A legegyszerűbb eszterga fúróból
Jó napot mindenkinek! Úgy döntöttem, hogy valahogy fából készítek fogantyúkat a szerszámaimhoz - reszelők, vésők, vésők. Elkezdtem kitalálni, hogyan készítsem el őket. A gyalulás egyszerűen túl unalmas, és csúnya is lesz. Ez egy faeszterga lenne! És akkor eszembe jutott. Miért ne? A fő ötlet rögtön jött, a részletek később. Meg akarom mutatni, mi történt ennek eredményeként, és elmondom, hogyan csináltam.

Tehát a gép elkészítéséhez a következő anyagokra volt szükségem:
A szerszámok közül elektromos fúrót, bilincseket, kb 10 mm átmérőjű koronát vagy vágót, vékony fúrókat használtam az önmetsző csavarok furatainak fúrásához. Szüksége lesz egy kis csiszológépre is.

A munkát a gépváz elkészítésével kezdjük. Ehhez többrétegű rétegelt lemezből 60 centiméter hosszú és 11-12 cm széles táblát vágok, a méretekkel kapcsolatban azonnal lefoglalom. Itt variációk lehetségesek. De nem szabad túl hosszúra tenni a keretet, mivel a gép meglehetősen könnyű lesz, és a hosszú részekkel nem lesz könnyű dolgozni.

Fontos pont a rétegelt lemez keret szélességének és a blokk méreteinek aránya. Jó lesz, ha a rétegelt lemez szélessége három rúd befogadására képes a keresztmetszet kisebbik oldalával (később megérti, miért van ez így). Tehát, ha a blokk, mint az enyém, 35x50 mm, akkor a keret szélessége körülbelül 11 cm legyen, vagy kicsit több. Ha 40x60 mm-es blokkot vesz, akkor a keret 12 cm széles.

Tehát kifűrészeltem a keret talpát 11 cm szélességben és 60 cm hosszúságban.Ezután lefűrészeltem egy tömböt az alap hosszában, azaz szintén 60 cm-ben. A második blokkot a hosszában levágtam. fúrótestet úgy, hogy az ne érje el a tokmányt, és ne akadályozza meg a fúrótokmány elfordulását.


Faragasztóval a rudakat a kisebb keresztmetszetű oldalukkal összekötöm úgy, hogy a végük egy vonalba kerüljön. A ragasztandó részeket bilincsekkel leszorítom és hagyom a ragasztót megkeményedni. Az elektromos hajtásunk erre a keretrészre lesz rögzítve, így a fúrót egy rövid tömbre helyezve kijelölöm a bilincs furatának helyét. Fúrok egy lyukat, amibe a meglévő bilincs belefér. Az én esetemben az átmérő körülbelül 10 mm.


Ezután megjelölök egy rétegelt lemezt, hogy a szélessége közepén két ragasztott rúdból álló szerkezetet helyezzenek el - hosszú és rövid. A tábla középső vonala mentén 7-8 lyukat fúrok az önmetsző csavarokhoz egyenletesen a teljes hosszon.

Miután a ragasztott rudakat bilincsekkel a rétegelt lemez alapra rögzítettem, a tömb fúrásával mélyítem a lyukakat. Most becsavarom a csavarokat és meghúzom. A gépváz készen áll.

Ezt követően folytatjuk a gép szárának és a vágó mozgatható ütközőjének gyártását. A fejtartó tartja a forgó részt a meghajtóval ellentétes oldalon. A keret mentén kell mozognia, és a kívánt pozícióban kell rögzítenie a befogott rész hosszától függően. A vágóütközőnek is szabadon kell mozognia a munkadarab mentén. Elkészítésükhöz ugyanabból a rétegelt lemezből és fából készült törmeléket használtam.



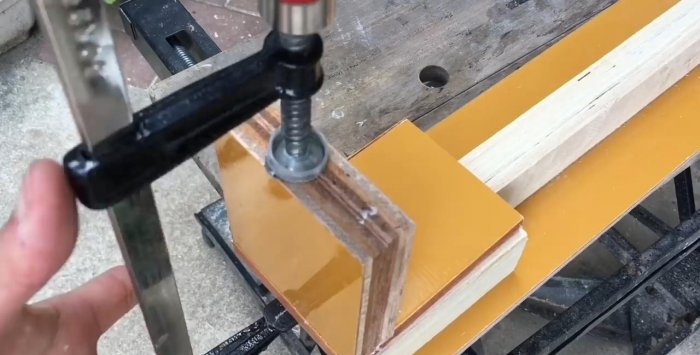
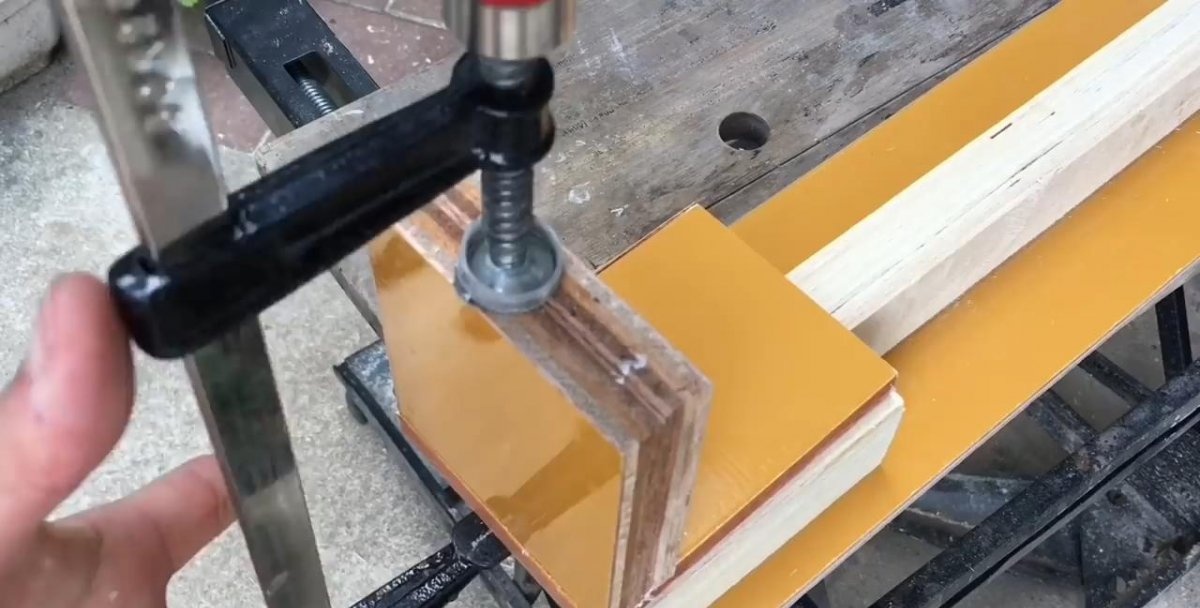
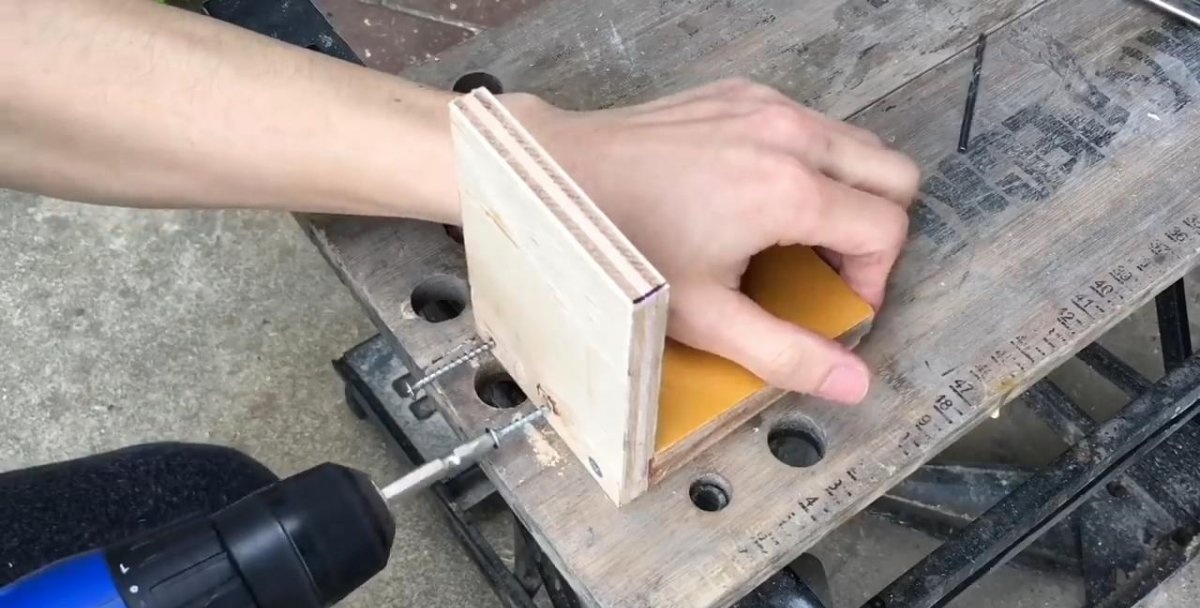
A farok mozgatható alapja egy U alakú szerkezet, amely két rúdból és egy rétegelt lemez téglalapból áll. A fejrész rétegelt lemez alapjának felületére önmetsző csavarok segítségével dupla vastagságú rétegelt lemez négyzetet rögzítünk, amelyet két négyzet alakú rétegelt lemez ragasztásával kapunk. Ebben a négyzetben egy központosító csavar lesz rögzítve a munkadarab rögzítéséhez. Egy rétegelt lemez téglalapot rögzítettem csavarokkal és ragasztóval a rudakhoz. Az eredmény egy olyan szerkezet legyen, amely szabadon mozog a keret vezetőlemeze mentén.



Térjünk át az elektromos hajtás oldalára. Az elektromos fúrót egy csavarbilincs segítségével rögzítjük a keretblokkon. A munkadarab rögzítéséhez menetes rúdra és anyákra van szükség, normál és bútorhajtású. A csapot a fúrótokmányban tartva jelölje be a kívánt hosszúságot (4-5 cm), és vágja le.



A hajtű végét csiszolópapírral és fúróval együtt élezzük meg, a hajtű egy darabját a tokmányba szorítva.A csap végének nagyon élesnek kell lennie, mert bele kell illeszkednie a fadarabba, középre igazítva azt. Ezután a bútoranyát úgy módosítjuk, hogy a hegyes bilincseit fogóval 180 fokkal elforgatjuk. Ezt az alkatrészt fogják használni az alkatrész rögzítésére és a nyomaték átvitelére az elektromos fúróról.






A szerkezetet úgy szereljük össze, hogy az anyákat rácsavarjuk a csapra. A csap éles végének kissé messzebbre (1-2 mm) kell kinyúlnia, mint a bútoranya éles rögzítői. Ez megkönnyíti az alkatrész központosítását. A hátoldalon a bútoranyát egy normál anyával rögzítik. A csap szabad végét befogjuk a fúrótokmányba. Ha szükséges, állítsa be a fúró helyzetét, hogy párhuzamos legyen a csap és a keretblokk között.
Most el kell mozgatnia a hátsó szárat a meghajtócsaphoz, hogy meghatározza, hová kell rögzíteni a második központosító csavart. A ragasztott rétegelt lemez négyzetet a hegyes csapra mozgatjuk, egy kis kalapáccsal enyhe ütést végzünk a hátoldalára, és az éles csapról megkapjuk a kívánt jelet.




Akkora lyukat fúrunk, hogy a második bútoranya hüvelye beleférjen. Nem módosítjuk, hanem normál üzemmódban használjuk, a perselyt a lyukba helyezzük, és kalapáccsal beütjük a rögzítőelemeket. Ha szükséges, húzza meg az anyát egy satuban. A második csapot megélezzük, becsavarjuk a farokszáron lévő bútoranyába, és rendes anyákkal rögzítjük. Miután a fejtartót a hajtásra mozgattuk, ellenőrizzük és szükség esetén korrigáljuk a csapok beállítását.
A farokszárhoz hasonlóan a vágó ütközőjének alapját szereljük össze. A különbség az, hogy az ütköző rétegelt lemezes polca az egyik oldalról kilóg. Önmetsző csavarokkal csavarozunk ide egy blokkot, amelyen a vágó felfekszik.



Szinte minden. Továbbra is meg kell oldani a farokrész és a vágó ütköző rögzítésének problémáját.Ehhez a megmaradt két bútoranyát és csavart használjuk. Lyukakat fúrunk nekik a fejtartó oldalrúdjaiba, és megállunk. Bútoranyákat kalapálunk oda.



Most ennyi. A csavarok becsavarásával ezekbe az anyákba rögzíthetjük a fejszárat és a kívánt helyzetben megállhatunk, rányomva őket a vezetőlemezre. A vezetőlemez viaszkeverékkel kezelhető a rajta mozgó alkatrészek jobb csúszása érdekében.
Középre állítjuk, befogjuk a munkadarabot, bekapcsoljuk az elektromos fúrót és elkezdjük az alkatrész feldolgozását.





Ha a munkadarab nincs elég biztonságosan rögzítve, letörhet, és megsérülhet a dolgozó vagy a közelben valaki. Az alkatrész rögzítését nagyon óvatosan kell elvégezni. Munkaruhában kell dolgoznia védőfelszereléssel - védőszemüveggel, vagy ami még jobb, átlátszó műanyag pajzsgal, amely az egész arcot eltakarja.

Az általam használt anyagok és eszközök
Tehát a gép elkészítéséhez a következő anyagokra volt szükségem:
- többrétegű rétegelt lemezből készült tábla, körülbelül 10 mm vastag;
- téglalap keresztmetszetű, 35x50 mm vagy 40x60 mm-es, körülbelül 1 méter hosszú fahasáb;
- bútor hajtott anya – 4 darab (a menet mérete megegyezik a csapok méretével);
- két M6 - M10 menetes rúd, valamint három rendes anya és két csavar;
- csavaros bilincs, hossza elegendő legyen egy kézi elektromos fúró margóval történő rögzítéséhez;
- faragasztó, önmetsző csavarok.
A szerszámok közül elektromos fúrót, bilincseket, kb 10 mm átmérőjű koronát vagy vágót, vékony fúrókat használtam az önmetsző csavarok furatainak fúrásához. Szüksége lesz egy kis csiszológépre is.

Eszterga készítése kézi elektromos fúrógépből
A munkát a gépváz elkészítésével kezdjük. Ehhez többrétegű rétegelt lemezből 60 centiméter hosszú és 11-12 cm széles táblát vágok, a méretekkel kapcsolatban azonnal lefoglalom. Itt variációk lehetségesek. De nem szabad túl hosszúra tenni a keretet, mivel a gép meglehetősen könnyű lesz, és a hosszú részekkel nem lesz könnyű dolgozni.

Fontos pont a rétegelt lemez keret szélességének és a blokk méreteinek aránya. Jó lesz, ha a rétegelt lemez szélessége három rúd befogadására képes a keresztmetszet kisebbik oldalával (később megérti, miért van ez így). Tehát, ha a blokk, mint az enyém, 35x50 mm, akkor a keret szélessége körülbelül 11 cm legyen, vagy kicsit több. Ha 40x60 mm-es blokkot vesz, akkor a keret 12 cm széles.

Tehát kifűrészeltem a keret talpát 11 cm szélességben és 60 cm hosszúságban.Ezután lefűrészeltem egy tömböt az alap hosszában, azaz szintén 60 cm-ben. A második blokkot a hosszában levágtam. fúrótestet úgy, hogy az ne érje el a tokmányt, és ne akadályozza meg a fúrótokmány elfordulását.


Faragasztóval a rudakat a kisebb keresztmetszetű oldalukkal összekötöm úgy, hogy a végük egy vonalba kerüljön. A ragasztandó részeket bilincsekkel leszorítom és hagyom a ragasztót megkeményedni. Az elektromos hajtásunk erre a keretrészre lesz rögzítve, így a fúrót egy rövid tömbre helyezve kijelölöm a bilincs furatának helyét. Fúrok egy lyukat, amibe a meglévő bilincs belefér. Az én esetemben az átmérő körülbelül 10 mm.


Ezután megjelölök egy rétegelt lemezt, hogy a szélessége közepén két ragasztott rúdból álló szerkezetet helyezzenek el - hosszú és rövid. A tábla középső vonala mentén 7-8 lyukat fúrok az önmetsző csavarokhoz egyenletesen a teljes hosszon.

Miután a ragasztott rudakat bilincsekkel a rétegelt lemez alapra rögzítettem, a tömb fúrásával mélyítem a lyukakat. Most becsavarom a csavarokat és meghúzom. A gépváz készen áll.

Ezt követően folytatjuk a gép szárának és a vágó mozgatható ütközőjének gyártását. A fejtartó tartja a forgó részt a meghajtóval ellentétes oldalon. A keret mentén kell mozognia, és a kívánt pozícióban kell rögzítenie a befogott rész hosszától függően. A vágóütközőnek is szabadon kell mozognia a munkadarab mentén. Elkészítésükhöz ugyanabból a rétegelt lemezből és fából készült törmeléket használtam.



A farok mozgatható alapja egy U alakú szerkezet, amely két rúdból és egy rétegelt lemez téglalapból áll. A fejrész rétegelt lemez alapjának felületére önmetsző csavarok segítségével dupla vastagságú rétegelt lemez négyzetet rögzítünk, amelyet két négyzet alakú rétegelt lemez ragasztásával kapunk. Ebben a négyzetben egy központosító csavar lesz rögzítve a munkadarab rögzítéséhez. Egy rétegelt lemez téglalapot rögzítettem csavarokkal és ragasztóval a rudakhoz. Az eredmény egy olyan szerkezet legyen, amely szabadon mozog a keret vezetőlemeze mentén.


Térjünk át az elektromos hajtás oldalára. Az elektromos fúrót egy csavarbilincs segítségével rögzítjük a keretblokkon. A munkadarab rögzítéséhez menetes rúdra és anyákra van szükség, normál és bútorhajtású. A csapot a fúrótokmányban tartva jelölje be a kívánt hosszúságot (4-5 cm), és vágja le.



A hajtű végét csiszolópapírral és fúróval együtt élezzük meg, a hajtű egy darabját a tokmányba szorítva.A csap végének nagyon élesnek kell lennie, mert bele kell illeszkednie a fadarabba, középre igazítva azt. Ezután a bútoranyát úgy módosítjuk, hogy a hegyes bilincseit fogóval 180 fokkal elforgatjuk. Ezt az alkatrészt fogják használni az alkatrész rögzítésére és a nyomaték átvitelére az elektromos fúróról.






A szerkezetet úgy szereljük össze, hogy az anyákat rácsavarjuk a csapra. A csap éles végének kissé messzebbre (1-2 mm) kell kinyúlnia, mint a bútoranya éles rögzítői. Ez megkönnyíti az alkatrész központosítását. A hátoldalon a bútoranyát egy normál anyával rögzítik. A csap szabad végét befogjuk a fúrótokmányba. Ha szükséges, állítsa be a fúró helyzetét, hogy párhuzamos legyen a csap és a keretblokk között.
Most el kell mozgatnia a hátsó szárat a meghajtócsaphoz, hogy meghatározza, hová kell rögzíteni a második központosító csavart. A ragasztott rétegelt lemez négyzetet a hegyes csapra mozgatjuk, egy kis kalapáccsal enyhe ütést végzünk a hátoldalára, és az éles csapról megkapjuk a kívánt jelet.




Akkora lyukat fúrunk, hogy a második bútoranya hüvelye beleférjen. Nem módosítjuk, hanem normál üzemmódban használjuk, a perselyt a lyukba helyezzük, és kalapáccsal beütjük a rögzítőelemeket. Ha szükséges, húzza meg az anyát egy satuban. A második csapot megélezzük, becsavarjuk a farokszáron lévő bútoranyába, és rendes anyákkal rögzítjük. Miután a fejtartót a hajtásra mozgattuk, ellenőrizzük és szükség esetén korrigáljuk a csapok beállítását.
A farokszárhoz hasonlóan a vágó ütközőjének alapját szereljük össze. A különbség az, hogy az ütköző rétegelt lemezes polca az egyik oldalról kilóg. Önmetsző csavarokkal csavarozunk ide egy blokkot, amelyen a vágó felfekszik.



Szinte minden. Továbbra is meg kell oldani a farokrész és a vágó ütköző rögzítésének problémáját.Ehhez a megmaradt két bútoranyát és csavart használjuk. Lyukakat fúrunk nekik a fejtartó oldalrúdjaiba, és megállunk. Bútoranyákat kalapálunk oda.



Most ennyi. A csavarok becsavarásával ezekbe az anyákba rögzíthetjük a fejszárat és a kívánt helyzetben megállhatunk, rányomva őket a vezetőlemezre. A vezetőlemez viaszkeverékkel kezelhető a rajta mozgó alkatrészek jobb csúszása érdekében.
Középre állítjuk, befogjuk a munkadarabot, bekapcsoljuk az elektromos fúrót és elkezdjük az alkatrész feldolgozását.





Következtetés
Ha a munkadarab nincs elég biztonságosan rögzítve, letörhet, és megsérülhet a dolgozó vagy a közelben valaki. Az alkatrész rögzítését nagyon óvatosan kell elvégezni. Munkaruhában kell dolgoznia védőfelszereléssel - védőszemüveggel, vagy ami még jobb, átlátszó műanyag pajzsgal, amely az egész arcot eltakarja.
Nézze meg az egyszerű eszterga összeszereléséhez szükséges részletes videó utasításokat
Hasonló mesterkurzusok






Különösen érdekes





Megjegyzések (2)
