4 učinkovita načina za zavarivanje metala debljine 1 mm od iskusnih zavarivača
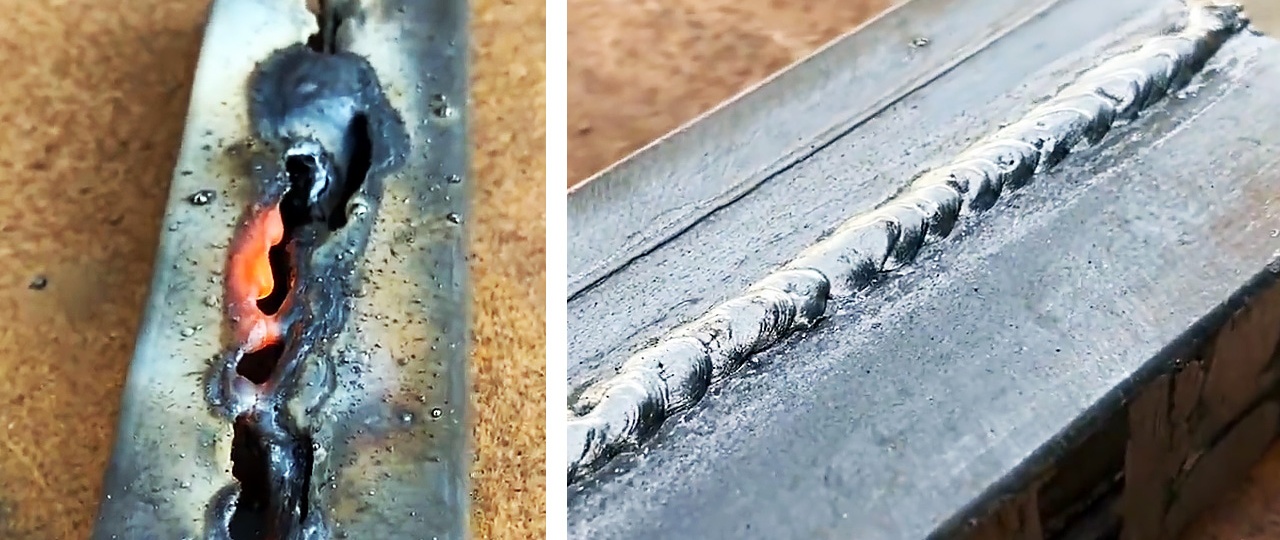
Kod zavarivanja tankog metala, tehnike koje se koriste za spajanje masivnih izradaka ne rade. Energija električnog luka jednostavno progori kroz tanki metal i umjesto zavara nastaju rupe. Ali ako znate tajne iskusnih zavarivača, tada će se čak i početnik moći nositi s zavarivanjem metala debljine 1 mm.
Trebat će
Materijali i alati:
- dijelovi profilnih cijevi s debljinom stijenke od 1 mm;
- oprema za zavarivanje;
- bugarski;
- metalna četka;
- čekić.
Elektrode za zavarivanje opće namjene na AliExpressu s popustom - http://alii.pub/606j2h
Postupci zavarivanja tankih metala korištenjem tajni iskusnih zavarivača
Kod rada s tankim metalom struja zavarivanja treba biti što niža, kao i promjer elektroda. To pomaže smanjiti duljinu luka i kontaktnu mrlju, omogućujući zavarivanje na nižim temperaturama. Međutim, to možda neće biti dovoljno za sprječavanje gorenja kroz tanki metal.
Iskusni zavarivači koriste još jednu priliku za visokokvalitetno zavarivanje metala debljine 1 mm - putanju kraja elektrode tijekom procesa zavarivanja, što omogućuje značajno smanjenje temperature u radnom području.
Sve metode zavarivanja tankog metala uključuju pripremne radove: rubovi obratka koji se zavaruju moraju biti pažljivo pripremljeni - hrđa, masnoća i sve druge naslage moraju biti uklonjene pomoću brusilice, metalne četke itd. Rubovi se pomiču što je više moguće . Sve to će olakšati proces zavarivanja.
Metoda 1

Nakon paljenja luka, potrebno je izvršiti recipročne pokrete s krajem elektrode duž spoja koji se zavaruje. Štoviše, pokreti bi trebali biti brzi, ali ne i naporni, s određenim usporavanjem nakon kontakta s krajem već formiranog zavara.

Kao rezultat toga, spojevi koji još nisu spojeni bit će pripremljeni za proces zavarivanja, a dio energije luka će se prenijeti na već formirani zavareni šav, koji će zaštititi tanki metal koji se zavaruje od pregorevanja.

Metoda 2
Potrebno je pomicati kraj elektrode u malim skokovima u smjeru spoja koji se zavaruje. U ovom slučaju, "skok" bi trebao biti nizak kako ne bi ugasio luk. Ovo kretanje elektrode omogućuje povremeno smanjenje temperature procesa zavarivanja i zaštitu tankog metala od izgaranja.

Metoda 3
Kontinuirano kretanje elektrode duž spoja koji se zavaruje najvećom mogućom brzinom bez promjene duljine luka. U ovom slučaju, brzo kretanje elektrode ne dopušta pregrijavanje tankog metala, što štiti metal od izgaranja. Brzina kretanja elektrode duž spoja ograničena je samo sprječavanjem prodiranja metala.

Metoda 4

Kružna rotacija elektrode s kretanjem duž zavarenog šava. U tom slučaju se zahvaća veća širina zavarivanja i energija luka se raspoređuje na veću površinu, što smanjuje pregrijavanje tankog metala i štiti ga od opeklina.

Elektrode za zavarivanje opće namjene na AliExpressu s popustom - http://alii.pub/606j2h
Gledaj video

Slične majstorske tečajeve












