Comment fabriquer du plastique (filament) à partir d'une bouteille PET pour une imprimante 3D
Ceux qui s'intéressent à l'impression 3D sont parfois simplement choqués par les coûts du fil d'impression plastique (filament). Bien qu'elle ne soit pas très chère, elle est consommée en grandes quantités, les sommes pour son cul sont donc considérables. Pour économiser de l'argent, le filament peut être fabriqué gratuitement à partir de bouteilles en plastique PET ordinaires.
Équipement nécessaire:
- Coupe-bouteille ;
- pompe de gonflage de pneus;
- chauffage 200-225 degrés Celsius avec buse de sortie de 1,75 mm ;
- mécanisme de tirage et de remontage.
Processus de fabrication de filament à partir de bouteilles PET
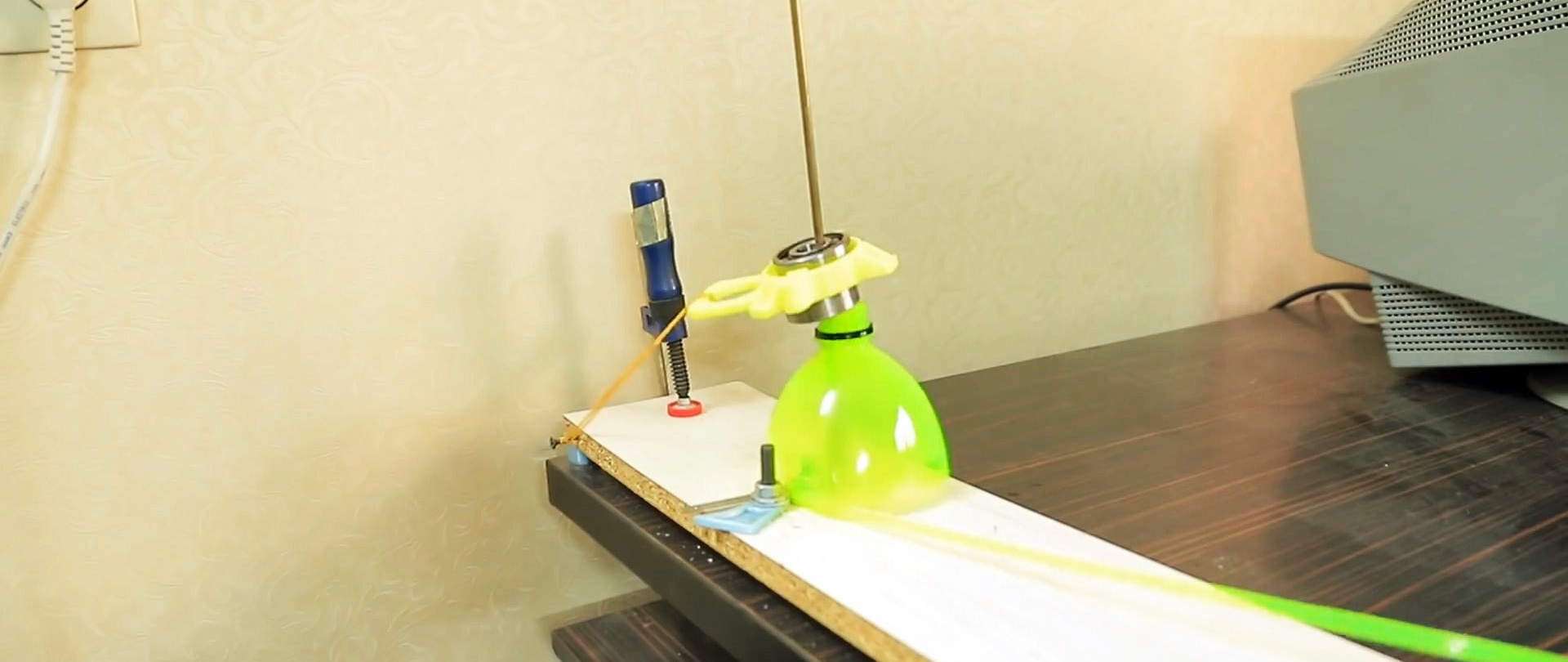
Les bouteilles PET sont utilisées comme matière première pour la production de filament. Idéalement, ils devraient être colorés. Ils doivent être nivelés avant utilisation. À cette fin, un bouchon de bouteille ordinaire est modifié. Vous devez y installer une valve d'une caméra de voiture. Avec son aide, la bouteille est pompée avec de l'air à l'aide d'une pompe conventionnelle pour augmenter la pression à l'intérieur (plus de détails ici - https://home.washerhouse.com/fr/6732-kak-vyprjamljat-ljubye-figurnye-pjet-butylki.html).

Ensuite, la valve est serrée dans le mandrin du tournevis. Vous devez faire pivoter la bouteille gonflée sur un brûleur à gaz allumé. Il va se réchauffer, s'adoucir et, grâce à la pression interne, s'égaliser.

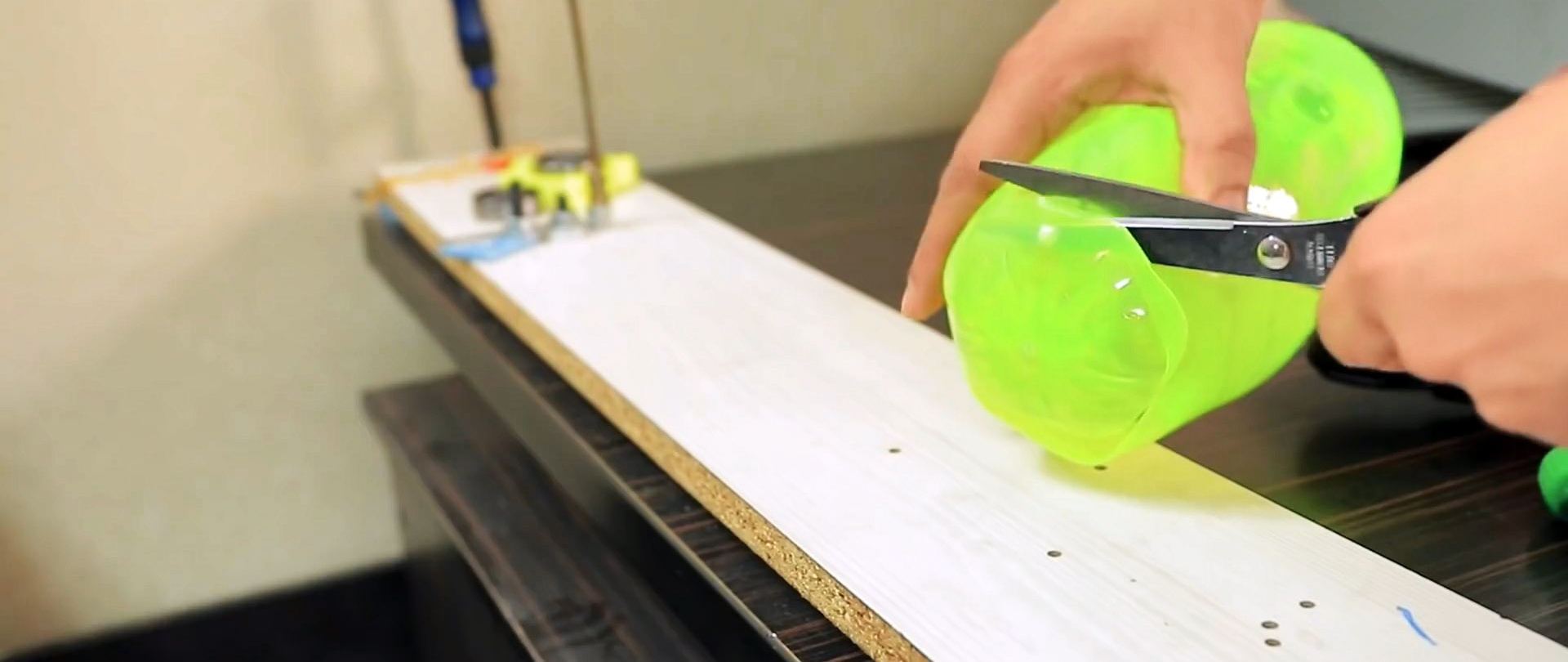
Une bouteille droite est découpée en bande à l'aide d'un coupe-bouteille. Il s'avérera plus uniforme que s'il était dissous sans préparation. Si les parois de la bouteille sont épaisses, la largeur du ruban doit être de 5 à 6 mm. Dans une fine bouteille d'eau minérale, il est préférable de couper une largeur de 7 à 8 mm.
Le bord du ruban est coupé en biais, après quoi il est lancé dans la buse d'un radiateur chauffé. Pour travailler avec du ruban PET, sa température doit être de +200 à 225 degrés Celsius. Le diamètre de la sortie de la buse est de 1,75 mm, tandis que l'entrée est fraisée pour faciliter l'insertion et le changement de forme du ruban large.
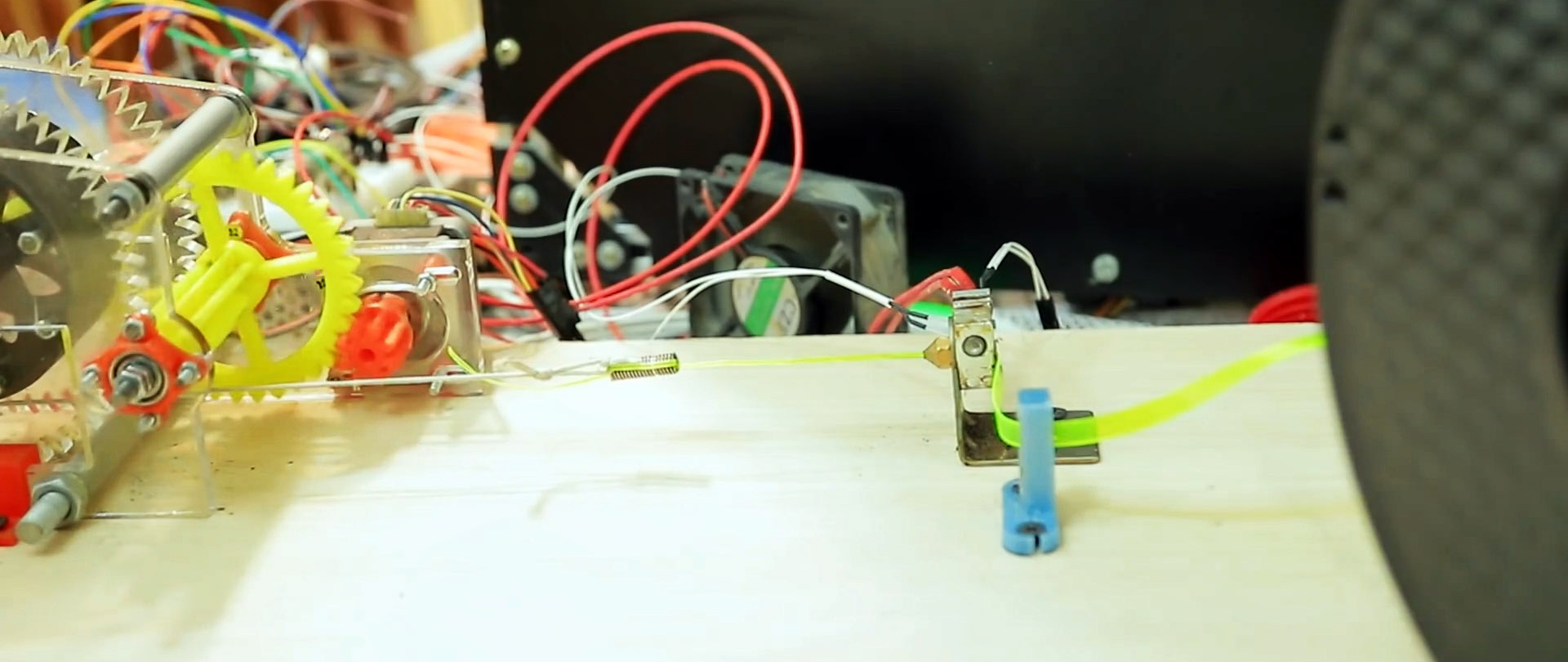
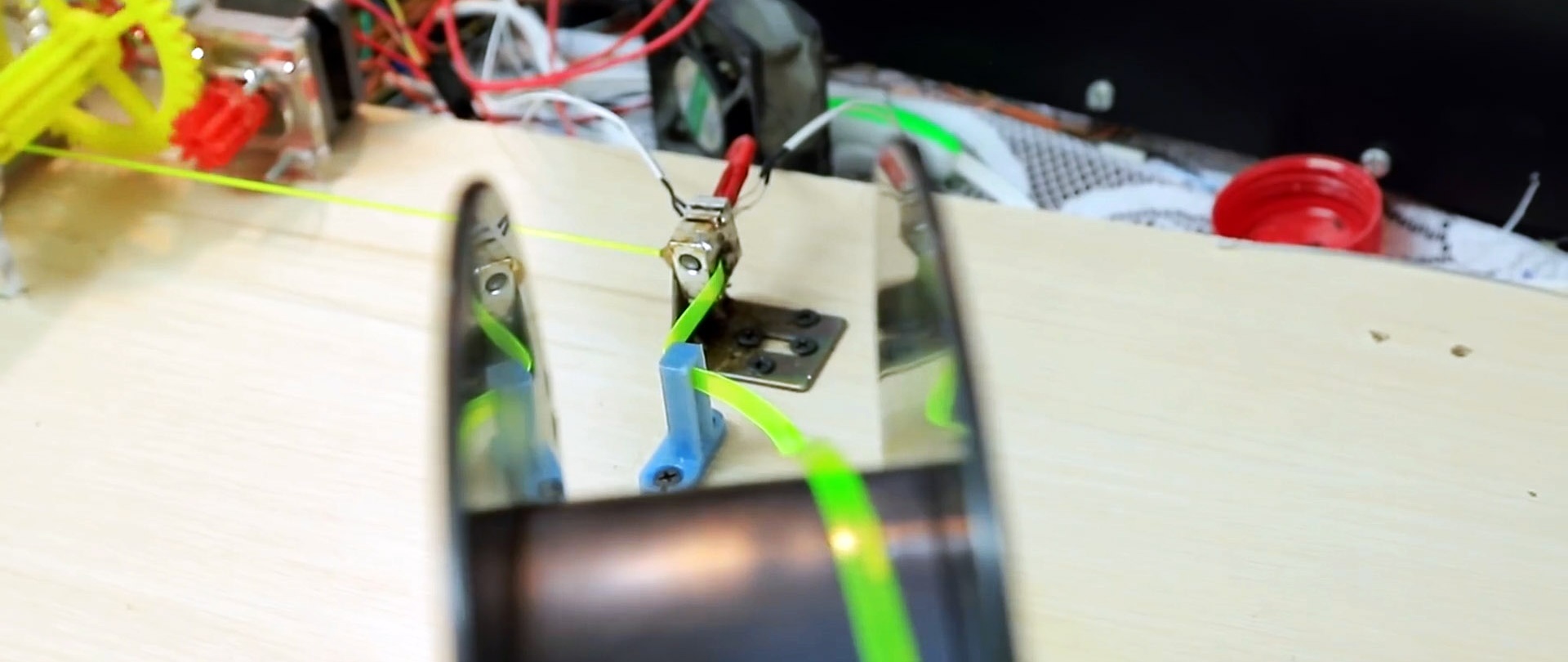
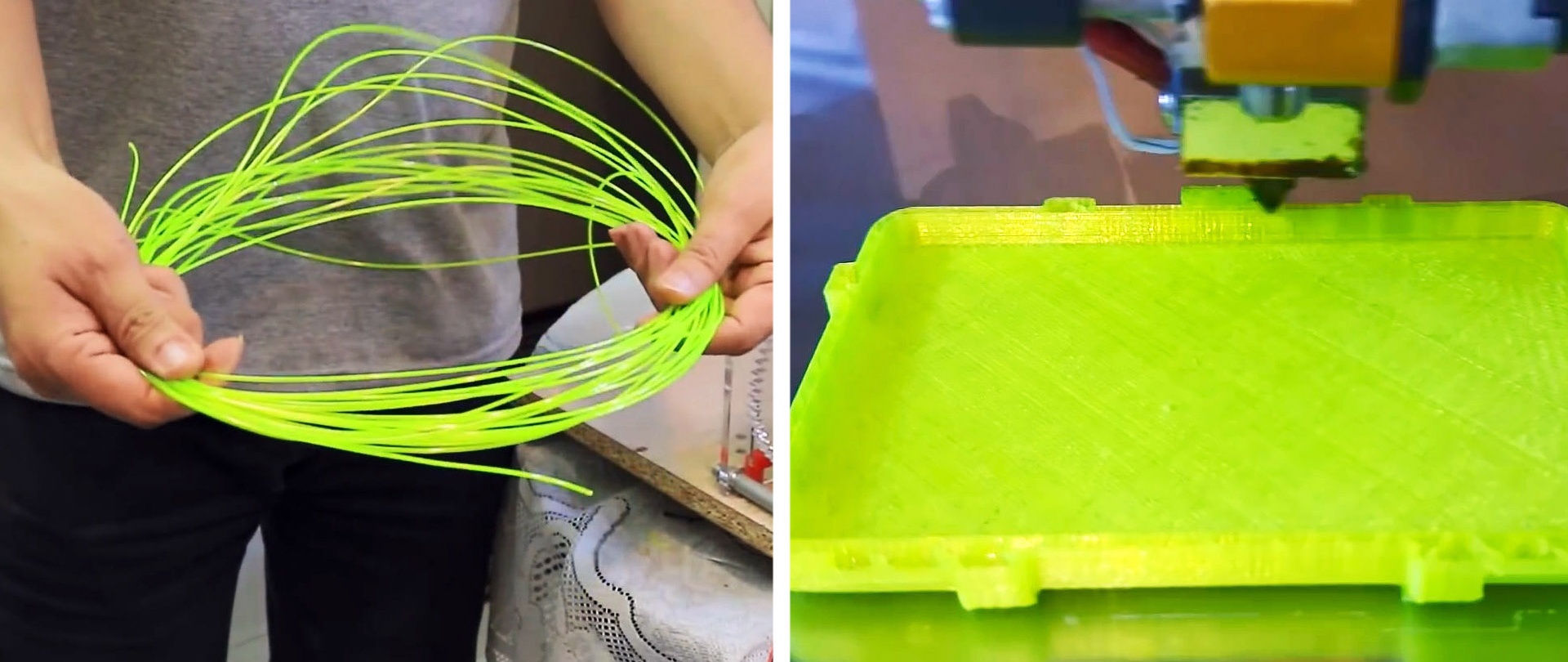
Le bord du filament tiré à travers la buse chaude doit être noué et relié au mécanisme d'étirage et d'enroulement. C'est un moteur pas à pas avec des réducteurs et une bobine. Les pièces peuvent être imprimées sur une imprimante. La vitesse d'enroulement est réglable pour que le ruban ait le temps de chauffer suffisamment et de changer de forme.
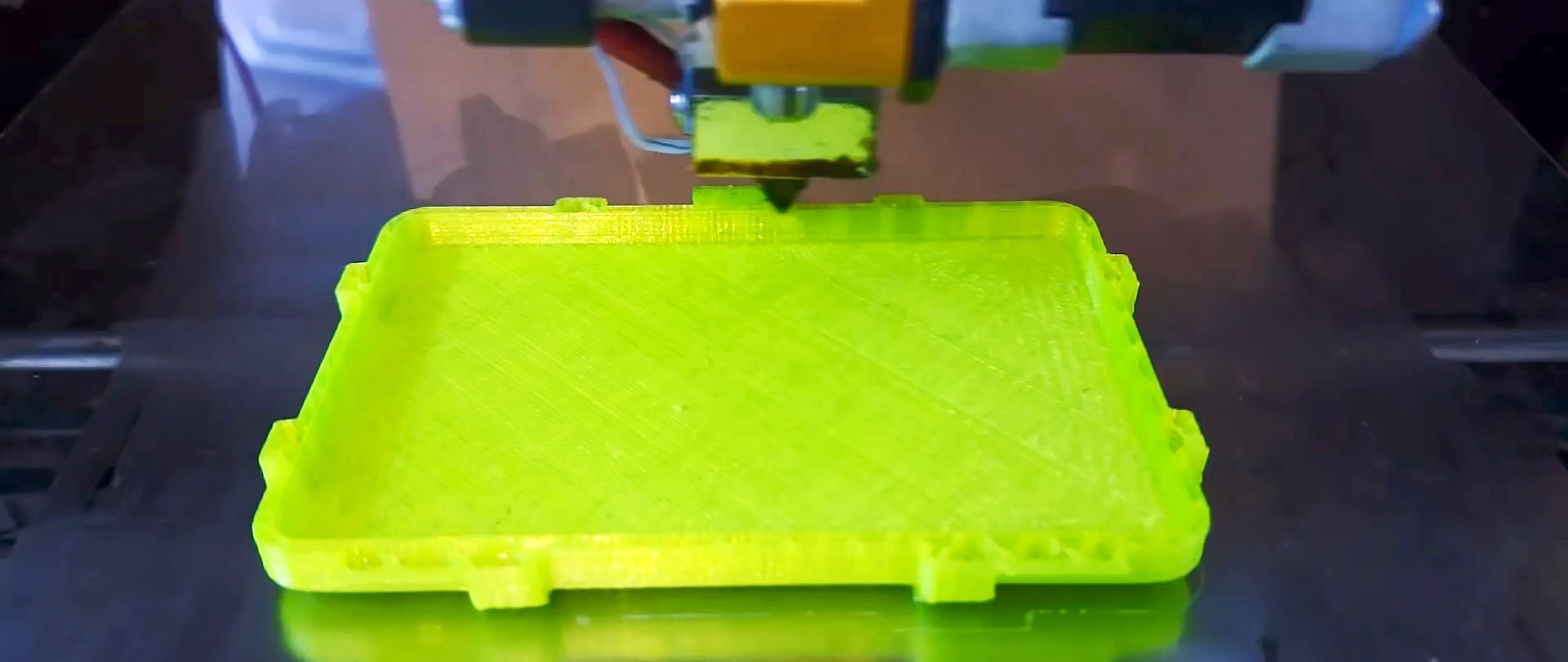
Pour allonger la tige, les rubans peuvent être collés ensemble avant la production, en chauffant les extrémités à +270-280 degrés Celsius. Le filament obtenu s'imprime parfaitement lorsque la température est réglée entre +250 et 260 degrés Celsius.
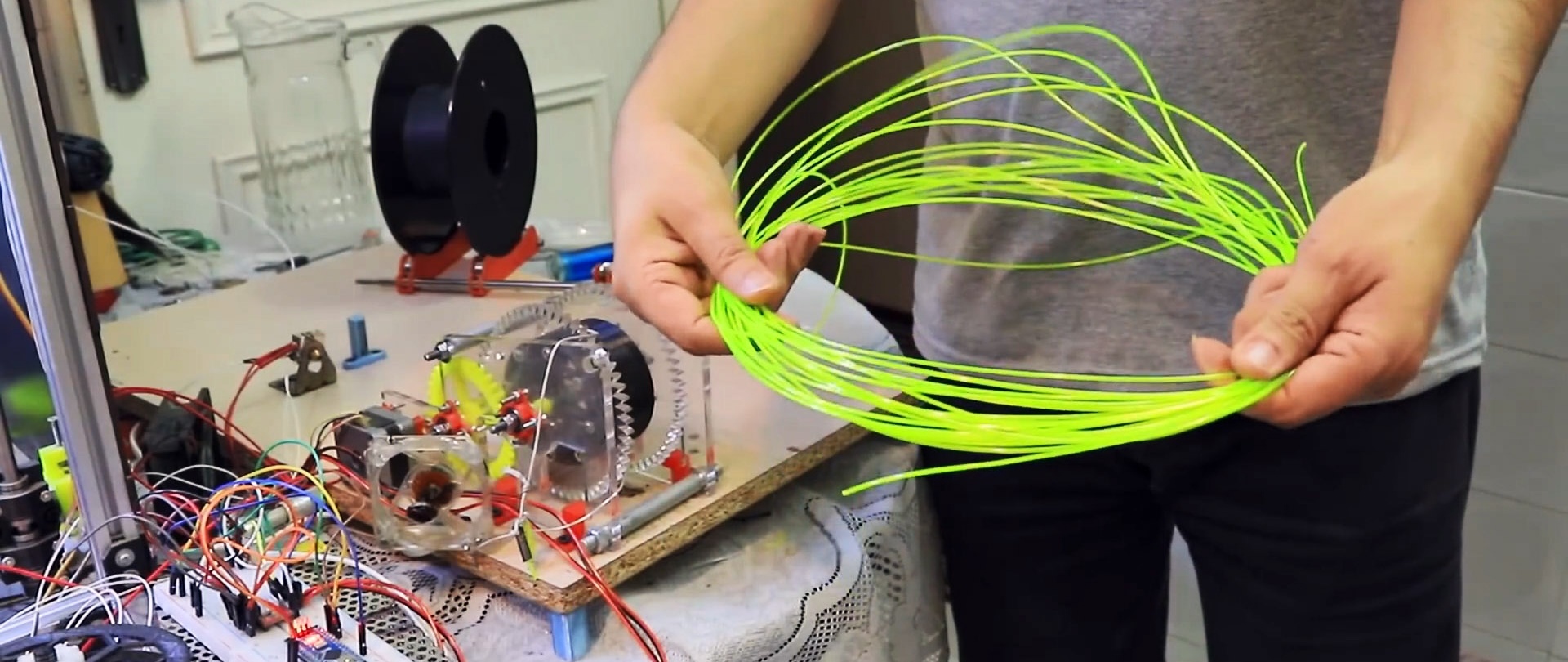
Tous les équipements nécessaires à la production peuvent être fabriqués de manière artisanale. Il n'y a pas d'exigences particulières, à l'exception de la possibilité de réglage. Pour le chauffage, c'est la température correspondante, et pour le mécanisme d'enroulement, la vitesse de rotation de la bobine. En conséquence, vous pouvez littéralement obtenir un filament de haute qualité provenant des déchets.
Si le ruban est droit, et il le sera si vous redressez d'abord la bouteille, alors la qualité d'impression avec une telle tige est idéale.
Voir la vidéo
Classes de maître similaires






Particulièrement intéressant