Csináld magad csőhajlító - egyszerű és szinte ingyenes
Nem túl gyakran merül fel annak szükségessége, hogy egy acélcsövet bizonyos szögben a kívánt sugárral meg kell hajlítani. De ha megjelenik egy ilyen feladat, akkor speciális felszerelés hiányában elkerülhetetlenül nehéz megoldani problémává válik.
A kerek csövek esetében néha a szerelvények segítenek. Téglalap és négyzet alakú csövek esetében nincs ilyen megoldás. Csak csavaros rögzítést kínálunk.
A csőhajlítás külön szegmensekből történő hegesztéssel nem a legjobb kiút a helyzetből. Nehéz, és általában megbízhatatlan.
A technológiailag legfejlettebb, évtizedek óta bevált opció a csőhajlító volt és az is marad, amely lehetővé teszi, hogy bármilyen keresztmetszetű csövet meghajlítson anélkül, hogy a minőség és a teljesítmény rovására menne.
Saját kezűleg készíthet ilyen kompakt gépet mechanikus hajtással. Kell némi munka, de megéri. Nem fogsz olcsón csőhajlítót venni. A többé-kevésbé kifizetődő készülék minimális ára az üzletekben több ezer rubeltől kezdődik. Minőségéről és élettartamáról ugyanakkor csak találgatni lehet.
A házi készítésű gép a rendelkezésre álló anyagok legalább 50%-át tartalmazza. Valami biztosan megtalálható lesz a személyes háztartásokban, valamit a szomszédok garázsában. Valószínűleg csak 8 csapágyat kell vásárolnia a 303-as sorozatból. Úgy tervezték, hogy tengelyek funkcióját látják el, ami kiküszöböli az esztergamunkát. Az ilyen csapágyak olcsók, és ha megnézed, fillérekért megtalálod őket. Ha további vasat kell vásárolnia, az szinte semmi egy csőhajlító bolti árához képest.
Mindenképpen szüksége lesz egy 80x40 mm-es csatornaszakaszra, egy 25x25 mm-es acélszögletre, egy 20x20 mm-es profilcsőre, egy 18 mm-es építőcsapra, 6 db M18-as alátétre 56 mm-es megnövelt külső átmérővel, 9 db 18-as anyára, ill. néhány apróság, de erről még a folyamatban.
A fő szerszámok egy köszörű, egy hegesztőgép és egy fúró.
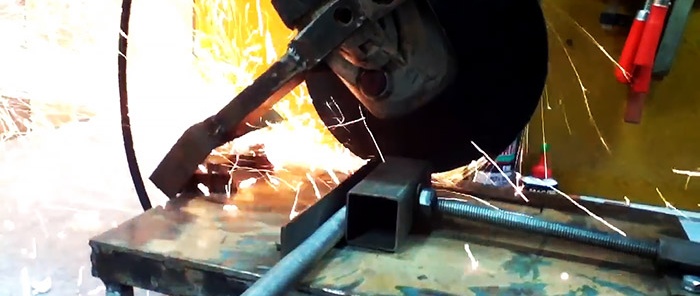
1. A tervezés alapjául egy 80x40 mm-es csatornát veszünk, megjelölünk és levágunk egy kb. 40 cm hosszú munkadarabot.

2. Tisztítsa meg fémkefe-tartozékkal.

3. Köszörűvel részlegesen távolítsa el a menetet a csapból úgy, hogy a 17 mm belső átmérőjű csapágyak lazán, de szorosan illeszkedjenek rá.

4. Körfűrésszel vagy köszörűvel vágjon ki három részt a csapból – ezekből hengereket készítenek majd. A szegmensek hosszát margóval vesszük (kb. 100-120 mm), figyelembe véve az alátétek, csapágyak és anyák szélességét. A felesleget később eltávolítjuk.
5. Egy tüskével és egy kalapáccsal állítson be enyhén kúpos alátéteket - 1 mm-en belül, ami biztosítja a görgők szabad forgását.

6. Szerelje össze a görgőt és húzza meg az anyákat.

7. Távolítsa el a csapnak az anyán túlnyúló részét.

8. Elektromos hegesztéssel pontrögzítjük a henger elemeit.

9. Ellenőrizze, hogy a görgő szabadon forog-e.

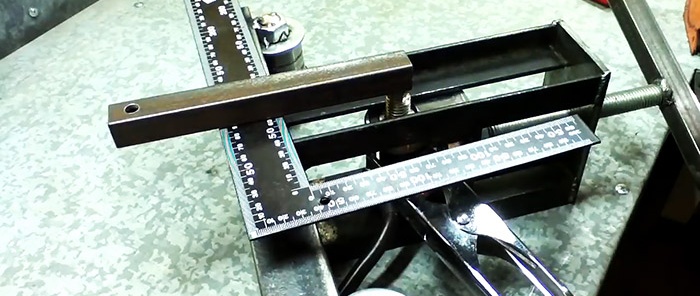
10.Egy 25x25 mm-es sarokból négy darab 25 cm hosszú szegmenst megjelölünk és kivágunk, hogy megvezető- és nyomógörgőket készítsünk.

11. A sarokdarabokat a csatornaalaphoz hegesztjük, megtartva a hajtógörgő (tengely) tengelye számára egy rést.

12. A csap egyik már előkészített részére egy 27 mm átmérőjű és 40 mm hosszú csövet helyezünk. Töltse ki a belső rést 40 mm-es szögekkel fej nélkül.

13. Az összes elemet a kerület mentén elektromos hegesztéssel hegesztjük, és kész tengelyt kapunk.

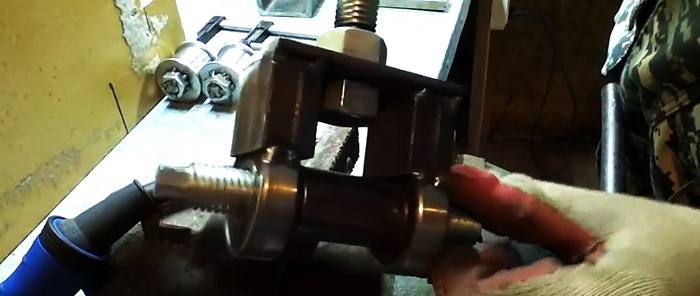
14. A tengely szélére csapágyakat helyezünk.

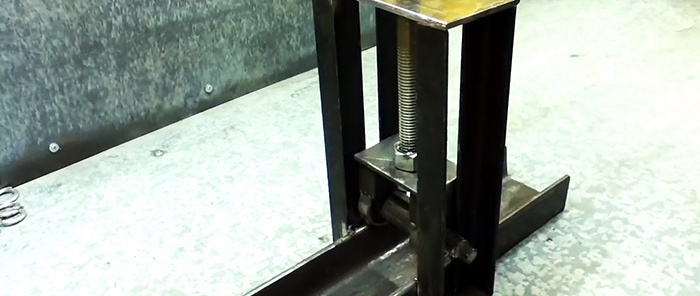
15. Egy 20x40x30 mm-es profilcső két szakaszának, egy 80x50 mm-es téglalap alakú acéllemeznek és egy csapágyas tengelynek egy szerkezetté hegesztésével mozgatható kocsit készítünk.

16. Az átlók metszéspontjában jelölje be a középpontot egy maggal, és fúróval és dörzsárral fúrjon egy 18 mm átmérőjű lyukat a kocsi felső részébe a csap számára.

17. Összeállítjuk az emelőszerkezetet, amely egy csapból és három M18-as anyából áll, amelyek közül kettő ponthegesztéssel van a kocsiplatform furatába csavart csapra.
18. Vágjon ki egy körülbelül 70x130 mm-es téglalapot egy 5 mm vastag acéllemezből, amelyet az emelőszerkezet ütközőjeként fog használni. Jelölje meg a közepét, és fúrjon egy 18 mm-es lyukat, amely hasonló a kocsi aljához.

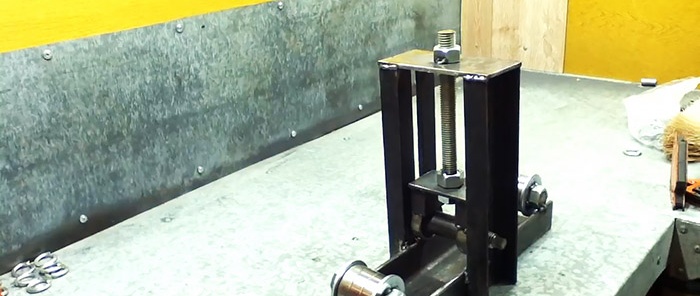
19. A legyártott elemeket egységes szerkezetbe állítjuk össze. Ehhez szerelje be a kocsit a hajtótengellyel a vezetőkbe.
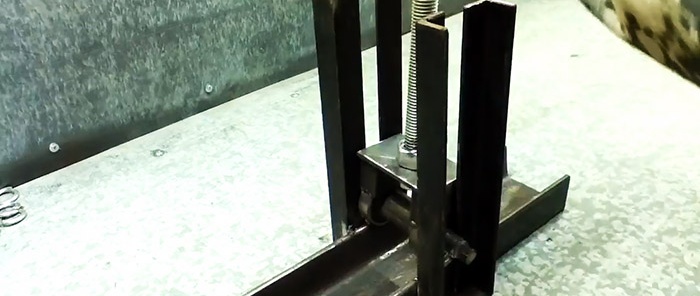
20. Felhelyezzük a csapra és felszereljük a tartólemezt.
21. Csavarja fel ütközésig az anyát a csapra, és elektromos hegesztéssel húzza meg a kötéseket.
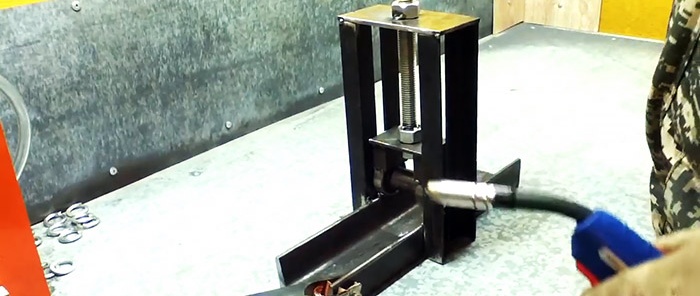
22. A korábban elkészített görgőket a csatornaalap szélei mentén hegesztjük.
23. 20x20 mm-es profilcsőből 25-30 cm-es fogantyút hegesztünk az emelő- és befogószerkezetre.

24.20x20 mm-es profilcső 20-25 cm-es szakaszából mechanikus hajtókart készítünk és a hajtógörgőre (csapra) hegesztjük. A meghajtó fogantyú bármely régi elektromos kéziszerszámtól kölcsönözhető, ha először lyukat fúrunk hozzá. Ha ez nem áll rendelkezésre, akkor helyette hegeszthet egy 12-14 cm-es kerek csövet a karra.
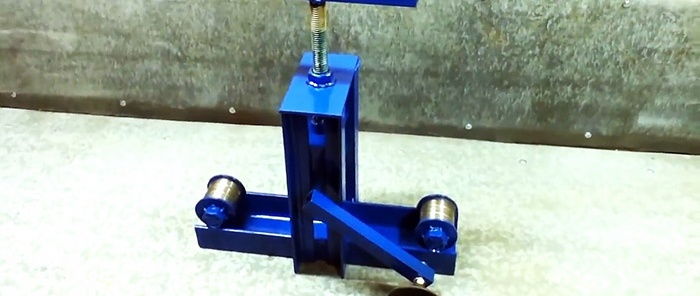
25. A csőhajlító készen áll, végezzük el a tesztet.

26. És végül az utolsó szakasz a csőhajlítónk festése. Hogy lehet, hogy egy ilyen, kézzel összerakott műszaki remekműnek nem lehet tekintélyes külsőt adni?
Ez azonban tisztán egyéni kérdés, és nem foglalkozunk vele részletesen. Csak azt jegyezzük meg, hogy először reszelővel vagy darálóval kell eltávolítani az összes érdességről, jól zsírtalanítani egy oldószerrel, és le kell fedni alapozóval. De mindenesetre, bár a léleknek tetszik, az eredményt semmilyen módon nem befolyásolja.
A kerek csövek esetében néha a szerelvények segítenek. Téglalap és négyzet alakú csövek esetében nincs ilyen megoldás. Csak csavaros rögzítést kínálunk.
A csőhajlítás külön szegmensekből történő hegesztéssel nem a legjobb kiút a helyzetből. Nehéz, és általában megbízhatatlan.
A technológiailag legfejlettebb, évtizedek óta bevált opció a csőhajlító volt és az is marad, amely lehetővé teszi, hogy bármilyen keresztmetszetű csövet meghajlítson anélkül, hogy a minőség és a teljesítmény rovására menne.
Saját kezűleg készíthet ilyen kompakt gépet mechanikus hajtással. Kell némi munka, de megéri. Nem fogsz olcsón csőhajlítót venni. A többé-kevésbé kifizetődő készülék minimális ára az üzletekben több ezer rubeltől kezdődik. Minőségéről és élettartamáról ugyanakkor csak találgatni lehet.
Amire szüksége van egy házi készítésű csőhajlítóhoz
A házi készítésű gép a rendelkezésre álló anyagok legalább 50%-át tartalmazza. Valami biztosan megtalálható lesz a személyes háztartásokban, valamit a szomszédok garázsában. Valószínűleg csak 8 csapágyat kell vásárolnia a 303-as sorozatból. Úgy tervezték, hogy tengelyek funkcióját látják el, ami kiküszöböli az esztergamunkát. Az ilyen csapágyak olcsók, és ha megnézed, fillérekért megtalálod őket. Ha további vasat kell vásárolnia, az szinte semmi egy csőhajlító bolti árához képest.
Mindenképpen szüksége lesz egy 80x40 mm-es csatornaszakaszra, egy 25x25 mm-es acélszögletre, egy 20x20 mm-es profilcsőre, egy 18 mm-es építőcsapra, 6 db M18-as alátétre 56 mm-es megnövelt külső átmérővel, 9 db 18-as anyára, ill. néhány apróság, de erről még a folyamatban.
A fő szerszámok egy köszörű, egy hegesztőgép és egy fúró.
Műveletek sorrendje
1. A tervezés alapjául egy 80x40 mm-es csatornát veszünk, megjelölünk és levágunk egy kb. 40 cm hosszú munkadarabot.
2. Tisztítsa meg fémkefe-tartozékkal.
3. Köszörűvel részlegesen távolítsa el a menetet a csapból úgy, hogy a 17 mm belső átmérőjű csapágyak lazán, de szorosan illeszkedjenek rá.
4. Körfűrésszel vagy köszörűvel vágjon ki három részt a csapból – ezekből hengereket készítenek majd. A szegmensek hosszát margóval vesszük (kb. 100-120 mm), figyelembe véve az alátétek, csapágyak és anyák szélességét. A felesleget később eltávolítjuk.
5. Egy tüskével és egy kalapáccsal állítson be enyhén kúpos alátéteket - 1 mm-en belül, ami biztosítja a görgők szabad forgását.
6. Szerelje össze a görgőt és húzza meg az anyákat.
7. Távolítsa el a csapnak az anyán túlnyúló részét.
8. Elektromos hegesztéssel pontrögzítjük a henger elemeit.
9. Ellenőrizze, hogy a görgő szabadon forog-e.
10.Egy 25x25 mm-es sarokból négy darab 25 cm hosszú szegmenst megjelölünk és kivágunk, hogy megvezető- és nyomógörgőket készítsünk.
11. A sarokdarabokat a csatornaalaphoz hegesztjük, megtartva a hajtógörgő (tengely) tengelye számára egy rést.
12. A csap egyik már előkészített részére egy 27 mm átmérőjű és 40 mm hosszú csövet helyezünk. Töltse ki a belső rést 40 mm-es szögekkel fej nélkül.
13. Az összes elemet a kerület mentén elektromos hegesztéssel hegesztjük, és kész tengelyt kapunk.
14. A tengely szélére csapágyakat helyezünk.
15. Egy 20x40x30 mm-es profilcső két szakaszának, egy 80x50 mm-es téglalap alakú acéllemeznek és egy csapágyas tengelynek egy szerkezetté hegesztésével mozgatható kocsit készítünk.
16. Az átlók metszéspontjában jelölje be a középpontot egy maggal, és fúróval és dörzsárral fúrjon egy 18 mm átmérőjű lyukat a kocsi felső részébe a csap számára.
17. Összeállítjuk az emelőszerkezetet, amely egy csapból és három M18-as anyából áll, amelyek közül kettő ponthegesztéssel van a kocsiplatform furatába csavart csapra.
18. Vágjon ki egy körülbelül 70x130 mm-es téglalapot egy 5 mm vastag acéllemezből, amelyet az emelőszerkezet ütközőjeként fog használni. Jelölje meg a közepét, és fúrjon egy 18 mm-es lyukat, amely hasonló a kocsi aljához.
19. A legyártott elemeket egységes szerkezetbe állítjuk össze. Ehhez szerelje be a kocsit a hajtótengellyel a vezetőkbe.
20. Felhelyezzük a csapra és felszereljük a tartólemezt.
21. Csavarja fel ütközésig az anyát a csapra, és elektromos hegesztéssel húzza meg a kötéseket.
22. A korábban elkészített görgőket a csatornaalap szélei mentén hegesztjük.
23. 20x20 mm-es profilcsőből 25-30 cm-es fogantyút hegesztünk az emelő- és befogószerkezetre.
24.20x20 mm-es profilcső 20-25 cm-es szakaszából mechanikus hajtókart készítünk és a hajtógörgőre (csapra) hegesztjük. A meghajtó fogantyú bármely régi elektromos kéziszerszámtól kölcsönözhető, ha először lyukat fúrunk hozzá. Ha ez nem áll rendelkezésre, akkor helyette hegeszthet egy 12-14 cm-es kerek csövet a karra.
25. A csőhajlító készen áll, végezzük el a tesztet.
26. És végül az utolsó szakasz a csőhajlítónk festése. Hogy lehet, hogy egy ilyen, kézzel összerakott műszaki remekműnek nem lehet tekintélyes külsőt adni?
Ez azonban tisztán egyéni kérdés, és nem foglalkozunk vele részletesen. Csak azt jegyezzük meg, hogy először reszelővel vagy darálóval kell eltávolítani az összes érdességről, jól zsírtalanítani egy oldószerrel, és le kell fedni alapozóval. De mindenesetre, bár a léleknek tetszik, az eredményt semmilyen módon nem befolyásolja.
Nézd meg a videót
Hasonló mesterkurzusok

Hogyan készítsünk csőhajlítót autó lendkerékből és Bendix indítóból

Hogyan kell helyesen hajlítani a műanyag csöveket

Hogyan készítsünk egyszerű vágást egy acélcsőbe

Hogyan kell forrasztani egy polipropilén csövet, amikor víz folyik

Hogyan lehet egy kerek PVC csövet négyzet alakúvá alakítani

Hogyan készítsünk fémfűrészgépet fémhez
Különösen érdekes






Megjegyzések (0)
