Kako napraviti alat za označavanje glatkih zavoja profilnih cijevi
Za glatko savijanje profilnih cijevi na 90 stupnjeva potrebno je određeno iskustvo i zasebni izračuni za svaku veličinu. Ali svaka odrasla osoba može se nositi s ovim zadatkom ako ima poseban alat za označavanje koji se može prilagoditi bilo kojoj veličini. Nije ga teško napraviti, a od otpadnog materijala.

Trebat će
Materijali:- ostatak čeličnog lima;
- komad čelične trake;
- komadi pleksiglasa;
- vijak, podloška i opruga;
- boja u spreju.
Postupak izrade alata za označavanje glatkog zavoja profilnih cijevi od 90 stupnjeva
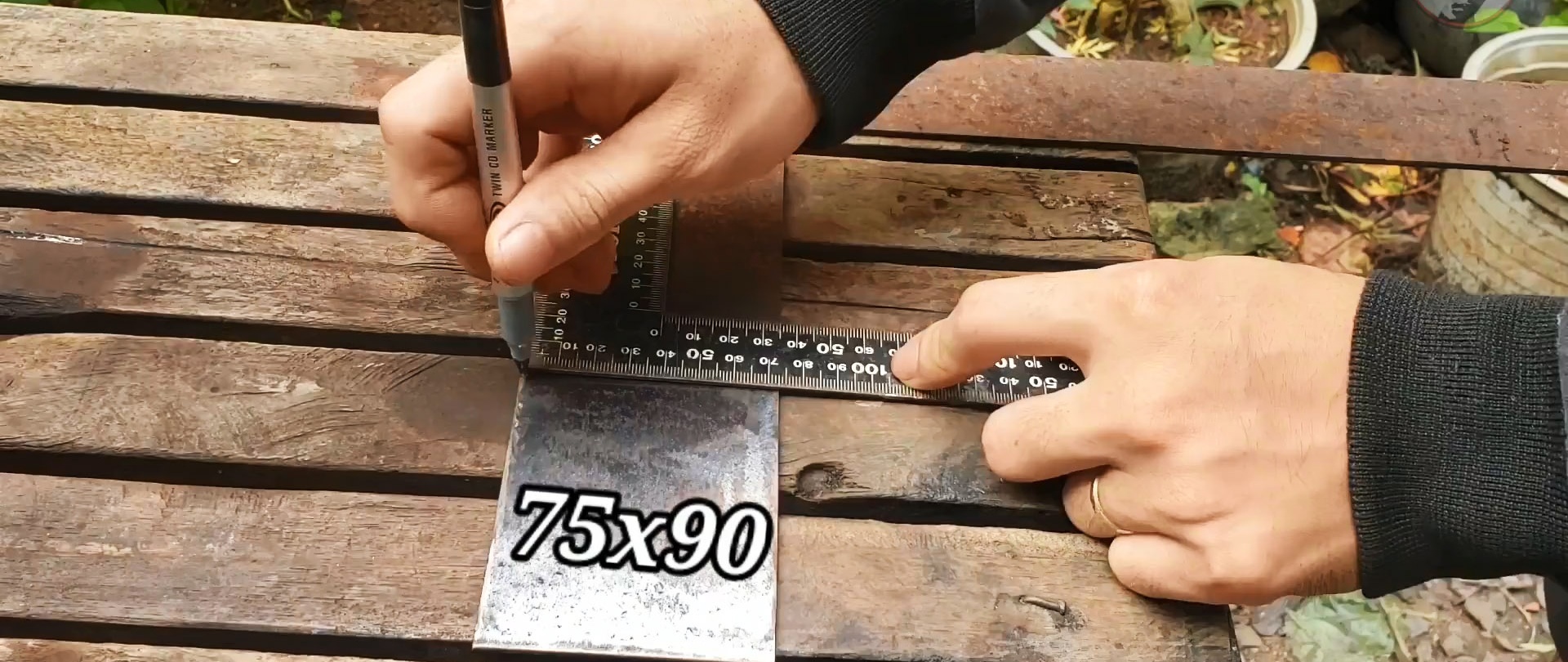
Profilna cijev je označena za glatko savijanje od 90 stupnjeva pomoću odgovarajućeg kruga s promjerima označenim pod pravim kutom. Metoda je jednostavna, ali neprecizna, a svaka veličina cijevi zahtijeva svoj krug. Napravit ćemo univerzalni uređaj, prikladan za različite veličine cijevi, jednostavan za korištenje i precizniji. Iz čeličnog lima debljine 3 mm izrežite pravokutnik 75 × 90 mm.
Od trake debljine 5 mm izrežemo komad 175×20 mm. Pomoću magnetske stezaljke zavarimo traku na rubu duž kratke stranice pravokutne ploče. Zavarene šavove brusimo brusilicom.

Na slobodnom kraju trake sa strane ploče izbušite slijepu rupu, izrežite navoj i zavrnite vijak.

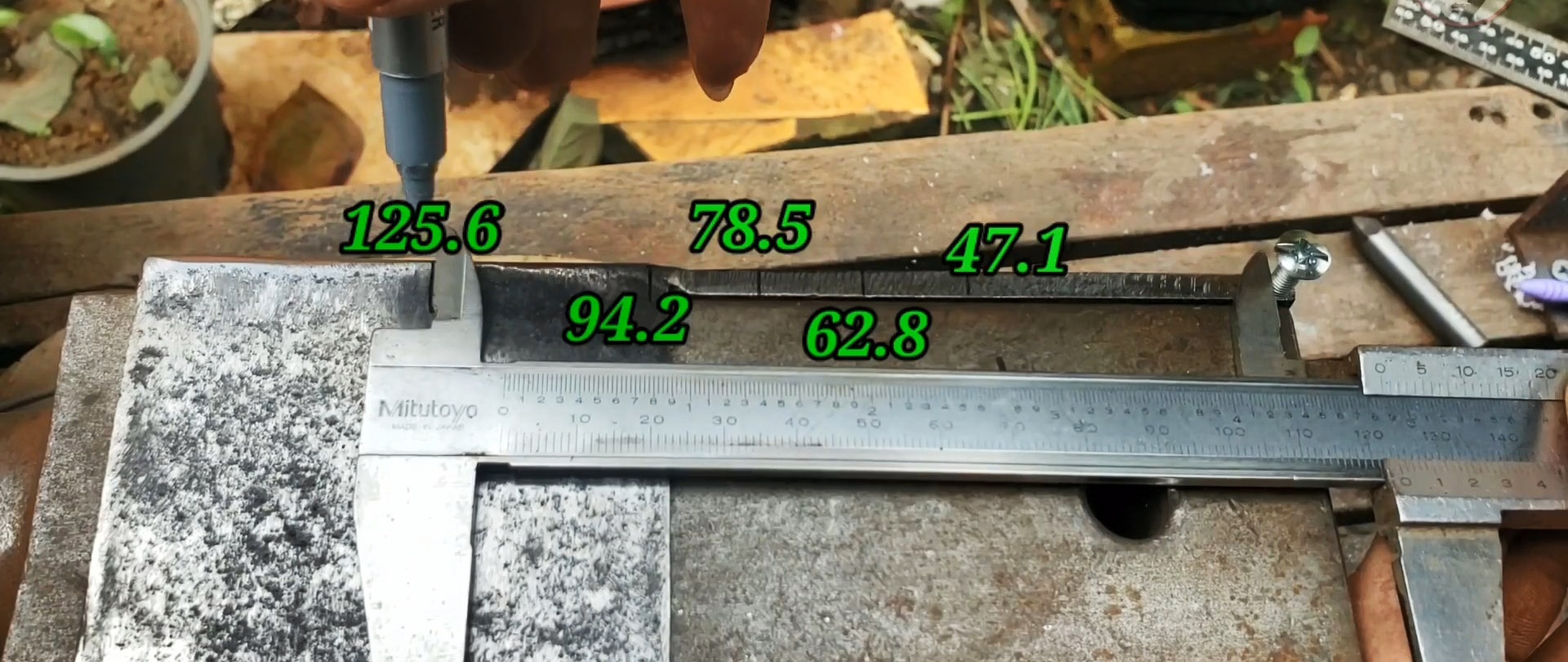
Na rubu trake od vijka do pravokutne ploče napravimo oznake na udaljenosti određenoj omjerom: π×R/2, gdje je π=3,14, R je standardna veličina profilne cijevi. Dakle, za kvadratnu cijev 30×30 mm to je 3,14×15=47,1 mm, 40×40 mm – 62,8 mm, 50×50 mm – 3,14×25=78,5 mm, 60×60 mm – 3,14×30= 94,2 mm, 40×80 mm – 3,14×40=125,6 mm itd.

Od dvije oznake najudaljenije od vijka povlačimo okomite crte duž površine ploče do njenog slobodnog ruba. Na krajevima najudaljenije linije uspoređujemo rupe, duž druge linije poravnavamo okomiti rub ploče.
Spajamo rupe u ploči s prorezom širine jednake promjeru rupa. Obrađujemo ga okruglom turpijom za uklanjanje neravnina i zaobljenje rubova.


Oznake na traci produbljujemo turpijom. Na ploči nacrtamo liniju paralelnu s utorom i okomito napravimo oznake na udaljenosti od trake R/2, gdje je R stranica profilne cijevi. Za cijev 30x30 mm to će biti jednako: 30/2=15 mm, 40x40 mm - 20 mm, 50x50 mm - 25 mm, 60x60 mm - 30 mm, 40x80 mm - 40 mm, itd. d. Izbušite rupe duž ovih oznake.


Od pleksiglasa smo izrezali ploču 95×15×5 mm.

Na njoj nacrtamo uzdužnu središnju liniju i od početne točke na kraju ploče šestarom njome označimo sjecišta polumjera 32, 42, 52, 62 i 82 mm.


Na tim točkama bušimo rupe, uključujući zajedničku točku. Ploču od pleksiglasa brusimo i zaokružujemo kutove brusnim papirom. Oznake i čestice s ploče uklanjamo otapalom.
Obojimo metal za označavanje bojom u spreju i nakon sušenja pričvrstimo ploču od pleksiglasa na navojni otvor na čeličnoj traci pomoću vijka s oprugom.

Korištenje alata
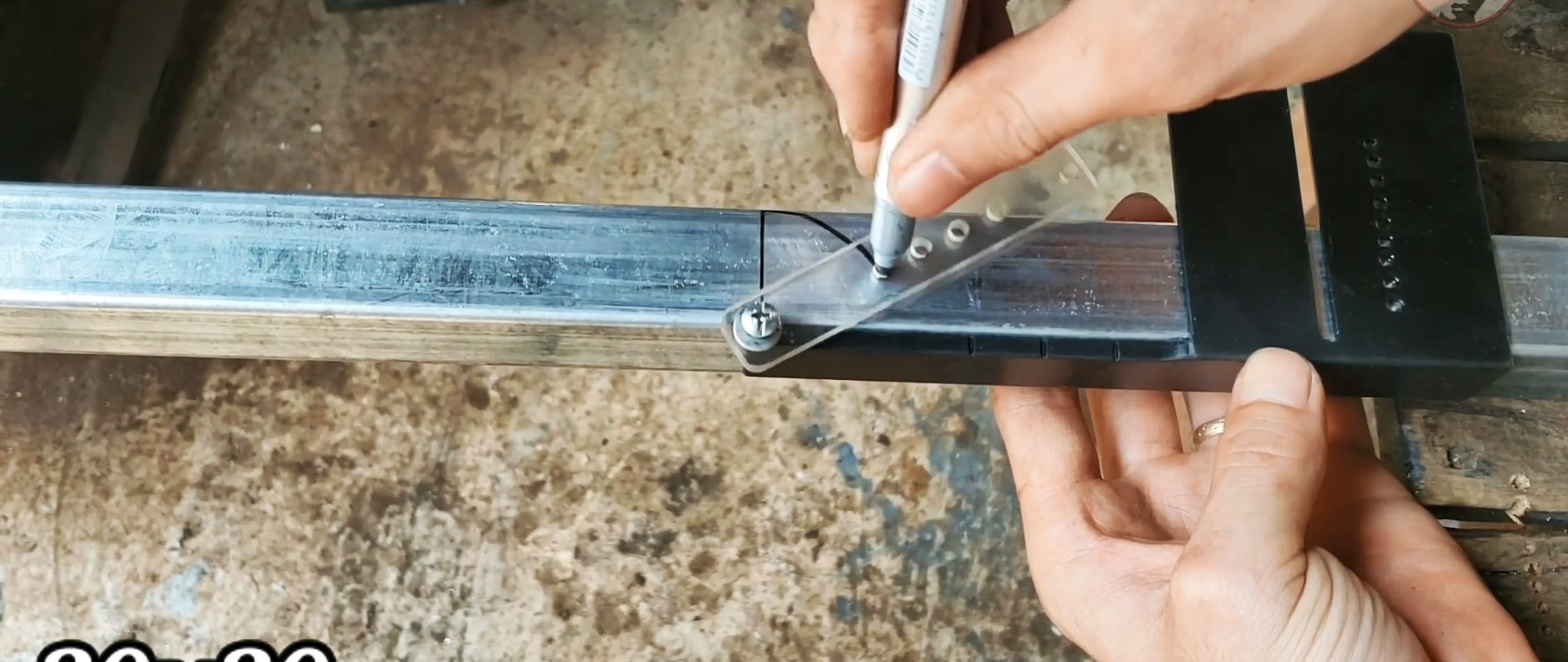
Alat je jednostavan za korištenje. Izmjerimo stranu profilne cijevi i nacrtamo poprečnu liniju na zavoju, na nju postavimo ploču od pleksiglasa, pomičući traku s oznakama duž susjedne strane profilne cijevi.

Umetnite marker u odgovarajuću rupu na ploči od pleksiglasa i nacrtajte kružni luk duž površine cijevi. Ovisno o standardnoj veličini cijevi, koristeći odgovarajuću oznaku na traci ili ploči, nacrtajte okomitu liniju duž površine cijevi.
Oznake prenosimo na druge strane i označavamo mjesta koja treba ukloniti. Nakon toga se cijev lako i glatko savija za 90 stupnjeva. Ostaje samo popraviti zavoj zavarivanjem.


Ako nakon označavanja izmjerimo udaljenost između krajnjih okomitih linija, tada će one biti jednake za cijevi 30x30 mm - 47,1 mm, 40x40 mm - 62,8 mm, 50x50 mm - 78,5 mm, 60x 60 mm - 94,2 mm i 40x80 mm – 125,6 mm.
Vrijednost R/2, koja je potrebna za označavanje, može se lako pronaći pritiskom trake s oznakama na stranu profilne cijevi i korištenjem markera kroz odgovarajući otvor na metalnoj pločici za nanošenje oznake na površinu cijev.


Gledaj video
Slične majstorske tečajeve












