Kućno oblikovanje plastičnih dijelova. Lako kao pita
Proizvodnja proizvoda za lijevanje pomoću suvremenih materijala postala je prilično dostupna, prilično jednostavna i jeftina. Razmotrite mogućnost korištenja poliuretana za izlijevanje i silikona za izradu kalupa.
Trebat će
Za naš rad koristit ćemo vrlo pristupačne i jeftine materijale i proizvode:
- silikon "ELASTOLUX-M" za izradu kalupa;
- silikon "ELASTOFORM" za izradu podloge;
- separator na bazi kerozina ili vazelina;
- savijanje za kalup ukupne težine 1 kg;
- poliuretan za lijevanje "UNIKAST 9" (baza, dio A);
- učvršćivač (dio B);
- precizne vage;
- plastično staklo.
Tehnologija lijevanja poliuretanskih proizvoda u silikonske kalupe
Prije svega, trebate isprintati glavni model sa sustavom zakretanja na 3D printeru. Ili uzmite gotov dio koji treba ponoviti, zalijepite čačkalice u ulogu spruova. Bit će potrebno za izradu silikonskog kalupa za višekratnu upotrebu.

Za nju koristimo silikon koji je visoko elastičan i dovoljno izdržljiv.Za temeljnu podlogu debljine 10-15 mm prikladan je jeftiniji dvokomponentni silikon tipa ELASTOFORM.
Izrađen silikonski kalup.

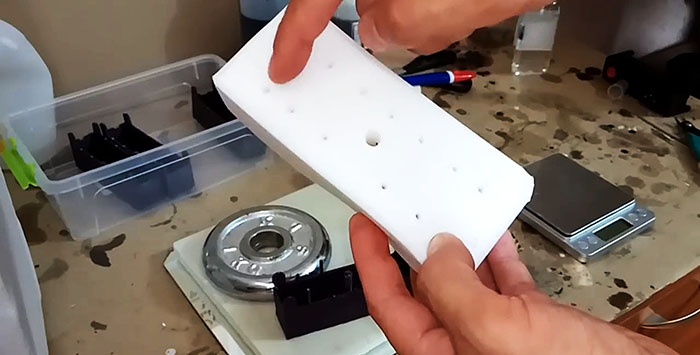
Kako funkcionira proces lijevanja?
Silikonski kalup postavimo na podlogu. Ako će se više puta koristiti, povremeno ga podmažite separatorom na bazi kerozina ili vazelina.
Silikonski kalup odozgo pritisnemo disperznim opterećenjem (pritiskom) težine do jednog kilograma. Kako bismo osigurali precizno i brzo izlijevanje materijala za lijevanje, koristimo papirnati lijevak. Nakon toga možemo pretpostaviti da je kalup pripremljen za lijevanje.

Za ispunu uzimamo najjeftiniji lijevani poliuretan “UNIKAST 9” (komponenta A) i učvršćivač (komponenta B) koje miješamo u omjeru 1:0,6.
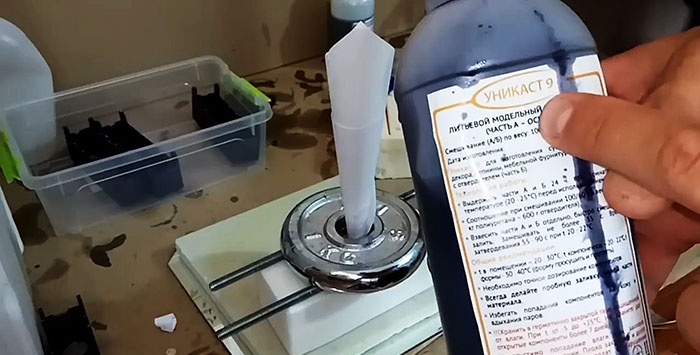

Za visokokvalitetno miješanje potrebna vam je precizna vaga i plastična čaša. U bazu možete dodati bilo koju boju koja se prodaje zasebno. Za 1 kg poliuretana potrebno je 90-100 kapi boje.


U čašu na vagi ulijte 22 grama tekućeg poliuretana i 13,2 grama učvršćivača i dobro miješajte 30 sekundi, ne više jer će se već početi stvrdnjavati. Miješanjem ćemo osjetiti da se staklo zagrijava, što znači da je proces polimerizacije započeo. Smjesa je spremna za prelijevanje.
Smjesu ulijevamo bez prekida dok tekući poliuretan ne izađe iz cijevi. Primarno stvrdnjavanje trajat će oko dvije minute, a potpuno stvrdnjavanje 10-15 minuta, ali je bolje držati nadjev u kalupu 20-30 minuta.

Nakon pola sata počinjemo vaditi poliuretanski odljevak iz silikonskog kalupa.


Najprije odlomimo papirnati lijevak u kojem je smrznut višak poliuretana, zatim višak koji viri iz udubljenja, zajedno s „nogicama“. To će nam olakšati vađenje lijevanog proizvoda iz kalupa.
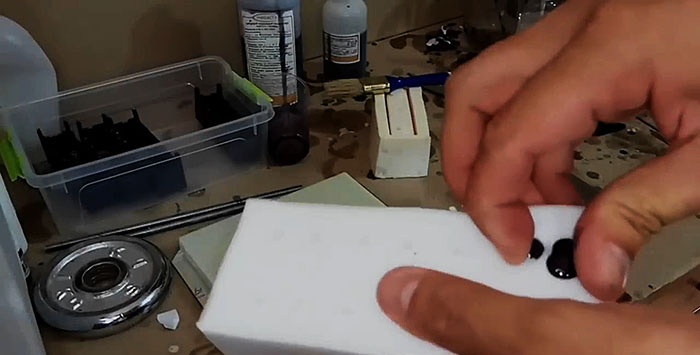
Osim toga, silikonski kalup je vrlo fleksibilan, što također olakšava vađenje odljevka iz njega bez ikakvih poteškoća.


Preostaje samo lagano obraditi rupe, odlomiti ili odrezati udubljenja i izbušiti rupe bušilicom. Nakon toga, lijevani proizvod se praktički ne razlikuje od glavnog kalupa.
Usporedba metode lijevanja i 3D printanja
Lijevanje u usporedbi s 3D ispisom je brz proces. Za ispis takve kutije na 3D printeru trebat će 4,0-4,5 sati. U tom slučaju 3D model se često pokaže neispravnim i sve se mora ispočetka. Proces lijevanja traje maksimalno 30 minuta. Sljedeća točka je jeftinost. Lijevanje je više od 3 puta jeftinije od 3D printanja.












