Kako napraviti dvostruki kutni spoj na okruglim cijevima
Ova vrsta veze ima inherentnu estetsku privlačnost. Stoga se uglavnom koristi u dizajnu u kojem je najvažnija stilska sofisticiranost. Postoje i drugi načini spajanja kako bi se osigurala čvrstoća, ali naravno njihov vanjski dizajn nije tako lijep.

Razmotrimo ovaj način spajanja na primjeru okruglih cijevi. Za uspješan rad moramo se unaprijed opskrbiti sljedećim alatima i materijalima:
Ovaj rad ne zahtijeva nikakve posebne vještine, ali sve operacije i, prije svega, operacije označavanja i mjerenja moraju se izvoditi točno i točno.
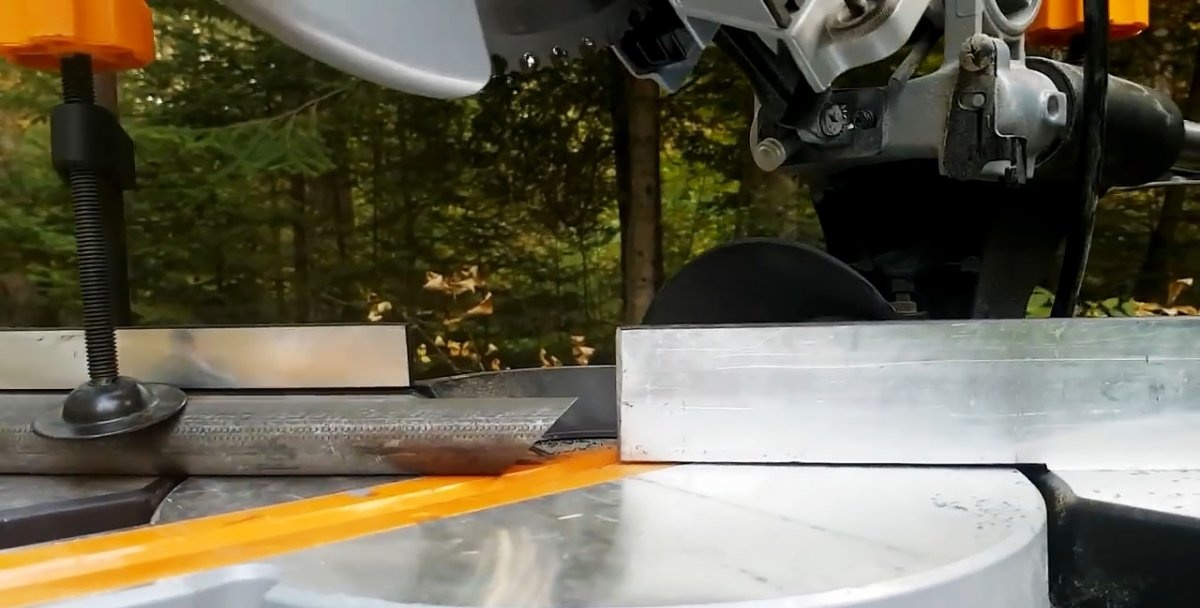
1. Stavite cijev na stol pile s klatnom, izmjerite potrebnu duljinu mjernom vrpcom, označite flomasterom, stegnite izradak stezaljkom i otpilite prvi dio cijevi.Ponavljamo ovu operaciju još dva puta i dobivamo tri cijevna praška promjera 75 mm i duljine 300 mm. U drugim slučajevima, dimenzije mogu biti proizvoljne.


2. Okrenite stolnu pilu za 45 stupnjeva i fiksirajte je u tom položaju.

3. Svaki od tri dijela cijevi naizmjenično pričvrstimo na stol s klatnom pilom s fiksnom rotacijom i napravimo rez na jednom kraju koji će biti točno 45 stupnjeva.


4. Bez mijenjanja položaja dijelova cijevi nakon prvog rezanja, mentalno nacrtajte okomite i vodoravne promjere na krajevima, označavajući njihovo sjecište s tijelom cijevi potezima pomoću markera.

5. Olabavimo pričvršćivanje cijevi na stolu klatne pile i, bez promjene uzdužnog položaja, zakrenemo je za 1/4 kruga ili 90 stupnjeva u smjeru kazaljke na satu i ponovno pričvrstimo obradak, provjeravajući da nema uzdužnog pomaka pomoću ravna metalna ploča.

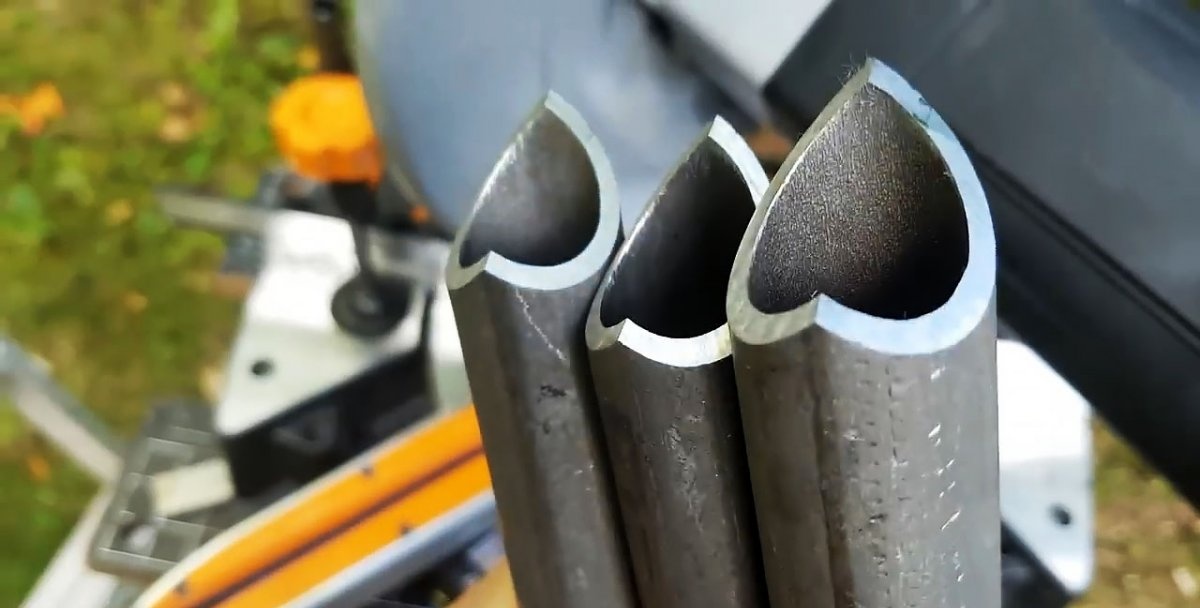
6. Na kraju sa već napravljenim rezom napravimo još jedan rez. Rezultat je zamršena konfiguracija - rezultat interakcije ravnog diska klatne pile i cilindrične površine cijevi. Ovoj operaciji podvrgavamo sva tri prazna dijela cijevi.



7. Postavite dva obratka na vodoravnu površinu s rezovima okrenutim jedan prema drugome i približite ih dok se ne dodirnu duž tražene linije. Ako su oznake bile točne i rezovi su napravljeni visokokvalitetno, tada izratki čine ravni kut, točno jednak 90 stupnjeva.
8. Bez mijenjanja položaja praznih cijevi, "zgrabimo" ih iznutra električnim ili plinskim zavarivanjem, čime ih fiksiramo jedan prema drugom.

9. Ostaje samo postaviti treći element okomito na vrh na spoju dviju vodoravno smještenih cijevi.Ako su njegovo označavanje i rezanje izvedeni točno, tada će se gornji obradak sa svim svojim krajnjim točkama točno podudarati s mjestom namijenjenim za to.


Kako bi se izbjegle ozljede i oštećenja, potrebno je koristiti osobnu zaštitnu opremu: rukavice i kacigu za zavarivanje.

Trebat će
Razmotrimo ovaj način spajanja na primjeru okruglih cijevi. Za uspješan rad moramo se unaprijed opskrbiti sljedećim alatima i materijalima:
- komad cijevi promjera 75 mm i duljine najmanje 1000 mm;
- klatna pila s rotirajućim stolom;
- uklonjiva stezaljka;
- mjerač trake s mjernom trakom;
- marker i metalna ploča;
- električni ili plinski stroj za zavarivanje;
- ravna vodoravna površina.
Postupak izvođenja dvostrukog kutnog spoja
Ovaj rad ne zahtijeva nikakve posebne vještine, ali sve operacije i, prije svega, operacije označavanja i mjerenja moraju se izvoditi točno i točno.
1. Stavite cijev na stol pile s klatnom, izmjerite potrebnu duljinu mjernom vrpcom, označite flomasterom, stegnite izradak stezaljkom i otpilite prvi dio cijevi.Ponavljamo ovu operaciju još dva puta i dobivamo tri cijevna praška promjera 75 mm i duljine 300 mm. U drugim slučajevima, dimenzije mogu biti proizvoljne.


2. Okrenite stolnu pilu za 45 stupnjeva i fiksirajte je u tom položaju.

3. Svaki od tri dijela cijevi naizmjenično pričvrstimo na stol s klatnom pilom s fiksnom rotacijom i napravimo rez na jednom kraju koji će biti točno 45 stupnjeva.


4. Bez mijenjanja položaja dijelova cijevi nakon prvog rezanja, mentalno nacrtajte okomite i vodoravne promjere na krajevima, označavajući njihovo sjecište s tijelom cijevi potezima pomoću markera.

5. Olabavimo pričvršćivanje cijevi na stolu klatne pile i, bez promjene uzdužnog položaja, zakrenemo je za 1/4 kruga ili 90 stupnjeva u smjeru kazaljke na satu i ponovno pričvrstimo obradak, provjeravajući da nema uzdužnog pomaka pomoću ravna metalna ploča.

6. Na kraju sa već napravljenim rezom napravimo još jedan rez. Rezultat je zamršena konfiguracija - rezultat interakcije ravnog diska klatne pile i cilindrične površine cijevi. Ovoj operaciji podvrgavamo sva tri prazna dijela cijevi.

7. Postavite dva obratka na vodoravnu površinu s rezovima okrenutim jedan prema drugome i približite ih dok se ne dodirnu duž tražene linije. Ako su oznake bile točne i rezovi su napravljeni visokokvalitetno, tada izratki čine ravni kut, točno jednak 90 stupnjeva.
8. Bez mijenjanja položaja praznih cijevi, "zgrabimo" ih iznutra električnim ili plinskim zavarivanjem, čime ih fiksiramo jedan prema drugom.

9. Ostaje samo postaviti treći element okomito na vrh na spoju dviju vodoravno smještenih cijevi.Ako su njegovo označavanje i rezanje izvedeni točno, tada će se gornji obradak sa svim svojim krajnjim točkama točno podudarati s mjestom namijenjenim za to.


… i na kraju
Kako bi se izbjegle ozljede i oštećenja, potrebno je koristiti osobnu zaštitnu opremu: rukavice i kacigu za zavarivanje.
Gledaj video
Slične majstorske tečajeve






Posebno zanimljivo






Komentari (0)
