Hjemmelavet ultrahurtig spændeskrue med unik glidemekanisme
En skrueklemme i en skruestik betragtes som en pålidelig måde at fastgøre emner på. Designfejlen viser sig i de mange rotationsbevægelser af spændehåndtaget for at ændre dele, der varierer meget i størrelse. Artiklen beskriver en metode til selvfremstilling af en skruestik med en hurtigudløsende skruemekanisme, der ikke har denne ulempe.

Værktøj, udstyr, materialer
Til arbejde er betingelserne for et lille udstyret værksted tilstrækkelige:- vinkelsliber (sliber);
- bordplade boremaskine; metal boremaskine;
- svejsning inverter;
- bore med skærer;
- hydraulisk presse eller donkraft;
- bænk skruestik;
- måleværktøj.
- stålplader med en tykkelse på 4-6, 20-25 mm;
- et stykke firkantet profilrør;
- gevindstang 350-400 mm med en diameter på 12-16 mm;
- affaldsjernstænger med en diameter på 10-30 mm;
- bolte, møtrikker, skiver.
De angivne dimensioner er til reference; det passende metal vælges baseret på skruestikkets nødvendige dimensioner.
Trin-for-trin instruktioner: hvordan man laver en unik skruestik med dine egne hænder
Arbejdsdelene af fremtidige skruestik produceres separat, derefter samles strukturen, testes i drift og males.
Hurtig udløsningsmekanisme
De øvre og nedre dele af spændeanordningen er lavet af en metalstang og en aflang møtrik ved hjælp af en slibemaskine og en svejseomformer.

For at gøre dette skal du tage et stålrektangel og bore et hul i tappens diameter.

Klip i midten af hullet.

Vi skærer også møtrikken på langs.

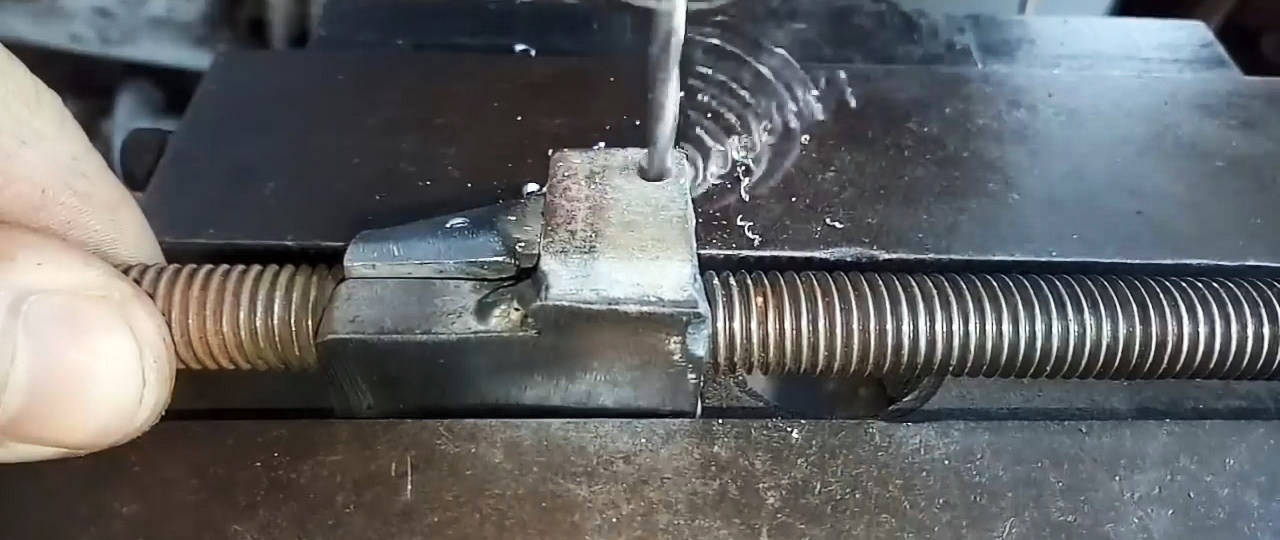
Vi samler enheden som på billedet. Vi placerer en stift på bunden af en del af blokken. På toppen er en møtrik og den anden del af blokken, forskudt til siden.

Vi svejser møtrikhalvdelen til blokhalvdelen.

Svejsning af monteringsaksen for den øverste del og sidepladerne afslutter samlingen af enheden.

Bor derefter et hul og installer stiften.

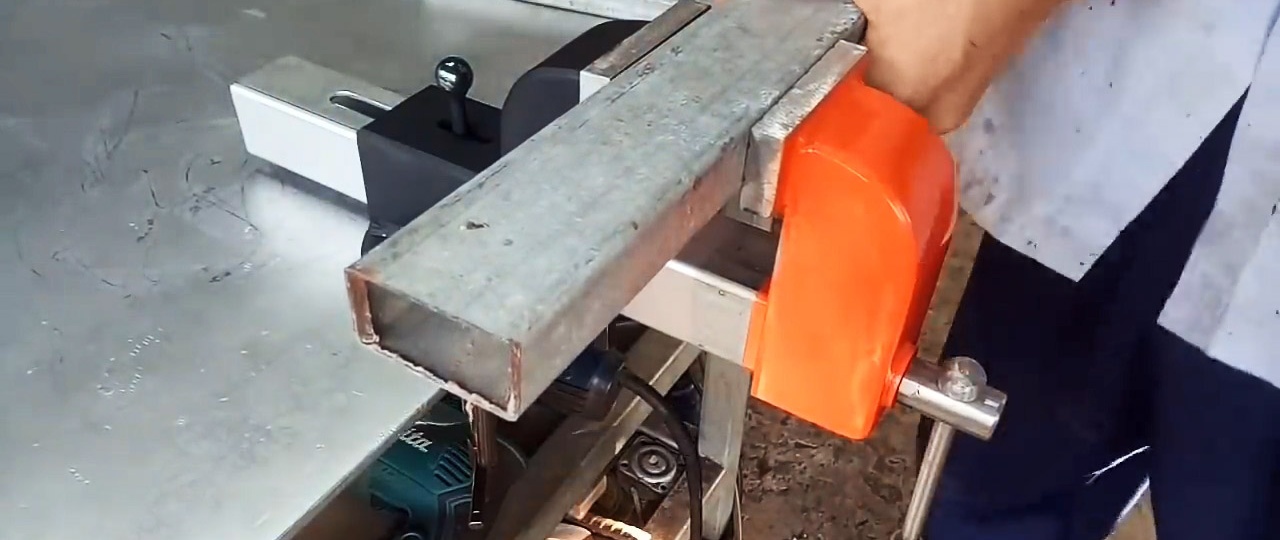
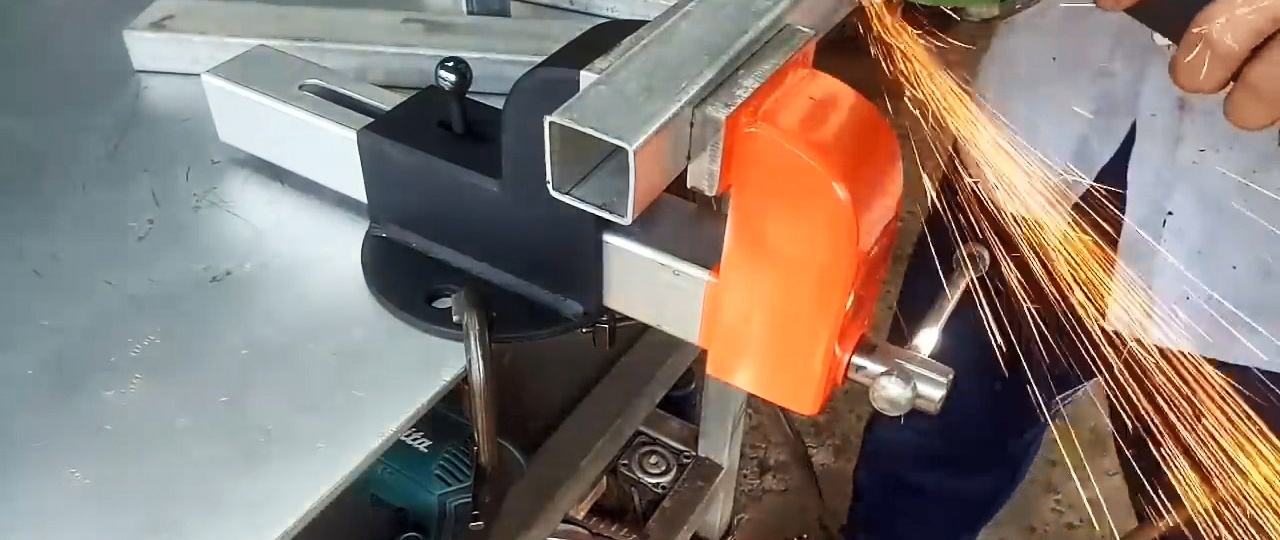
Ved at forbinde stiften med glide- og fikseringsenheden kontrolleres spændemekanismens funktionalitet. Klemmen fastgøres til den understøttende metalplade ved svejsning. En bolt og møtrik er svejset til den øvre bevægelige del, som vil tjene som et håndtag til at deaktivere fikseringen.

Profil guide
Den nederste væg af det firkantede rør skæres med en kværn: på den ene side med cirka to tredjedele af længden, på den anden side med en tiendedel.

Der er skåret en rille ud i den øvre væg til klemmefastgørelsesarmen. Skarpe kanter behandles med et slibende værktøj.


Huse af bevægelige og faste kæber
Et fast legeme er svejset på siderne af styret.

Der er lavet en rille i den øverste del til håndtaget.



Kæbesamlingen består af metalplader fremstillet efter en foreløbig skabelon.

Den buede overdel kan bøjes på en presse eller ved hjælp af en hydraulisk donkraft.

Den faste krop svejses til basen, den bevægelige krop er svejset til haledelen af føringsrøret.


Efter at svejsningen er afsluttet, behandles husene omhyggeligt med en slibeskive.
Blyskrue
For at udføre spændefunktioner er skruetappen modificeret. For at gøre dette svejses en møtrik og en lille metalcylinder til enden.


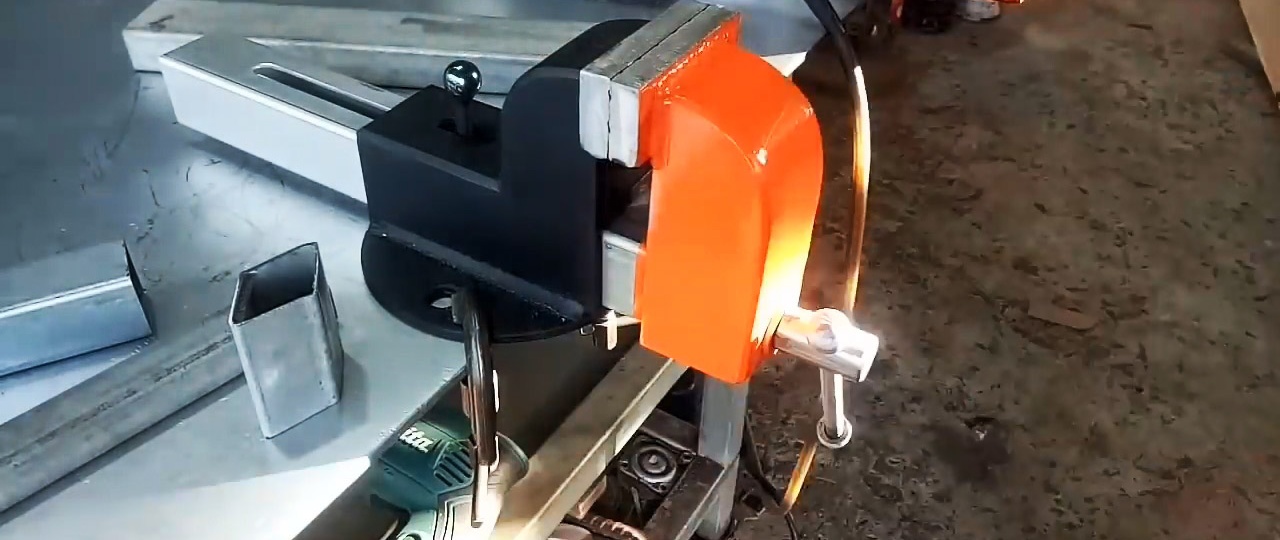
En metalnøgle med møtrikker svejset i enderne indsættes i det lavede hul. For at få håndtaget til at se æstetisk tiltalende ud, er møtrikkerne slebet til en cylindrisk form.

Blyskruen indsættes i hullet i bagvæggen af den bevægelige krop og fastgøres med et svejsepunkt.

Kæbe plader
På stålplader, der er klargjort efter mål, påføres diagonale maskemarkeringer. Brug et tyndt skærehjul til at skære riller til en dybde på 1-2 mm.
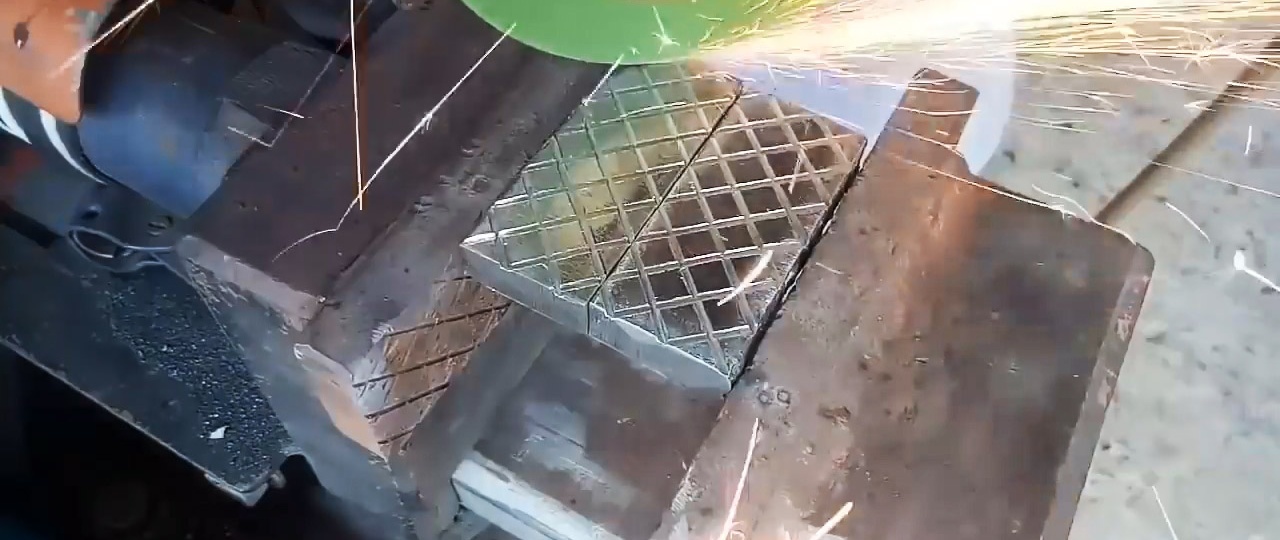
De færdige plader med afstemte kanter fastspændes i huse og svejses.

Afsluttende montage og efterbehandling
To huller er perforeret i bundpladen til fastgørelse af skruestik til overfladen af arbejdsbordet. En kugle fra lejet svejses i stedet for det afskårne hoved på holdebolten.
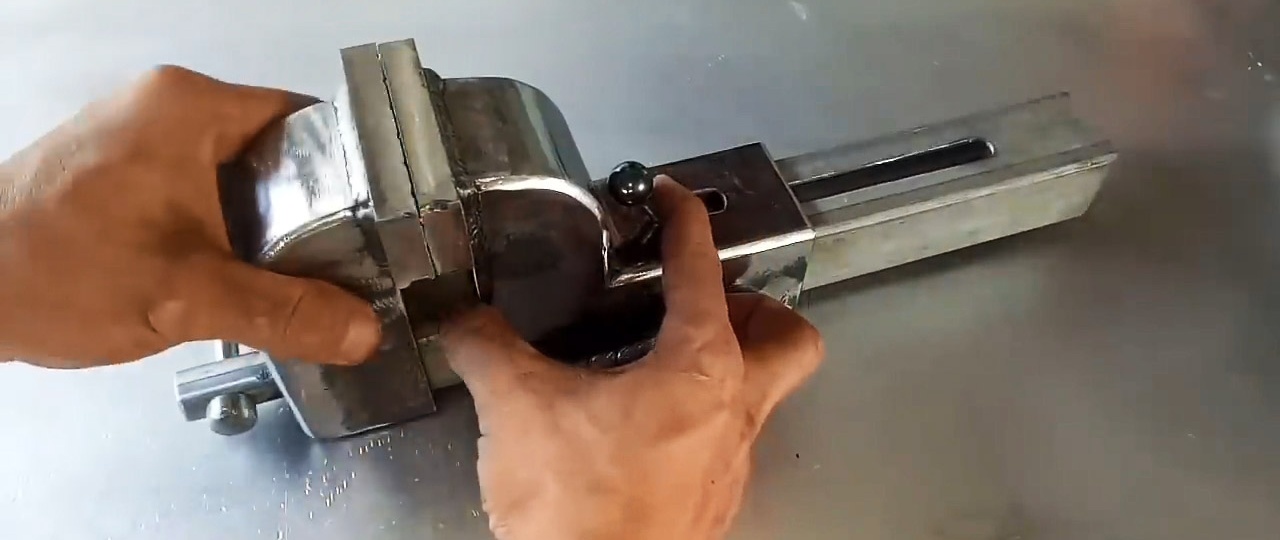

Efter grundig slibning affedtes og males overfladerne. En bekvem låsesmedenhed giver dig mulighed for hurtigt at skifte emner uden anstrengelse.