Horizontální svařovací techniky se učíme každý v pořadí

Pro získání spolehlivého horizontálního (a jakéhokoli jiného) švu se elektroda pohybuje ve třech rovinách najednou: translačně ve směru své osy, přímo podél svaru a osciluje přes šev. Zpočátku se to zdá nemožné, ale pravidelné pokusy a vytrvalost brzy přinesou kýžený výsledek.
Bude potřeba
Pro efektivní a bezpečný výcvik Vám připravíme následující materiály, vybavení a doplňky:
- ruční svařovací stroj;
- svařovaný kov;
- elektrody příslušného průměru;
- kladivo na šlehání strusky;
- svářecí zařízení (maska, rukavice atd.).
Proces svařování
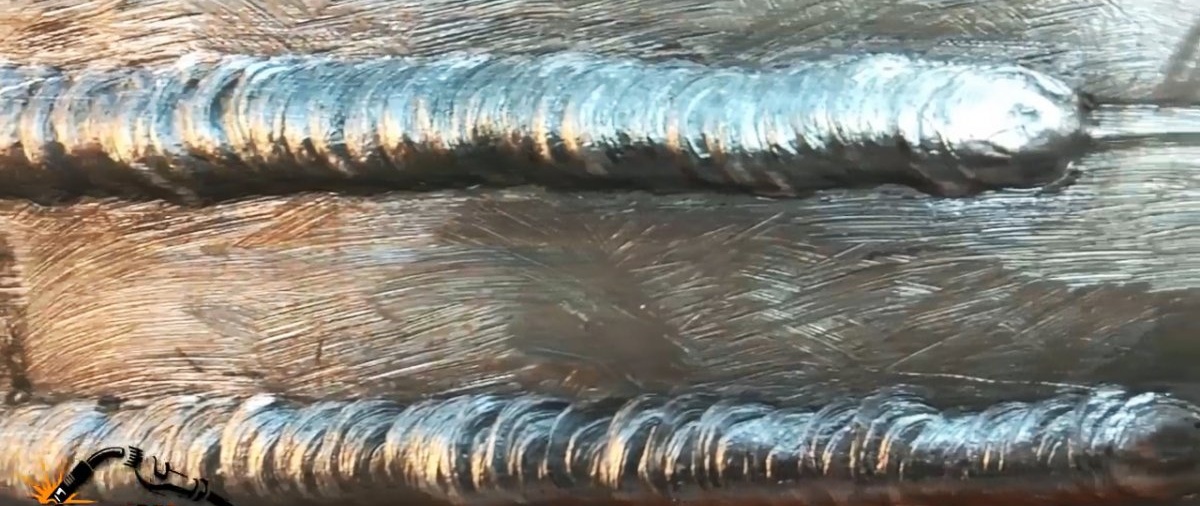
Oscilační pohyby napříč osou svaru zajišťují požadovanou šířku, spolehlivé svaření kořene a hran svaru, zpomalení ochlazování lázně tekutého kovu a odstranění strusky ze spalovací zóny. S ohledem na tloušťku kovu a průměr elektrody volíme sílu svařovacího proudu 91 A.

Srpek vpřed

Během tohoto pohybu se konec elektrody pohybuje po kruhovém oblouku s konvexním směrem dopředu.Používá se ke spojování švů se zkosenými hranami ve spodní části a filetových švů, jejichž délka není větší než 6 mm.

Pokud jsou tyto pohyby prováděny správně, veškerá struska skončí v horní části válce a k jejímu odstranění nepotřebujete ani kladivo. Šev má požadovanou šířku a konstantní délku.

Spirála

Zde konec elektrody vytváří kruhy nebo ovály, které lemují okraje svarové lázně. V tomto případě dochází k rovnoměrnému zahřívání podél šířky švu. Často se používá při svařování v rovině spodního horizontu.
Tento pohyb je považován za jednoduchý a snadno proveditelný. Poskytuje stálou a snadnou kontrolu roztaveného kovu. Při správném provedení se struska tvoří také na vrchu švu a lze ji snadno odstranit po celé délce najednou.

Nitový steh

Když konec elektrody nekmitá přes šev, ale pohybuje se rovně v podélném směru vzhledem k válci, vytvoří se úzký nebo závitový šev o šířce 1,2 ± 0,4 průměru elektrody. Používají se při svařování tenkého kovu a při nanášení první vrstvy ve vícevrstvém svaru. Tento typ je nejjednodušší na provedení.

Cikcak

Pro vytvoření svaru dané šířky se konec elektrody posune po klikaté čáře symetricky k ose housenky. Ale v procesu nesmíme zapomenout na délku oblouku, abychom získali hladkou cestu bez struskových vměstků.
Tato metoda se používá při svařování kovu do tloušťky 6 mm. Nejkvalitnější švy jsou dosaženy při svařování na tupo a ve spodní poloze. Umožňuje také spolehlivě svařovat spoje bez zkosení hran.

Reverzní půlměsíc

Při této metodě se levý a pravý okraj svaru lépe zahřejí, protože konec elektrody vytváří oblouky konvexně směřující dozadu. Používá se, když se k lepšímu roztavení kovu a strusky používají silně potažené elektrody.
Tento způsob pohybu elektrody se používá při svařování ve spodní poloze a při svařování svislých a stropních švů, které mají konvexní vnější povrch.
Podívejte se na video
Podobné mistrovské kurzy






Zvláště zajímavé






Komentáře (2)
