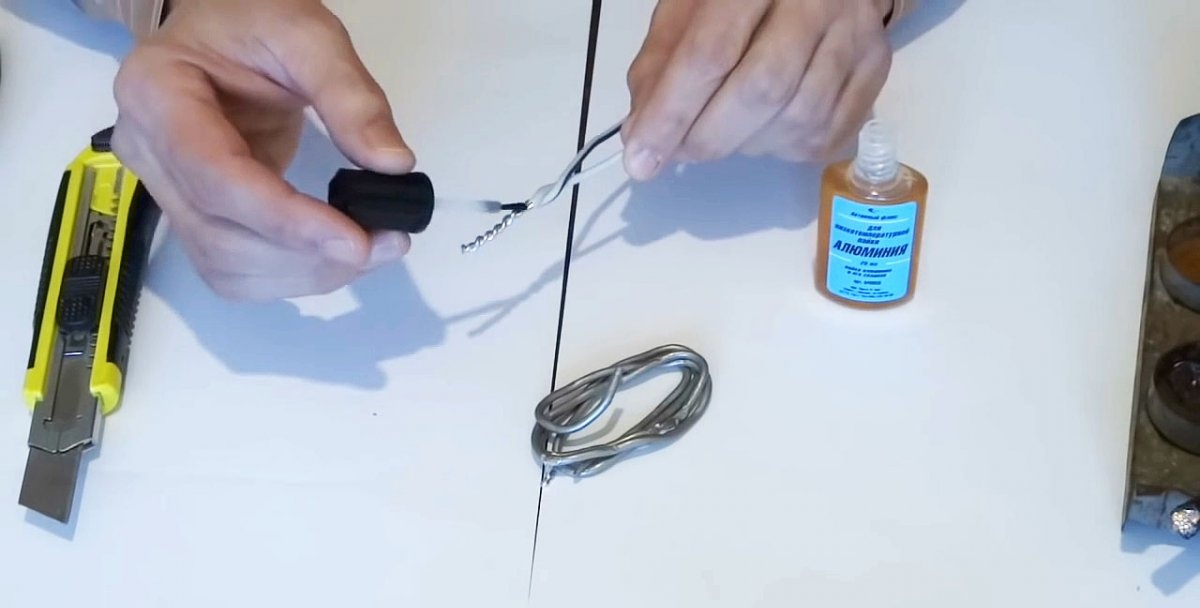
لحام الألومنيوم نستخدم تدفق خاص. قد يكون لها علامة تجارية محددة F-61A، F-59A، F-64، وما إلى ذلك، أو ببساطة تسمى "تدفق لحام الألومنيوم". تبلغ تكلفة الزجاجة سعة 25 مل حوالي 45 روبل وستستمر لفترة طويلة.

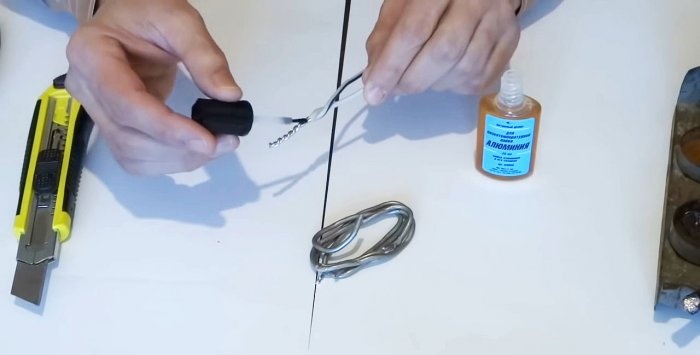
باستخدام فرشاة، قم بتطبيق طبقة رقيقة من التمويه على الالتواء من جميع الجوانب.
بلل طرف مكواة اللحام، الذي تم تسخينه إلى درجة حرارة التشغيل، باستخدام اللحام عن طريق لمسه برفق. قم بضرب الالتواء بسطح العمل للطرف، ثم قم بتطبيق اللحام عليه.

يتشابه لون اللحام والألومنيوم، لكن هذا لا يمنعك من ملاحظة كيفية انتشار اللحام على سطح الأسلاك، وملء الفجوات بينهما. لا ينبغي المبالغة في كمية اللحام، فطبقة رقيقة على سطح الألومنيوم تكفي، ويجب تجنب القطرات المجمدة.

أقوم بلحام خيوط النحاس بنفس الطريقة، فقط التدفق في هذه الحالة هو محلول الصنوبري في الأسيتون. أقوم بإعداده على النحو التالي. أسكب حوالي 30 مل من الأسيتون في الزجاجة وأضيف إليها تدريجيًا الصنوبري الذي تم سحقه مسبقًا إلى مسحوق. من خلال التحريك أحقق الذوبان الكامل للصنوبري. نتيجة لذلك، يجب أن يكتسب الحل لون الشاي الضعيف. أقوم أيضًا بتطبيق التدفق باستخدام فرشاة، فاستهلاك الصنوبري لا يكاد يذكر، وبفضل سيولة الأسيتون، يتغلغل المحلول في أصغر الشقوق. إذا كنت تستخدم الصنوبري غير المذاب، فلن يعمل بشكل جيد، لذلك يجب إزالة الفائض.

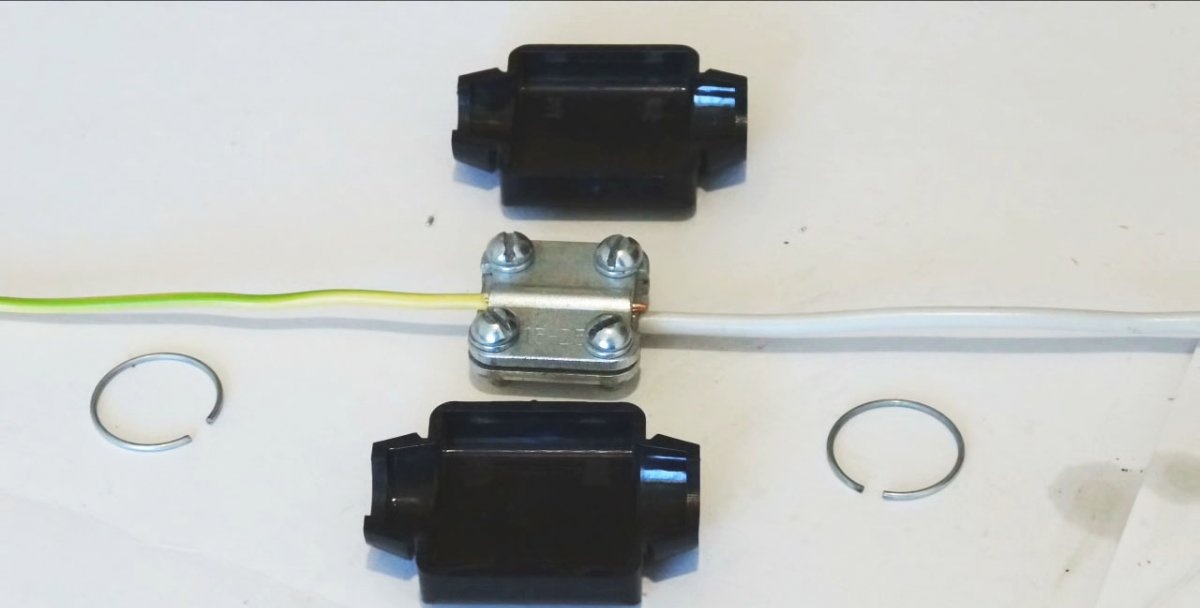
عند تركيب الأسلاك الكهربائية يمنع توصيل الأسلاك مباشرة بالموصلات الحاملة للتيار المصنوعة من النحاس والألومنيوم. نتيجة للعمليات الكهروكيميائية، يتم تشكيل طبقة أكسيد عند السطح البيني بين هذه المعادن، مما يزيد من مقاومة التلامس. وجود الرطوبة ينشط التفاعل. ونتيجة لذلك، يبدأ الوصل في التسخين، مما يؤدي إلى تسريع عملية التآكل. يتم توصيل النحاس والألومنيوم من خلال معدن ثالث. عادةً ما يتم استخدام وصلة مثبتة بمسامير مع غسالة فولاذية مثبتة بين الأسلاك، أو مشابك خاصة تمنع الاتصال المباشر بالأسلاك.


إذا كان من الضروري توصيل الأسلاك بموصلات من النحاس والألومنيوم، فأنا أتصرف على النحو التالي.

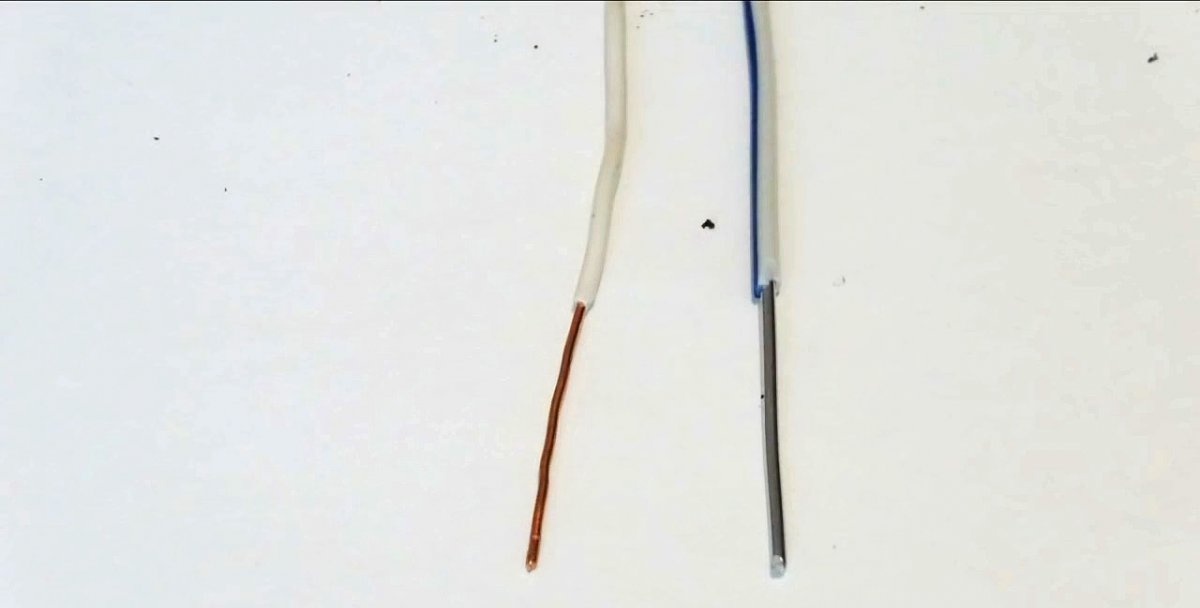
أقوم بقص الأسلاك النحاسية والألومنيوم التي يجب توصيلها مسبقًا، أي أنني أغطيها بطبقة رقيقة من اللحام.

وفي الوقت نفسه، أستخدم تدفقًا مختلفًا لكل معدن، لكني أستخدم نفس اللحام. بعد ذلك، أقوم بتحريف الأسلاك ولحامها من الخارج. ونتيجة لذلك، يتم توصيل أسلاك النحاس والألومنيوم من خلال طبقة لحام تفصل بينهما. القصدير والرصاص الموجودان في اللحام محايدان كيميائيًا للنحاس والألمنيوم، مما يمنع حدوث التآكل الكهروكيميائي. الطبقة الخارجية من اللحام المطبقة على الالتواء تغلق جهة الاتصال وتحميها من التأثيرات الخارجية.

في بعض الأحيان يمكنك سماع الرأي القائل بأن تقلبات اللحام تنطوي على خطر محتمل. من المعتقد أنه عند ارتفاع درجة حرارة الالتواء، يذوب اللحام، وعندما يتقطر، يؤدي إلى إتلاف عزل الأسلاك الأخرى. دعونا معرفة ذلك.
يوفر الالتواء نفسه، خاصة عند اللحام، مساحة اتصال كهربائي أكبر بعدة مرات من المقطع العرضي للسلك الرئيسي.وهذا يعني أنه عند التحميل الزائد على الأسلاك الكهربائية، فإن تسخين الالتواء سيكون في حده الأدنى. في هذه الحالة، سوف يسخن السلك على طوله بالكامل، مما قد يؤدي إلى ذوبان العزل في وقت أبكر بكثير من ذوبان اللحام. السبب في هذا الموقف ليس وجود التواء أو لحام، ولكن عدم وجود قاطع الدائرة الكهربائية أو اختياره غير الصحيح.
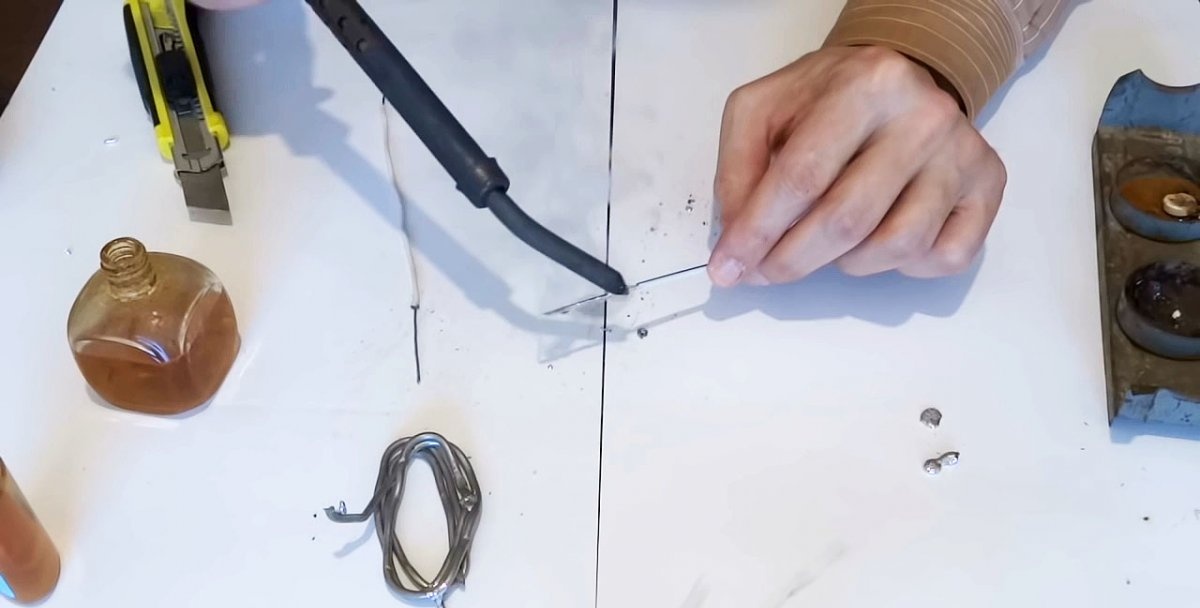
أما بالنسبة للتأثير "المدمر" للحام المنصهر، أثناء عملية اللحام، يمكنك التأكد من أن قطراته التي تسقط عن طريق الخطأ من طرف مكواة اللحام لا تحترق حتى من خلال الجريدة الموجودة على الطاولة.
عند إجراء عملية اللحام، اتبع قواعد السلامة الأساسية. ينطوي العمل باستخدام مكواة اللحام الكهربائية على المخاطر التالية:
عند تركيب الأسلاك الكهربائية، أفضّل دائمًا توصيلات اللحام. أعتقد أن هذه الطريقة توفر اتصالًا كهربائيًا أفضل مقارنةً بلف الأسلاك التقليدية دون لحامها أو تجعيدها في الأكمام أو الأطراف.

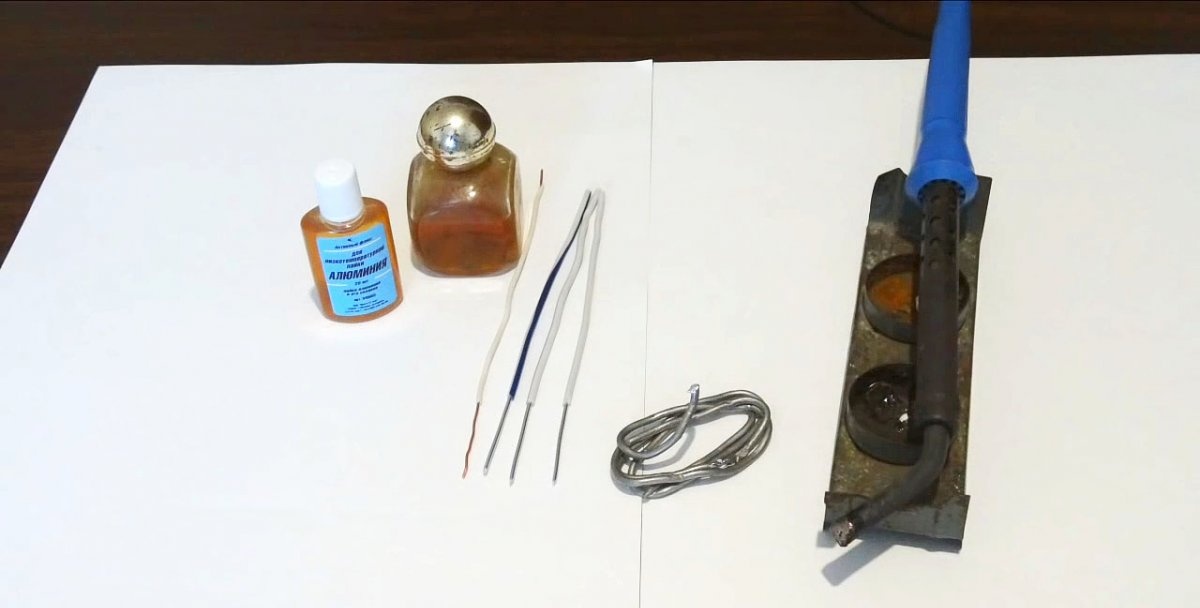
الأدوات والمواد المطلوبة
سنحتاج إلى:
- مكواة لحام عادية بقوة 40 واط.
- سكين لتجريد وتجريد الأسلاك.
- تدفق لحام الألومنيوم (F-61A، F-59A، F-64، إلخ)؛
- محلول الصنوبري في الأسيتون أو الكحول.
- لحام الرصاص والقصدير.
- تقليم أسلاك الألمنيوم والنحاس بمقطع عرضي 2.5 - 4 متر مربع. مم.
لنبدأ اللحام
لحام أسلاك الألمنيوم الملتوية
لنبدأ بلحام أسلاك الألمنيوم الملتوية.قبل لف الأسلاك، عليك التأكد من أن سطح موصلات الألومنيوم نظيف. خلاف ذلك، تحتاج إلى تجريد السلك بسكين. يجب أن يكون سطح السلك فضيًا فاتحًا وليس رماديًا داكنًا.
نحن نلوي بالكماشة.
لحام الألومنيوم نستخدم تدفق خاص. قد يكون لها علامة تجارية محددة F-61A، F-59A، F-64، وما إلى ذلك، أو ببساطة تسمى "تدفق لحام الألومنيوم". تبلغ تكلفة الزجاجة سعة 25 مل حوالي 45 روبل وستستمر لفترة طويلة.

باستخدام فرشاة، قم بتطبيق طبقة رقيقة من التمويه على الالتواء من جميع الجوانب.
بلل طرف مكواة اللحام، الذي تم تسخينه إلى درجة حرارة التشغيل، باستخدام اللحام عن طريق لمسه برفق. قم بضرب الالتواء بسطح العمل للطرف، ثم قم بتطبيق اللحام عليه.
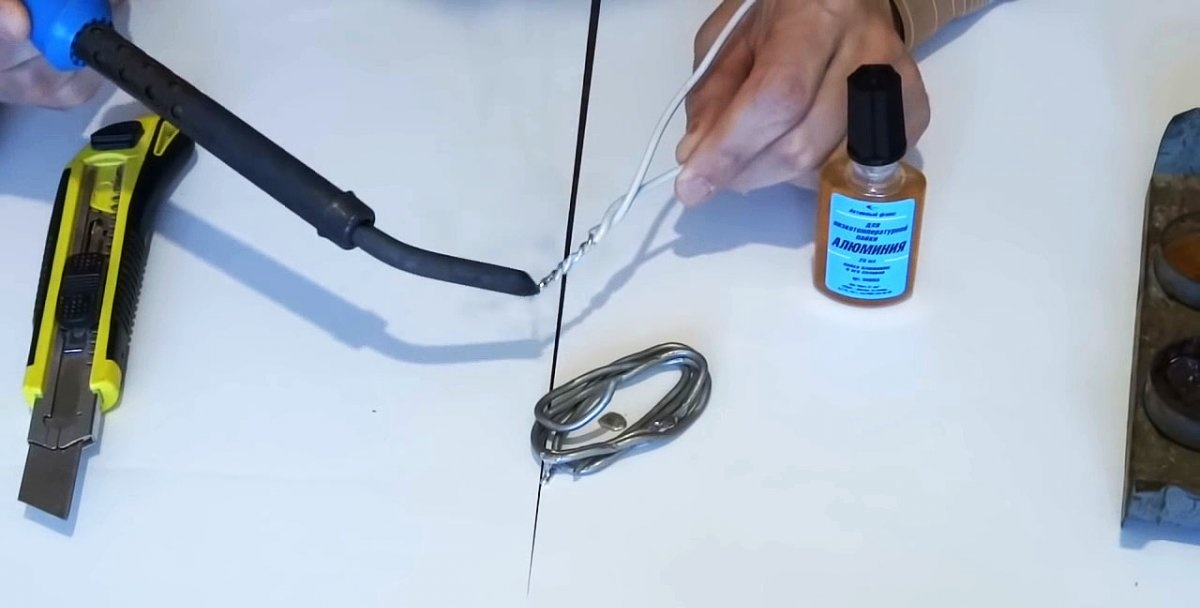
يتشابه لون اللحام والألومنيوم، لكن هذا لا يمنعك من ملاحظة كيفية انتشار اللحام على سطح الأسلاك، وملء الفجوات بينهما. لا ينبغي المبالغة في كمية اللحام، فطبقة رقيقة على سطح الألومنيوم تكفي، ويجب تجنب القطرات المجمدة.
لحام النحاس تطور

أقوم بلحام خيوط النحاس بنفس الطريقة، فقط التدفق في هذه الحالة هو محلول الصنوبري في الأسيتون. أقوم بإعداده على النحو التالي. أسكب حوالي 30 مل من الأسيتون في الزجاجة وأضيف إليها تدريجيًا الصنوبري الذي تم سحقه مسبقًا إلى مسحوق. من خلال التحريك أحقق الذوبان الكامل للصنوبري. نتيجة لذلك، يجب أن يكتسب الحل لون الشاي الضعيف. أقوم أيضًا بتطبيق التدفق باستخدام فرشاة، فاستهلاك الصنوبري لا يكاد يذكر، وبفضل سيولة الأسيتون، يتغلغل المحلول في أصغر الشقوق. إذا كنت تستخدم الصنوبري غير المذاب، فلن يعمل بشكل جيد، لذلك يجب إزالة الفائض.

أسلاك النحاس والألومنيوم الملتوية
عند تركيب الأسلاك الكهربائية يمنع توصيل الأسلاك مباشرة بالموصلات الحاملة للتيار المصنوعة من النحاس والألومنيوم. نتيجة للعمليات الكهروكيميائية، يتم تشكيل طبقة أكسيد عند السطح البيني بين هذه المعادن، مما يزيد من مقاومة التلامس. وجود الرطوبة ينشط التفاعل. ونتيجة لذلك، يبدأ الوصل في التسخين، مما يؤدي إلى تسريع عملية التآكل. يتم توصيل النحاس والألومنيوم من خلال معدن ثالث. عادةً ما يتم استخدام وصلة مثبتة بمسامير مع غسالة فولاذية مثبتة بين الأسلاك، أو مشابك خاصة تمنع الاتصال المباشر بالأسلاك.

إذا كان من الضروري توصيل الأسلاك بموصلات من النحاس والألومنيوم، فأنا أتصرف على النحو التالي.

أقوم بقص الأسلاك النحاسية والألومنيوم التي يجب توصيلها مسبقًا، أي أنني أغطيها بطبقة رقيقة من اللحام.
وفي الوقت نفسه، أستخدم تدفقًا مختلفًا لكل معدن، لكني أستخدم نفس اللحام. بعد ذلك، أقوم بتحريف الأسلاك ولحامها من الخارج. ونتيجة لذلك، يتم توصيل أسلاك النحاس والألومنيوم من خلال طبقة لحام تفصل بينهما. القصدير والرصاص الموجودان في اللحام محايدان كيميائيًا للنحاس والألمنيوم، مما يمنع حدوث التآكل الكهروكيميائي. الطبقة الخارجية من اللحام المطبقة على الالتواء تغلق جهة الاتصال وتحميها من التأثيرات الخارجية.

في بعض الأحيان يمكنك سماع الرأي القائل بأن تقلبات اللحام تنطوي على خطر محتمل. من المعتقد أنه عند ارتفاع درجة حرارة الالتواء، يذوب اللحام، وعندما يتقطر، يؤدي إلى إتلاف عزل الأسلاك الأخرى. دعونا معرفة ذلك.
يوفر الالتواء نفسه، خاصة عند اللحام، مساحة اتصال كهربائي أكبر بعدة مرات من المقطع العرضي للسلك الرئيسي.وهذا يعني أنه عند التحميل الزائد على الأسلاك الكهربائية، فإن تسخين الالتواء سيكون في حده الأدنى. في هذه الحالة، سوف يسخن السلك على طوله بالكامل، مما قد يؤدي إلى ذوبان العزل في وقت أبكر بكثير من ذوبان اللحام. السبب في هذا الموقف ليس وجود التواء أو لحام، ولكن عدم وجود قاطع الدائرة الكهربائية أو اختياره غير الصحيح.
أما بالنسبة للتأثير "المدمر" للحام المنصهر، أثناء عملية اللحام، يمكنك التأكد من أن قطراته التي تسقط عن طريق الخطأ من طرف مكواة اللحام لا تحترق حتى من خلال الجريدة الموجودة على الطاولة.
خاتمة
عند إجراء عملية اللحام، اتبع قواعد السلامة الأساسية. ينطوي العمل باستخدام مكواة اللحام الكهربائية على المخاطر التالية:
- صدمة كهربائية في حالة حدوث خلل (انهيار الطور على الجسم وطرف مكواة اللحام)؛
- احتمالية الإصابة بالحرق (درجة انصهار لحام الرصاص والقصدير حوالي 200 درجة مئوية).
شاهد الفيديو
فصول رئيسية مماثلة






مثيرة للاهتمام بشكل خاص






التعليقات (22)
