Hogyan készítsünk eszközt dübelek készítéséhez
A tiplik gyakran használják különféle faszerkezetek összekapcsolására, ez egy univerzális és hatékony asztalos technika. De nem mindig lehet megvásárolni őket, és saját készítéséhez szükség van egy esztergagépre - drága speciális felszerelésre. Van egy egyszerű eszköz, amellyel a tiplik problémája örökre megoldódik.

Maga az eszköz egy kis fadarabból, lehetőleg juharból készül, a fa nagy szilárdságú és egyben alacsony súrlódási tényezővel rendelkezik, ami megkönnyíti a munkadarab elcsúszását forgás közben. Az esztergálás vésővel történik, a munkadarabot fúróval forgatjuk. A gyártáshoz 10 mm és 12 mm-es átmérőjű fúrók és elektromos élezők kellenek a vésőhöz. Ha nincsenek ott, akkor manuálisan finomhangolhatja az eszközt.
A tiplik fa nyersdarabokból készülnek. Először vágjon ki egy esztergagépen egy négyzetet, amelynek oldala 1-2 mm-rel nagyobb, mint a tipli átmérője, majd óvatosan távolítsa el a széleit.

Ha lehetséges, simítsa ki a sarkokat asztali maró segítségével.Esetünkben a kész tiplik átmérője 10 mm, a négyzet oldala 12 mm. A kimenet kör keresztmetszetű munkadarabok.


A készüléknek több furata van, amelyek mindegyike lehetővé teszi bizonyos átmérőjű dübelek gyártását. Minden tiplitípushoz két átmérőjű furat készül - a nagyobb a munkadarab méretének (esetünkben 12 mm), a kisebb pedig a tipli átmérőjének (esetünkben 10) mm).
Fúrjon egy 12 mm átmérőjű lyukat a blokk szélességének körülbelül 2/3-a mélységig. A mélység szabályozásához szereljen fel határolót a gépre.

Helyezzen egy 10 mm átmérőjű fúrót a tokmányba, és fúrja végig a lyukat.
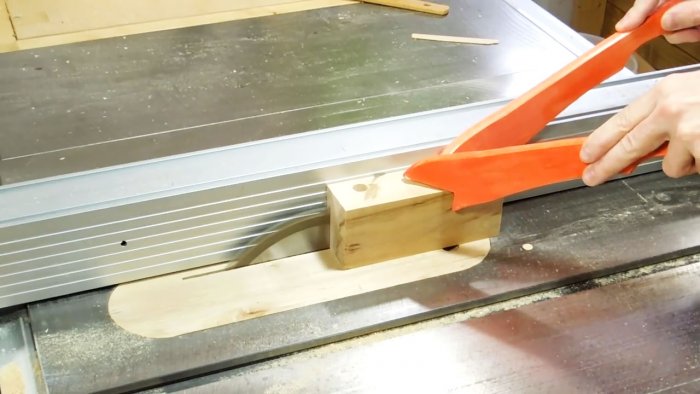
Készítsen egy sík területet a véső elhelyezéséhez. A csík egy részét a 12 átmérőjű lyuk teljes hosszában eltávolítják a véső felszereléséhez. Tolómérővel mérje meg a furat távolságát a munkadarab szélétől, és ennek a paraméternek a figyelembevételével állítsa be a körfűrészt.
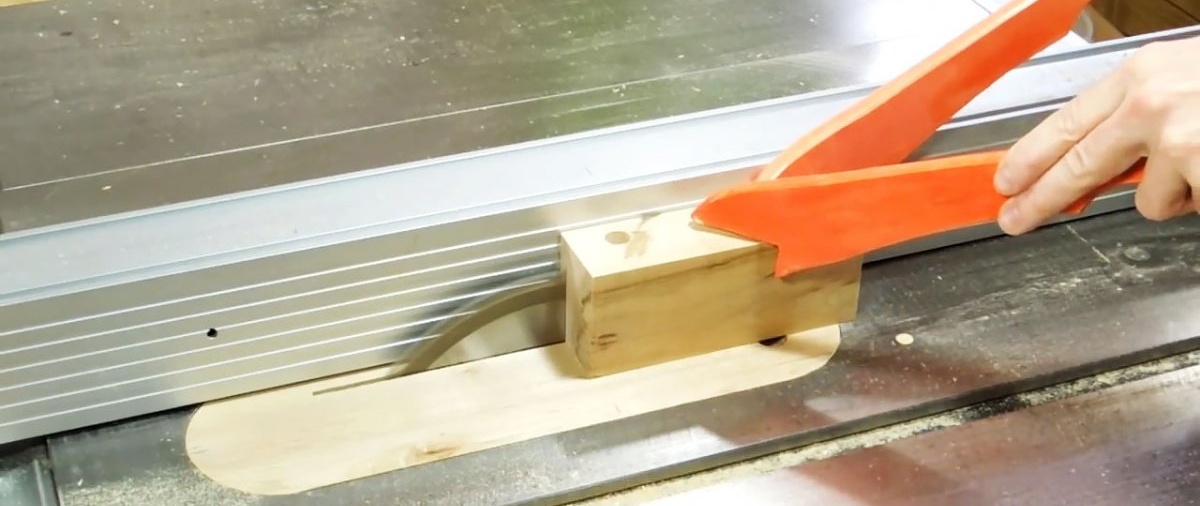
Óvatosan vágja be a fűrészt a munkadarabba, a vágás hossza ne érje el a kisebb átmérőjű területet. Ennek a furatnak szilárdnak kell lennie, és a munkadarabot a teljes kerülete körül kell tartania.
Ellenőrizze a fűrészelés eredményét, távolítsa el a felesleges fadarabot vésővel.

Ha a vágás során nem sikerült megtartani az ajánlott pontosságot és a kisebb lyuk is érintett, akkor a készüléket nem szabad kidobni, működni fog, csak a tipli átmérője csökken enyhén. Az asztalosok számára ez nem kritikus.

Csak egy tökéletesen éles véső képes a fát élezni. Óvatosan élesítse meg egy speciális élezővel. Ezután használja a GOI pasztát, hogy tökéletes állapotba hozza.
Egy bilincs segítségével rögzítse a vésőt a rögzítéshez, és kézzel forgassa el többször a munkadarabot. Ellenőrizze a vágási mélységet és a forgási erőt. Szükség esetén módosítsa a vágási paramétereket.Ha nagyítani kell őket, akkor egy iránytű segítségével mélyítse el egy kicsit a területet.
Ha a véső nagyon alacsonyra esett, emelje fel különböző támasztékokkal. Használhat sima papírt.
Egy bilinccsel rögzítse a véső helyzetét, szorítsa be a készüléket egy satuba, és már kezdheti is a tiplik készítését.
A munkadarabokat egy fúróba rögzítik, a vágási módokat (fordulatszám, előtolás és mélység) kísérleti úton határozzák meg.



A legtöbb tokmányt legfeljebb 10 mm-es fúróátmérőre tervezték; a 12 mm-es munkadarabot már nem tartalmazza. A probléma kiküszöbölésére csiszoljon le kézzel 2-3 cm-t a munkadarabból, majd rögzítse a fúróba. Javasoljuk, hogy készítsen több olyan eszközt, amely lehetővé teszi nemcsak különböző átmérőjű dübelek készítését, hanem gyönyörű kerek elemek dekorációs célú felhasználását is.

Mit kell készíteni
Maga az eszköz egy kis fadarabból, lehetőleg juharból készül, a fa nagy szilárdságú és egyben alacsony súrlódási tényezővel rendelkezik, ami megkönnyíti a munkadarab elcsúszását forgás közben. Az esztergálás vésővel történik, a munkadarabot fúróval forgatjuk. A gyártáshoz 10 mm és 12 mm-es átmérőjű fúrók és elektromos élezők kellenek a vésőhöz. Ha nincsenek ott, akkor manuálisan finomhangolhatja az eszközt.
A rögzítőelem gyártási folyamata
A tiplik fa nyersdarabokból készülnek. Először vágjon ki egy esztergagépen egy négyzetet, amelynek oldala 1-2 mm-rel nagyobb, mint a tipli átmérője, majd óvatosan távolítsa el a széleit.

Ha lehetséges, simítsa ki a sarkokat asztali maró segítségével.Esetünkben a kész tiplik átmérője 10 mm, a négyzet oldala 12 mm. A kimenet kör keresztmetszetű munkadarabok.


A készüléknek több furata van, amelyek mindegyike lehetővé teszi bizonyos átmérőjű dübelek gyártását. Minden tiplitípushoz két átmérőjű furat készül - a nagyobb a munkadarab méretének (esetünkben 12 mm), a kisebb pedig a tipli átmérőjének (esetünkben 10) mm).
Fúrjon egy 12 mm átmérőjű lyukat a blokk szélességének körülbelül 2/3-a mélységig. A mélység szabályozásához szereljen fel határolót a gépre.

Helyezzen egy 10 mm átmérőjű fúrót a tokmányba, és fúrja végig a lyukat.
Készítsen egy sík területet a véső elhelyezéséhez. A csík egy részét a 12 átmérőjű lyuk teljes hosszában eltávolítják a véső felszereléséhez. Tolómérővel mérje meg a furat távolságát a munkadarab szélétől, és ennek a paraméternek a figyelembevételével állítsa be a körfűrészt.
Óvatosan vágja be a fűrészt a munkadarabba, a vágás hossza ne érje el a kisebb átmérőjű területet. Ennek a furatnak szilárdnak kell lennie, és a munkadarabot a teljes kerülete körül kell tartania.
Ellenőrizze a fűrészelés eredményét, távolítsa el a felesleges fadarabot vésővel.

Ha a vágás során nem sikerült megtartani az ajánlott pontosságot és a kisebb lyuk is érintett, akkor a készüléket nem szabad kidobni, működni fog, csak a tipli átmérője csökken enyhén. Az asztalosok számára ez nem kritikus.

Csak egy tökéletesen éles véső képes a fát élezni. Óvatosan élesítse meg egy speciális élezővel. Ezután használja a GOI pasztát, hogy tökéletes állapotba hozza.
Egy bilincs segítségével rögzítse a vésőt a rögzítéshez, és kézzel forgassa el többször a munkadarabot. Ellenőrizze a vágási mélységet és a forgási erőt. Szükség esetén módosítsa a vágási paramétereket.Ha nagyítani kell őket, akkor egy iránytű segítségével mélyítse el egy kicsit a területet.
Ha a véső nagyon alacsonyra esett, emelje fel különböző támasztékokkal. Használhat sima papírt.
Egy bilinccsel rögzítse a véső helyzetét, szorítsa be a készüléket egy satuba, és már kezdheti is a tiplik készítését.
A munkadarabokat egy fúróba rögzítik, a vágási módokat (fordulatszám, előtolás és mélység) kísérleti úton határozzák meg.



Következtetés
A legtöbb tokmányt legfeljebb 10 mm-es fúróátmérőre tervezték; a 12 mm-es munkadarabot már nem tartalmazza. A probléma kiküszöbölésére csiszoljon le kézzel 2-3 cm-t a munkadarabból, majd rögzítse a fúróba. Javasoljuk, hogy készítsen több olyan eszközt, amely lehetővé teszi nemcsak különböző átmérőjű dübelek készítését, hanem gyönyörű kerek elemek dekorációs célú felhasználását is.
Nézd meg a videót
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (1)
