Horisontale svejseteknikker, vi lærer hver især i rækkefølge

For at opnå en pålidelig vandret (og enhver anden) søm bevæges elektroden i tre planer på én gang: translationelt i retning af sin akse, lige langs svejsestrengen og oscillerende hen over sømmen. I første omgang virker det umuligt, men regelmæssige forsøg og udholdenhed vil snart bringe det ønskede resultat.
Vil behøve
For effektiv og sikker træning vil vi forberede følgende materialer, udstyr og forsyninger:
- manuel svejsemaskine;
- svejset metal;
- elektroder med passende diameter;
- hammer til at slå slagger;
- svejseudstyr (maske, handsker osv.).
Svejseproces
Oscillerende bevægelser på tværs af svejsningens akse sikrer den nødvendige bredde, pålidelig svejsning af svejserod og kanter, sænker afkølingen af det flydende metalbad og fjerner slagger fra forbrændingszonen. Under hensyntagen til metallets tykkelse og elektrodens diameter vælger vi svejsestrømstyrken på 91 A.

Halvmåne fremad

Under denne bevægelse bevæger enden af elektroden sig langs en cirkulær bue med den konvekse pegende fremad.Den bruges til at samle sømme med skrå kanter i bunden og filetsømme, hvis ben ikke er mere end 6 mm.

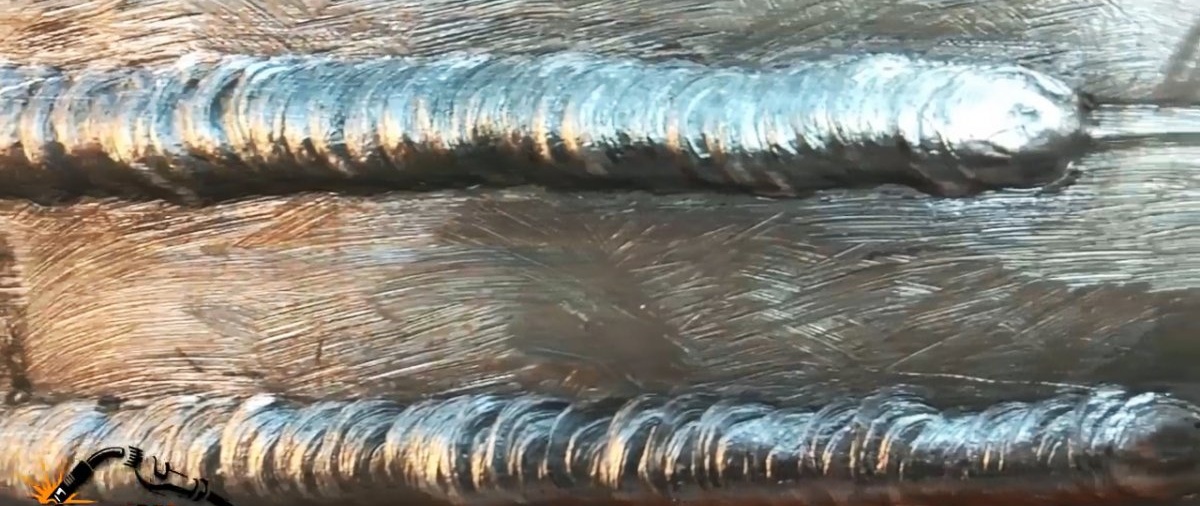
Hvis disse bevægelser udføres korrekt, så ender al slaggen i toppen af rullen, og du behøver ikke engang en hammer for at fjerne den. Sømmen er den ønskede bredde og konstant i længden.

Spiralformet

Her laver enden af elektroden cirkler eller ovaler, der skitserer svejsebadets kanter. I dette tilfælde forekommer ensartet opvarmning langs sømmens bredde. Bruges ofte ved svejsning i den nedre horisonts plan.
Denne bevægelse anses for enkel og nem at udføre. Det giver konstant og nem kontrol af det smeltede metal. Når det gøres korrekt, dannes slaggen også oven på sømmen og fjernes nemt langs hele dens længde på én gang.

Trådsøm

Når enden af elektroden ikke svinger hen over sømmen, men bevæger sig lige i længderetningen i forhold til rullen, dannes en smal eller gevindsøm med en bredde på 1,2 ± 0,4 diameteren af elektroden. De bruges ved svejsning af tyndt metal og ved påføring af det første lag i en flerlagssvejsning. Denne type er den nemmeste at udføre.

Zigzag

For at skabe en svejsning af en given bredde flyttes enden af elektroden langs en zigzag-linje symmetrisk til perlens akse. Men i processen må vi ikke glemme længden af buen for at få en jævn bane uden slagge indeslutninger.
Denne metode bruges ved svejsning af metal op til 6 mm tykt. De højeste kvalitetssømme opnås ved stødsvejsning og i den nederste position. Det giver dig også mulighed for pålideligt at svejse samlinger uden at affase kanterne.

Omvendt Halvmåne

Med denne metode opvarmes venstre og højre kanter af svejsningen bedre, da enden af elektroden laver buer, konvekst rettet bagud. Det bruges, når tykt belagte elektroder bruges til bedre at smelte metal og slagger.
Denne metode til at flytte elektroden bruges ved svejsning i den nederste position, og når lodrette og loftsømme, der har en konveks ydre overflade, svejses.
Se videoen
Lignende mesterklasser






Særlig interessant






Kommentarer (2)
