Műanyag alkatrészek öntése otthon. Egyszerű, mint a pite
A modern anyagok felhasználásával készült öntvénytermékek gyártása meglehetősen hozzáférhetővé, meglehetősen egyszerűvé és alacsony költségűvé vált. Fontolja meg a poliuretán öntéshez és szilikon használatának lehetőségét a forma létrehozásához.
Szükség lesz
Munkánkhoz meglehetősen hozzáférhető és olcsó anyagokat és termékeket használunk:
- "ELASTOLUX-M" szilikon öntőformák készítéséhez;
- "ELASTOFORM" szilikon az aljzat gyártásához;
- kerozin vagy vazelin alapú szeparátor;
- hajlítás 1 kg össztömegű formához;
- öntő poliuretán "UNIKAT 9" (alap, A rész);
- keményítő (B rész);
- precíziós mérlegek;
- műanyag üveg.
Poliuretán termékek szilikon formákba öntésének technológiája
Először is ki kell nyomtatnia egy mestermodellt kapurendszerrel egy 3D nyomtatón. Vagy vegyél egy kész alkatrészt, amit meg kell ismételni, ragassz fogpiszkálót a sprues szerepébe. Egy újrafelhasználható szilikon forma elkészítéséhez lesz szükség rá.

Ehhez szilikont használunk, amely rendkívül rugalmas és kellően tartós.10-15 mm vastagságú alapfelülethez olcsóbb, kétkomponensű ELASTOFORM típusú szilikon alkalmas.
Szilikon forma.

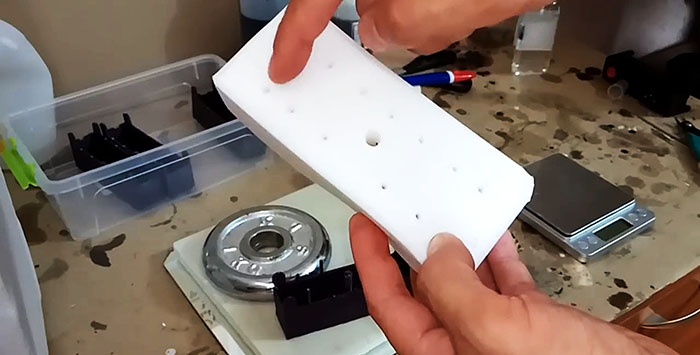
Hogyan működik az öntési folyamat?
A szilikon formát az aljzatra helyezzük. Ha ismételten használják, akkor rendszeresen kenje meg petróleum vagy vazelin alapú elválasztóval.
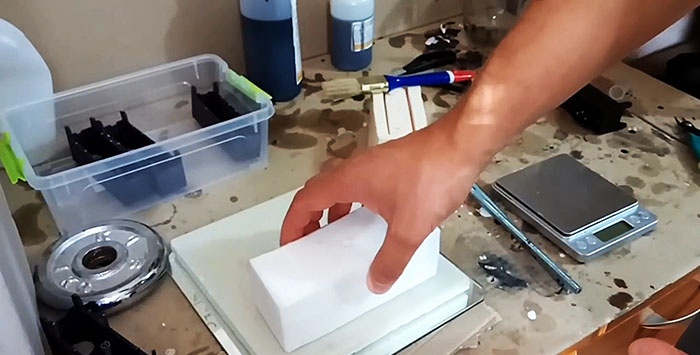
Legfeljebb egy kilogramm súlyú szórt teherrel (nyomással) rányomjuk a szilikonformát. Az öntőanyag pontos és gyors kiöntése érdekében papírtölcsért használunk. Ezt követően feltételezhetjük, hogy a forma előkészítve az öntéshez.

A töltéshez a legolcsóbb „UNIKAT 9” öntvénypoliuretánt (A rész) és keményítőt (B alkatrész) vesszük, amit 1:0,6 arányban keverünk össze.
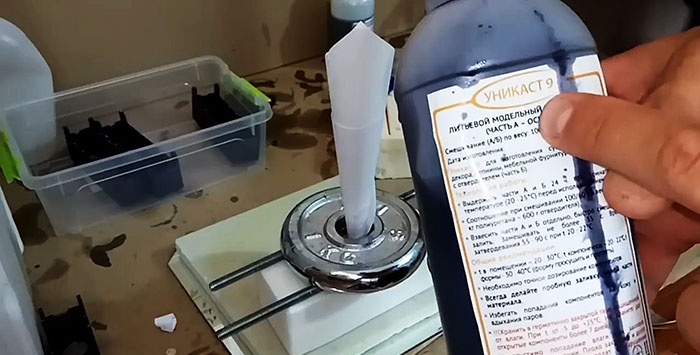

A kiváló minőségű keveréshez precíziós mérlegre és műanyag pohárra van szüksége. A külön megvásárolható alaphoz bármilyen színű festéket hozzáadhat. 1 kg poliuretánhoz 90-100 csepp festékre van szüksége.


Öntsön 22 gramm folyékony poliuretánt és 13,2 gramm keményítőt egy pohárba egy mérlegen, és keverje alaposan 30 másodpercig, de nem tovább, mert már kezd megkeményedni. Keverés közben érezni fogjuk, hogy az üveg felmelegszik, ami azt jelenti, hogy a polimerizációs folyamat elkezdődött. A keverék öntésre kész.
Megszakítás nélkül öntjük a keveréket, amíg a folyékony poliuretán ki nem jön a csapból. Az elsődleges keményedés körülbelül két percet vesz igénybe, a teljes keményedés 10-15 percet vesz igénybe, de jobb, ha a tölteléket 20-30 percig a formában tartjuk.

Fél óra múlva elkezdjük eltávolítani a poliuretán öntvényt a szilikon formából.


Először letörjük a papírtölcsért, amiben megfagyott a felesleges poliuretán, majd a csövekből kiálló felesleget a „lábakkal” együtt. Így könnyebben tudjuk eltávolítani az öntött terméket a formából.
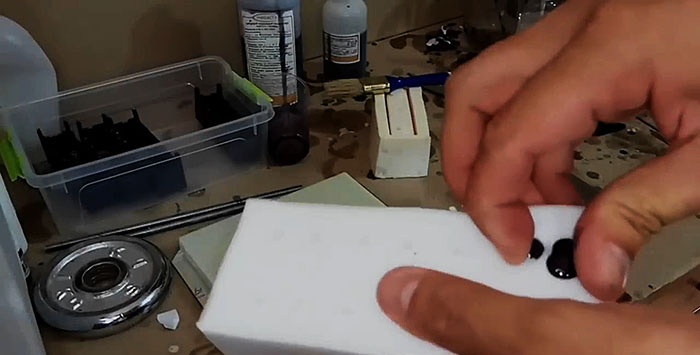
Ezenkívül a szilikon forma rendkívül rugalmas, ami megkönnyíti az öntvény eltávolítását is, minden nehézség nélkül.


Már csak a lyukak enyhe megmunkálása, a csövek letörése vagy levágása marad, és a lyukakat fúróval kifúrni. Ezt követően az öntött termék gyakorlatilag nem különbözik a mesterformától.
Az öntési módszer és a 3D nyomtatás összehasonlítása
Az öntés a 3D nyomtatáshoz képest gyors folyamat. Egy ilyen doboz 3D nyomtatón történő kinyomtatása 4,0-4,5 órát vesz igénybe. Ebben az esetben a 3D modell gyakran hibásnak bizonyul, és mindent elölről kell kezdeni. Az öntési folyamat maximum 30 percet vesz igénybe. A következő pont az olcsóság. Az öntés több mint háromszor olcsóbb, mint a 3D nyomtatás.












