Comment étamer un fer à souder
Presque tout le monde possède le fer à souder le plus courant avec une panne en cuivre. Cet outil simple et utile n'est pas seulement nécessaire aux spécialistes impliqués dans l'électronique radio. Il est également souvent nécessaire à la ferme, par exemple pour souder deux fils ou pour réparer de vos propres mains un simple appareil électroménager.

Cependant, tous les utilisateurs novices ne réussissent pas même l'opération la plus simple : étamer un fer à souder.
Pourquoi étamer le fer à souder ?
La réponse à cette question est que pendant le processus de soudage, il devient nécessaire de prélever de la soudure (un alliage de plomb et d'étain) avec une panne chauffée, qui est ensuite transférée au joint. Mais s'il n'est pas étamé, cette procédure devient impossible. La soudure ne colle pas au fer à souder, il est donc impossible de prélever la quantité d'alliage requise et de la transférer sur le site de soudure.
Pourquoi cela arrive-t-il? Lorsqu’une panne chauffée entre en contact avec de la soudure, celle-ci fond et colle à la surface. Mais seulement lorsqu’il y a une couche d’étain dessus, ce qu’on appelle un « fer à souder étamé ».En conséquence, s'il est coloré avec de la colophane, du flux ou du plastique, l'interaction spécifiée ne se produit pas. La soudure fond simplement, des gouttes de métal se forment, mais le tout ne colle pas à la panne.
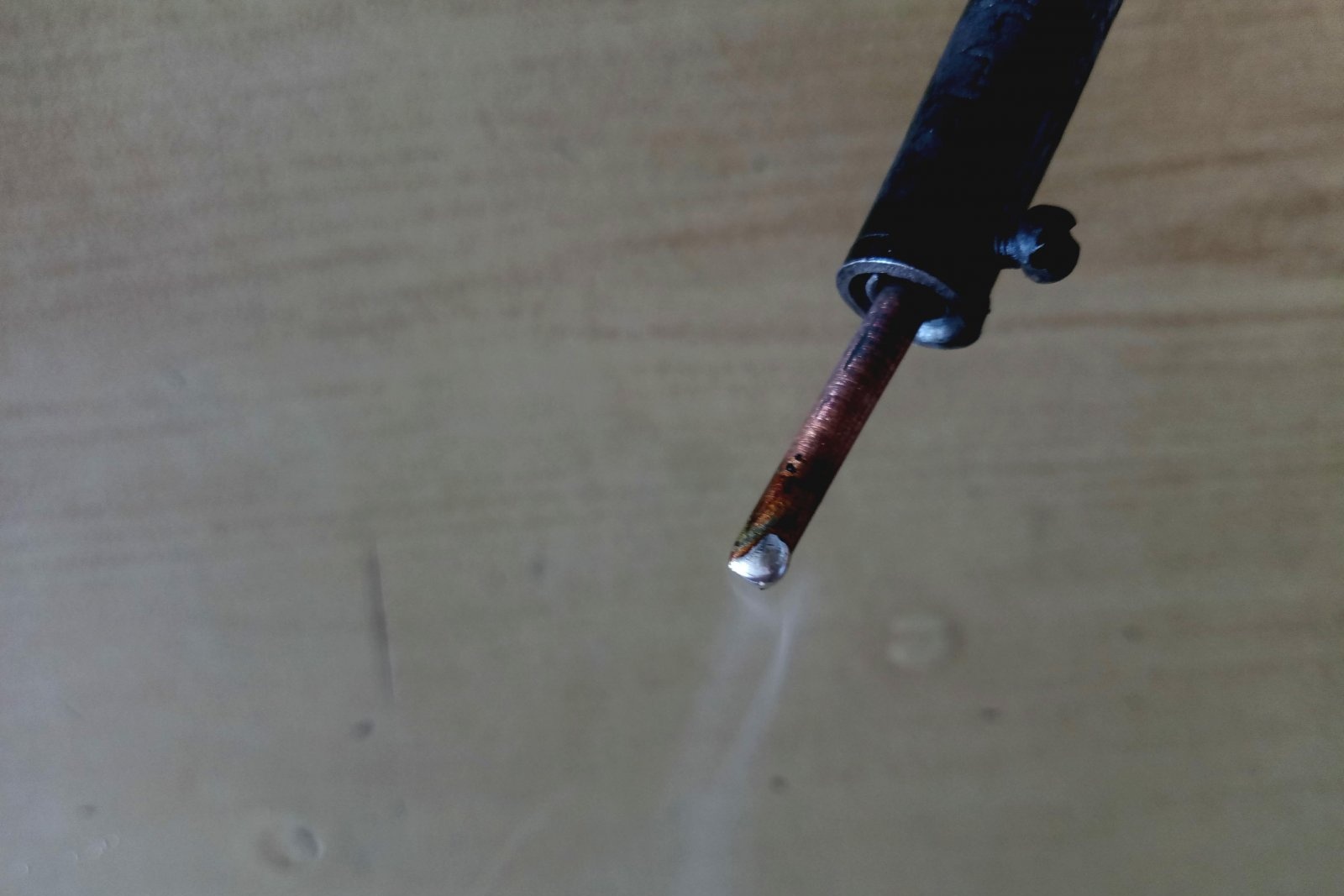
Un fer à souder bien étamé est un outil dont la partie active est recouverte d'une fine couche de soudure. L'étain adhère facilement à une telle surface et peut être facilement transféré sur un conducteur, une carte, un composant radio, etc.
Matériaux d'étamage du fer à souder
Pour bien étamer un fer à souder avec une panne en cuivre, vous aurez besoin d'un minimum de matériel :
- colophane de pin;
- souder;
- papier de verre;
- éponge pour laver la vaisselle.

Le résultat sera bien meilleur si vous écoutez les recommandations décrites ci-dessous.
N'utilisez pas de colophane périmée. Il est également préférable de ne rien emporter qui soit noirci ou contaminé par des substances étrangères. En règle générale, la colophane standard peut être utilisée dans les deux ans suivant la date de fabrication.
Il est recommandé d'acheter une soudure ayant la teinte la plus claire possible. Cela signifie que l'alliage contient plus d'étain et, par conséquent, moins de plomb. Cette soudure fond mieux et est plus facile à manipuler pour un utilisateur novice.
Le papier de verre doit être tel qu'après son utilisation, il ne reste plus de rainures profondes sur la pointe en cuivre. Pour la même raison, vous ne devez jamais utiliser de pierres à aiguiser pour le nettoyage. D'excellents résultats sont obtenus en utilisant du papier de verre grain P150.
Une éponge pour laver la vaisselle doit avoir un tampon dur, car c'est le côté qui sert au travail. Il peut être remplacé par presque tous les matériaux en feutre. Il existe également des éponges spéciales pour nettoyer le fer à souder.
Le processus d'étamage d'un fer à souder avec une pointe en cuivre

Il convient immédiatement de noter qu'en utilisant la méthode décrite ci-dessous, vous ne pouvez étamer que des fers à souder avec une panne en cuivre. Si vous traitez une pointe en céramique avec du papier de verre, elle perdra irrévocablement ses propriétés et il vous suffira de jeter l'accessoire coûteux.
S'il reste de l'étain gelé sur la surface de travail de la pointe, il peut être retiré comme suit. Le fer à souder doit d'abord être réchauffé. Ensuite, la pointe est trempée dans de la colophane et nettoyée sur du fil de cuivre toronné trempé dans du flux.
Ensuite, la partie active de l'outil doit être nettoyée des dépôts de carbone. Cela se fait à l'aide de papier de verre. Il n'est pas nécessaire d'être particulièrement zélé, car le cuivre est un métal assez mou.




Une attention particulière est portée à la partie de la panne utilisée pour le soudage.
Immédiatement après le nettoyage, le fer à souder est allumé et réchauffé à la température de fonctionnement. Le cuivre s'oxydant très rapidement, il est recommandé de tremper la pointe dans de la colophane pendant le processus de chauffage. Cela limite l’accès à l’oxygène et la surface ne se couvrira pas d’oxyde en quelques secondes. À haute température, ce processus s'accélère considérablement.



Lorsque le fer à souder est correctement chauffé, il est retiré de la colophane et amené à la soudure. Après avoir récupéré une quantité suffisante d'alliage (l'étain doit parfaitement adhérer à la surface nettoyée), la pointe doit être à nouveau immergée dans la colophane plusieurs fois. En raison de la tension superficielle élevée, l'étain se répartira uniformément sur la surface de travail du fer à souder.
Vous pouvez améliorer le résultat en utilisant du carton pré-enduit de colophane. Si vous déplacez une panne avec de la soudure sur une telle surface, l'étain sera mieux réparti et formera une couche plus fine.
Ensuite, vous devez nettoyer le fer à souder de l'excès de métal en fusion.Pour ce faire, vous devez passer plusieurs fois l'embout étamé sur l'éponge humide. À ce stade, veillez à ne pas retacher l’instrument. Immédiatement après le nettoyage, la pointe est plongée dans de la colophane pour protéger le revêtement appliqué.


Le résultat de la procédure ci-dessus devrait être un fer à souder parfaitement étamé avec la couche d'étain la plus fine sur la surface de travail. Si tout est fait correctement, le processus de soudure ultérieur sera simple, même pour un utilisateur novice.
Classes de maître similaires






Particulièrement intéressant






