Hogyan készítsünk satut saját kezűleg
A gép vagy a fúró satu nélkülözhetetlen a kis alkatrészek megmunkálásához bármely műhelyben vagy garázsban. Ebben a mesterkurzusban elmondom, hogyan készítettem saját kezemmel egy satut egy fúrógéphez. Tekintettel arra, hogy gyakran kell különböző vastagságú alkatrészeket befogni, egy kis „trükköt” adtam a tervezéshez, hogy gyorsan változtassuk a bilincs szélességét, de először is.

Három 50x50x120 mm-es rudat vágunk, és kettőn jelöljük meg a középpontokat, két átlót rajzolva a munkadarab ellentétes sarkaiból.

Az első blokkon a megjelölt középpont mentén 10 mm-es szekvenciális átmenőlyukat készítünk, majd koaxiálisan 16 mm átmérővel 8 mm mélységig.

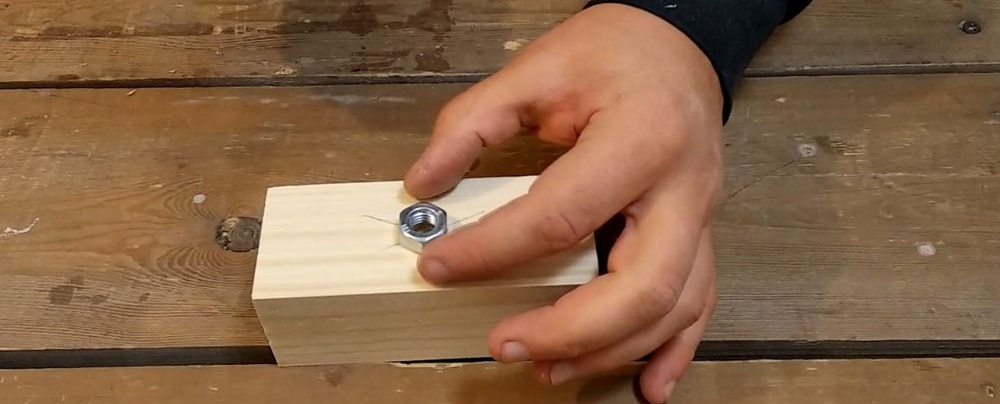
Aztán megnézzük az M10-es anyát.
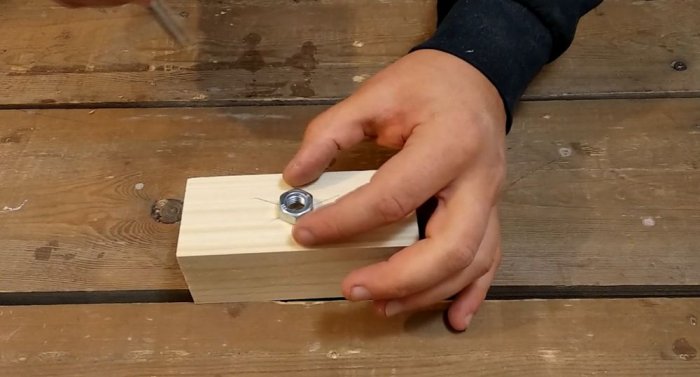
Az anya kontúrja mentén pedig ceruzával, vagy ahogy én tettem, vésővel jelöljük meg az anya pultját.

Vésővel dolgozva hatszögletű lyukat készítünk a blokkba olyan mélységig, amely megegyezik a második furat mélységével 16 mm-rel.

Az anyát a kapott lyukba egy szorítóval nyomjuk be, bár kalapáccsal egyszerűen beüthetjük.


Fogjuk a második blokkot, és a jelöléseknek megfelelően Forstner fúróval 24 mm-es furatot készítünk 2 mm mélységig, majd koaxiálisan készítünk egy második 12 mm-es és 6 mm mélységű furatot.

A 24 mm-es furat kerülete mentén egyenletesen, 120 fok után további három 3 mm átmérőjű lyukat fúrunk az önmetsző csavarokhoz.

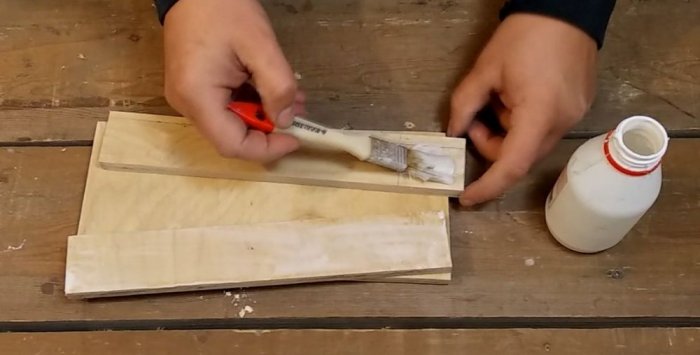
Ezután 12 mm vastag rétegelt lemezből szereljük össze a satu alapját - 120x270 mm-es és két 45x270 mm-es darabokra lesz szükségünk. A csatlakoztatandó részeket előzőleg felragasztva önmetsző csavarokkal rögzítjük 19 mm-es fa hosszában (előfúrunk lyukakat az önmetsző csavarokhoz letöréssel a rögzítőelem süllyesztett fejéhez).

Hasonlóan rögzítjük a satu állópofáját és a nyomórészt.


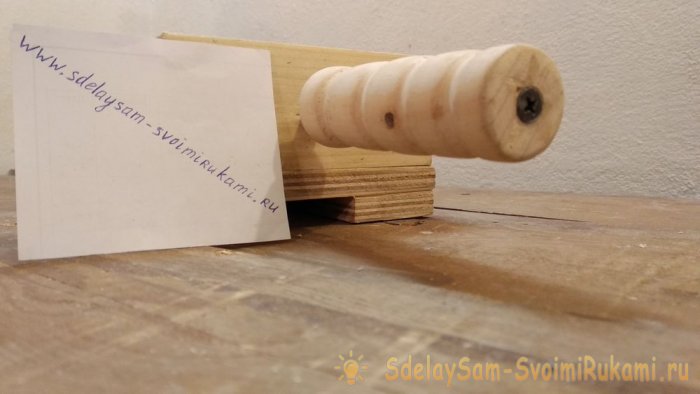
A satu álló része készen áll.

A megnagyobbított 8 alátéten két vágást végzünk, hornyot képezve a furat szélessége mentén.


Egy 250 mm hosszú M10-es csapon a szélétől 6 mm-t hátralépve 8 mm átmérőjű hornyot készítünk kb. 3 mm szélességgel.


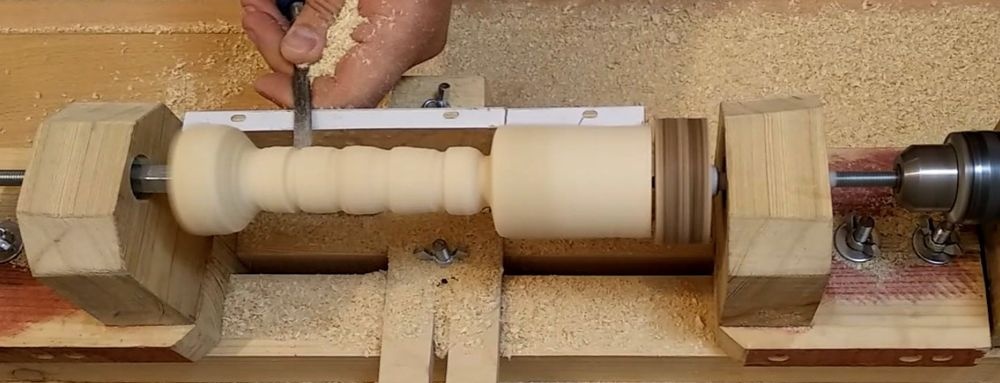
Esztergagépen egy fogantyút forgatunk. Eszterga hiányában megtervezheti a nyelet, vagy lefűrészelheti a nyélből egy darabot gereblyének vagy lapátnak (a vasboltokban készen árulják).

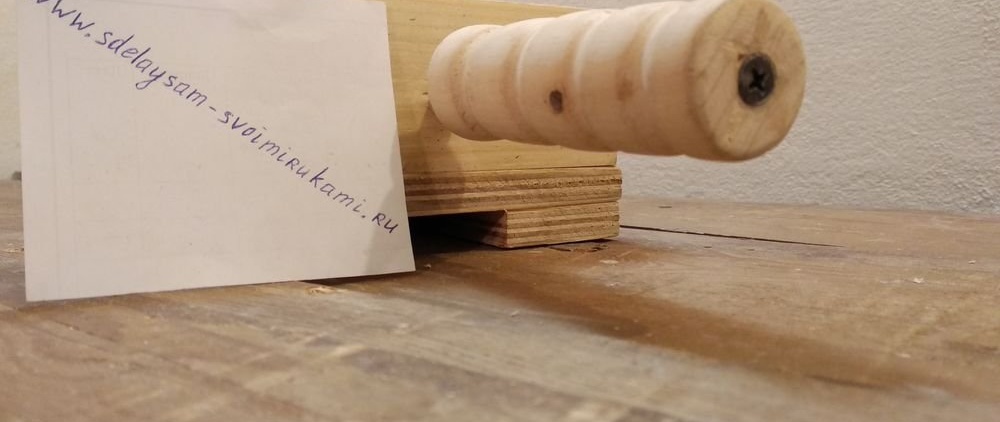
A fogantyú végein két lyukat készítünk - az egyik végén 10 mm átmérőjű és 60 mm mélységű.

A másik oldalon pedig 3 mm átmérőjű önmetsző csavarhoz.

A csapot epoxira állítottuk.

A másik oldalon lévő önmetsző csavar hasonló.

Fogantyús mozgatható szivacs összeállítása.
A 12-es furat aljára helyezzük el a 6-os alátétet a goto-hoz, hogy becsavarva a csap a fémnek feküdjön, és ne a fának.

Csavarjuk be a csapot és szereljük fel az alátétet 8-ra, rögzítjük a mozgatható pofához önmetsző csavarokkal.

A gép satu készen áll.

A gyártási és összeszerelési folyamatot részletesebben megtekintheti a videóban:
Miért van szükség önmetsző csavarra a fogantyúba?
A videóból ezt is megtudhatod!

A szükséges anyagokból:
- - fa 50x50 mm;
- - 12 mm vastag rétegelt lemez;
- - M10 csap és M10 anya;
- - megerősített alátét 8;
- - alátét 6;
- - három facsavar széles fejjel;
- - önmetsző csavar fához 25 mm;
- - faragasztó (én PVA-t használtam).
Lépésről lépésre mesterkurzus a fúrósatu készítéséről
Három 50x50x120 mm-es rudat vágunk, és kettőn jelöljük meg a középpontokat, két átlót rajzolva a munkadarab ellentétes sarkaiból.

Az első blokkon a megjelölt középpont mentén 10 mm-es szekvenciális átmenőlyukat készítünk, majd koaxiálisan 16 mm átmérővel 8 mm mélységig.

Aztán megnézzük az M10-es anyát.
Az anya kontúrja mentén pedig ceruzával, vagy ahogy én tettem, vésővel jelöljük meg az anya pultját.

Vésővel dolgozva hatszögletű lyukat készítünk a blokkba olyan mélységig, amely megegyezik a második furat mélységével 16 mm-rel.

Az anyát a kapott lyukba egy szorítóval nyomjuk be, bár kalapáccsal egyszerűen beüthetjük.


Fogjuk a második blokkot, és a jelöléseknek megfelelően Forstner fúróval 24 mm-es furatot készítünk 2 mm mélységig, majd koaxiálisan készítünk egy második 12 mm-es és 6 mm mélységű furatot.

A 24 mm-es furat kerülete mentén egyenletesen, 120 fok után további három 3 mm átmérőjű lyukat fúrunk az önmetsző csavarokhoz.

Ezután 12 mm vastag rétegelt lemezből szereljük össze a satu alapját - 120x270 mm-es és két 45x270 mm-es darabokra lesz szükségünk. A csatlakoztatandó részeket előzőleg felragasztva önmetsző csavarokkal rögzítjük 19 mm-es fa hosszában (előfúrunk lyukakat az önmetsző csavarokhoz letöréssel a rögzítőelem süllyesztett fejéhez).


Hasonlóan rögzítjük a satu állópofáját és a nyomórészt.


A satu álló része készen áll.

A megnagyobbított 8 alátéten két vágást végzünk, hornyot képezve a furat szélessége mentén.


Egy 250 mm hosszú M10-es csapon a szélétől 6 mm-t hátralépve 8 mm átmérőjű hornyot készítünk kb. 3 mm szélességgel.


Esztergagépen egy fogantyút forgatunk. Eszterga hiányában megtervezheti a nyelet, vagy lefűrészelheti a nyélből egy darabot gereblyének vagy lapátnak (a vasboltokban készen árulják).
A fogantyú végein két lyukat készítünk - az egyik végén 10 mm átmérőjű és 60 mm mélységű.

A másik oldalon pedig 3 mm átmérőjű önmetsző csavarhoz.

A csapot epoxira állítottuk.

A másik oldalon lévő önmetsző csavar hasonló.

Fogantyús mozgatható szivacs összeállítása.
A 12-es furat aljára helyezzük el a 6-os alátétet a goto-hoz, hogy becsavarva a csap a fémnek feküdjön, és ne a fának.

Csavarjuk be a csapot és szereljük fel az alátétet 8-ra, rögzítjük a mozgatható pofához önmetsző csavarokkal.

A gép satu készen áll.

Nézd meg a videót
A gyártási és összeszerelési folyamatot részletesebben megtekintheti a videóban:
Miért van szükség önmetsző csavarra a fogantyúba?
A videóból ezt is megtudhatod!
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (0)
