Kako kuhati profil bez spaljivanja

Vještine zavarivanja razvijaju se s iskustvom. Sasvim je normalno ako se isprva, prilikom zavarivanja, spali metal s tankim stijenkama, šavovi leže neravnomjerno i dobiju se neuredne kuglice. Kako bi zavarivanje bilo prihvatljivo prvi put, morate slijediti nekoliko savjeta.
Oprema:
- Stroj za zavarivanje;
- maska za zavarivanje;
- elektrode 3 mm.

Zavarivanje metala s kontinuiranim šavom od 2 mm
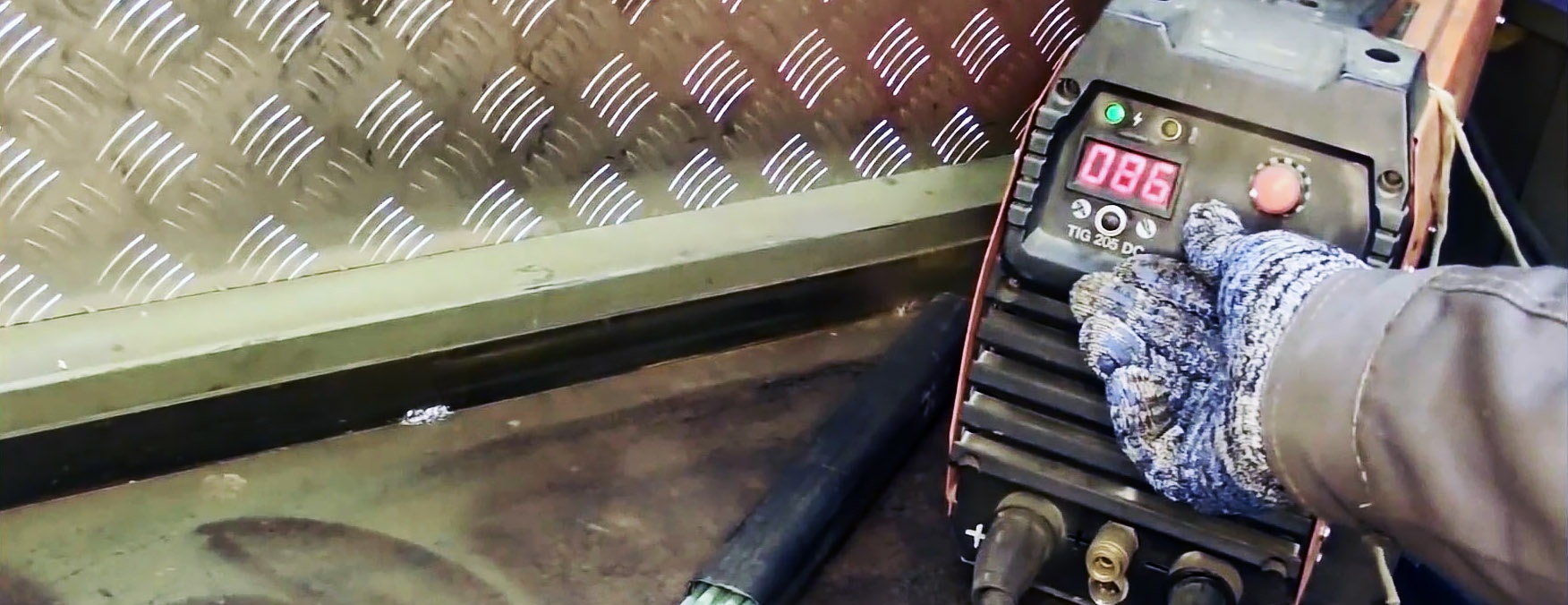
Za zavarivanje profilnih cijevi s konvencionalnim pretvaračem, bolje je koristiti elektrode od 3 mm. Ako je debljina metalnih stijenki samo 2 mm, tada je struja postavljena na 85A. Kraj elektrode za zavarivanje postavljen je pod kutom od 45 stupnjeva u odnosu na cijevi koje se zavaruju.


Luk se zapali, a nakon što se elektroda počne topiti, glatko se povlači prema sebi. Došavši do krajnje točke šava, skida se s površine.
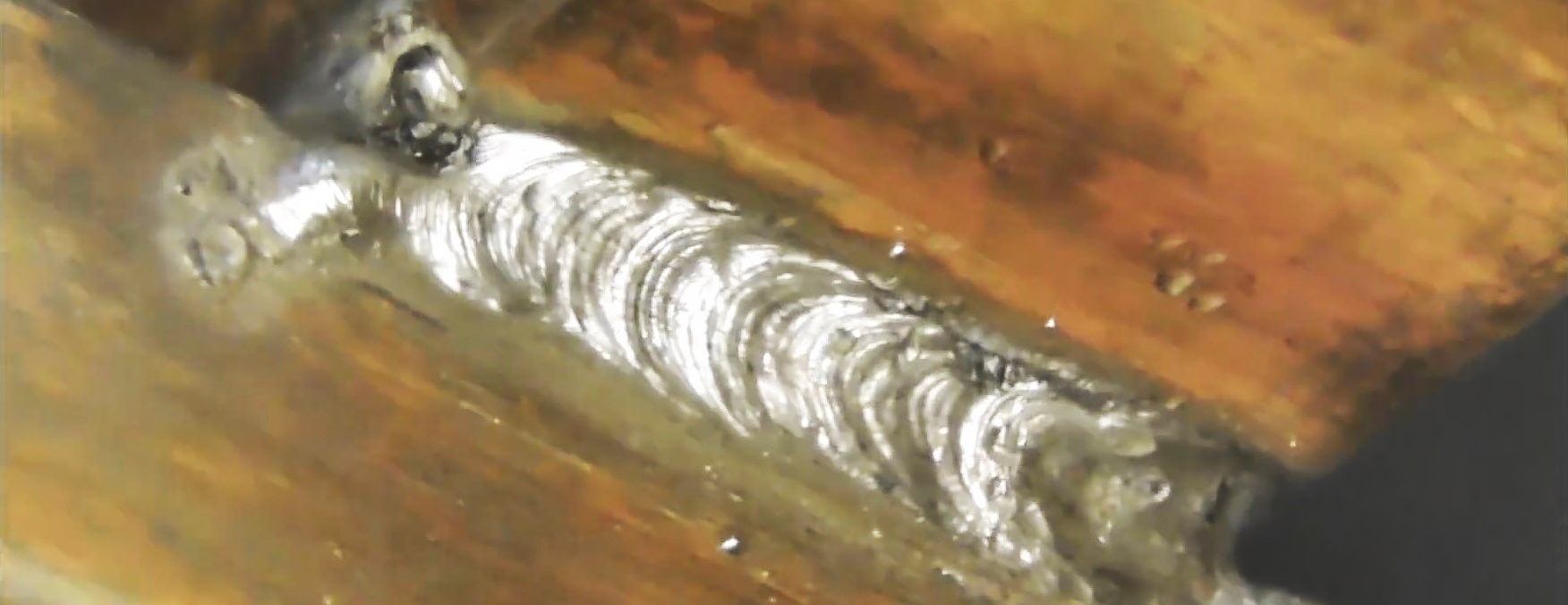
Zavarivanje cijevi sa stijenkom od 1,5 mm s odvajanjem
Za cijevi s tankim stijenkama također se koristi elektroda od 3 mm, ali je struja na aparatu za zavarivanje postavljena na 75A. Provedete li luk kroz takav metal, on će se pregrijati i izgorjeti. U tom slučaju također trebate započeti kuhanje s udaljene točke, držeći elektrodu na 45 stupnjeva. Nakon paljenja luka, on se povlači prema sebi 10 mm i odvaja se na sekundu.

Zatim se napravi dodir na mjestu pukotine i šav se povuče još 10 mm.Ovakvim prekidom moguće je spriječiti pregrijavanje metala i gorenje. Ova metoda će pomoći čak i na cijevima tanjih stijenki.














