A vízszintes hegesztési technikákat sorrendben tanuljuk meg

A megbízható vízszintes (és bármilyen más) varrat elérése érdekében az elektródát egyszerre három síkban mozgatják: a tengelye irányában transzlációs irányban, egyenesen a hegesztési varrat mentén és a varraton keresztül oszcillálva. Eleinte lehetetlennek tűnik, de a rendszeres próbálkozások és a kitartás hamarosan meghozza a kívánt eredményt.
Szükség lesz
A hatékony és biztonságos képzés érdekében a következő anyagokat, felszereléseket és kellékeket készítjük elő:
- kézi hegesztőgép;
- hegesztett fém;
- megfelelő átmérőjű elektródák;
- kalapács salakveréshez;
- hegesztőeszközök (maszk, kesztyű stb.).
Hegesztési folyamat
A hegesztési varrat tengelyén átívelő oszcilláló mozgások biztosítják a szükséges szélességet, a varrat gyökerének és éleinek megbízható hegesztését, lassítják a folyékony fémfürdő lehűlését és eltávolítják a salakot az égési zónából. Figyelembe véve a fém vastagságát és az elektróda átmérőjét, a hegesztőáram erősségét 91 A-re választjuk.

Félhold előre

E mozgás során az elektróda vége körívben mozog, a konvex előre mutat.Alul ferde élű varratok és szegélyvarratok összeillesztésére szolgál, amelyek szára nem haladja meg a 6 mm-t.

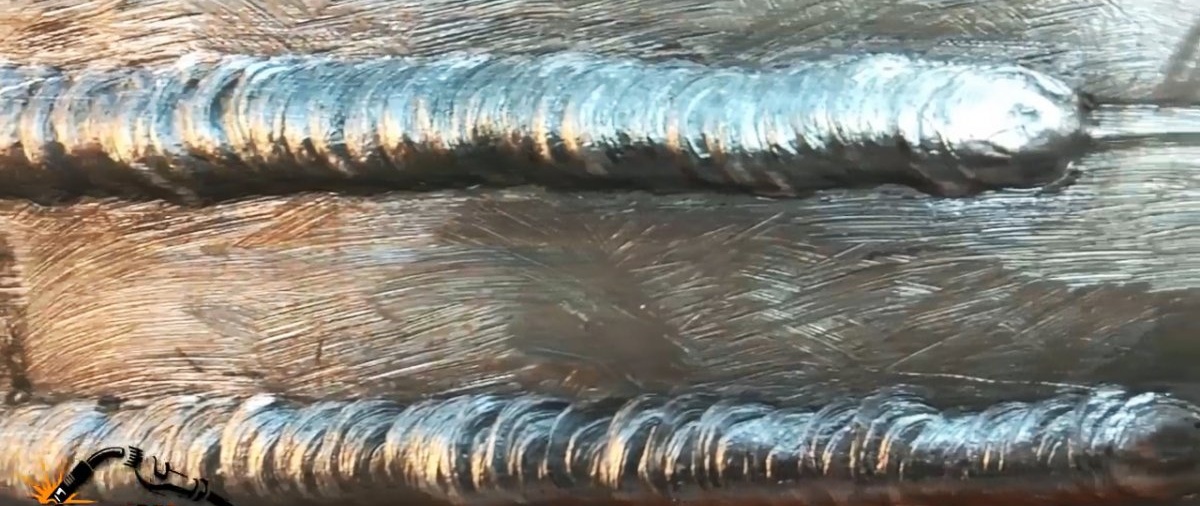
Ha ezeket a mozdulatokat helyesen hajtja végre, akkor az összes salak a henger tetejére kerül, és még egy kalapács sem kell az eltávolításához. A varrás a kívánt szélességű és állandó hosszúságú.

Spirál

Itt az elektróda vége köröket vagy oválisokat képez, körvonalazva a hegesztőmedence széleit. Ebben az esetben a varrás szélessége mentén egyenletes felmelegedés következik be. Gyakran használják hegesztéskor az alsó horizont síkjában.
Ez a mozgás egyszerűnek és könnyen végrehajthatónak tekinthető. Az olvadt fém állandó és egyszerű szabályozását biztosítja. Ha helyesen végezzük, salak is képződik a varrat tetején, és a teljes hosszában egyszerre könnyen eltávolítható.

Cérnaöltés

Amikor az elektróda vége nem oszcillál a varraton, hanem a görgőhöz képest hosszirányban egyenesen mozog, keskeny vagy menetes varrat képződik, amelynek szélessége az elektróda átmérőjének 1,2 ± 0,4 szélessége. Vékony fém hegesztésénél és többrétegű hegesztésnél az első réteg felhordásakor használatosak. Ez a típus a legkönnyebben kivitelezhető.

Cikcakk

Adott szélességű hegesztés létrehozásához az elektróda végét a perem tengelyére szimmetrikusan cikcakk vonal mentén mozgatjuk. A folyamat során azonban nem szabad megfeledkeznünk az ív hosszáról, hogy sima utat kapjunk salakzárványok nélkül.
Ezt a módszert legfeljebb 6 mm vastag fém hegesztésére használják. A legjobb minőségű varratok tompahegesztéskor és alsó helyzetben érhetők el. Lehetővé teszi továbbá a kötések megbízható hegesztését anélkül, hogy az éleket leferdítené.

Fordított félhold

Ezzel a módszerrel a hegesztési varrat bal és jobb széle jobban felmelegszik, mivel az elektróda vége konvexen hátrafelé íveket képez. Akkor használják, ha vastag bevonatú elektródákat használnak a fém és a salak jobb olvasztására.
Az elektróda mozgatásának ezt a módját alsó helyzetben történő hegesztéskor, valamint domború külső felületű függőleges és mennyezeti varratok hegesztésekor alkalmazzák.
Nézd meg a videót
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (2)
