Hogyan készítsünk fém ollót a szokásosból
Ha a régi bádogvágók nem működnek jól, átalakíthatók termelékenyebb eszközzé. A továbbfejlesztett ollók lehetővé teszik a vastag acéllemez gyorsabb és minimális erőfeszítéssel történő vágását.
Az olló szétválik.

Az egyik fél fogantyúja 10 cm-rel le van rövidítve a forgástengely furata előtt.


5 mm-es acéllemezből 100x110 mm-es lemezt vágunk.

Az egyik sarkát befelé csiszolod, és le van kerekítve.

Ezután az olló rövidített felét a lemezhez hegesztik. Ebben az esetben szükséges, hogy a tengelyfurat a horony felett legyen.



A szalagból 2 darab 500 mm-es nyersdarabot vágunk le. Az egyik végükön a széltől 15 mm-re lyukat készítenek. Tőlük 150 mm-re lépve fúrjon egy másik lyukat.

A szalagokat félbe kell hegeszteni a tőkeáttétel eléréséhez. Ehhez 2 db 5 mm-es acéllemezből kivágott távtartót helyezünk közéjük. Az egyik az eltolt furatokkal szemben van hegesztve, a második a végén, anélkül.



A szalagból 2 darab 210 mm-es nyersdarabot vágunk le.Mindkét végén a szélektől 15 mm-re vannak fúrva.

Az olló második felének fogantyúja 150 mm-re van fúrva a forgástengely furatától. Ezután lerövidül.
Az olló felének oldalára egy 40x40 mm-es szögdarabot hegesztenek a lemezzel. Oldalra egy 20x20 mm-es sarok van hegesztve.




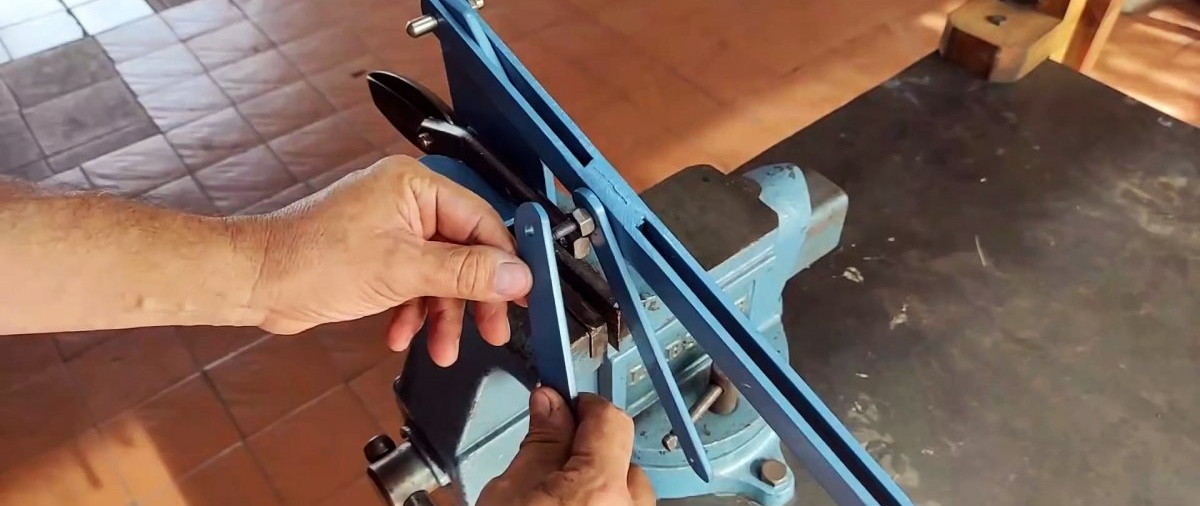
Most az olló alsó fele a sarkoknál egy satuba van szorítva. Egy második penge van felszerelve rá. Ezután egy kart rögzítenek a felső lemezen lévő lyukon keresztül. Már 2 rövid csík van rácsavarozva, melyek az olló mozgatható felére csatlakoznak.






Fém kar ollóval történő vágásakor a lap fő része a jobb oldali nagy sarokban feküdhet.



A vágandó csík belefér a lemez és a kis sarok közötti résbe. Ez lehetővé teszi, hogy a munkadarabot kényelmes helyzetben tartsa.


Anyagok:
- közönséges fémolló;
- acéllemez 5 mm;
- szalag 20x4 mm;
- sarkok 40x40 mm és 20x20 mm;
- csavarok, anyák.
Karos nyíró gyártási folyamat
Az olló szétválik.

Az egyik fél fogantyúja 10 cm-rel le van rövidítve a forgástengely furata előtt.


5 mm-es acéllemezből 100x110 mm-es lemezt vágunk.

Az egyik sarkát befelé csiszolod, és le van kerekítve.

Ezután az olló rövidített felét a lemezhez hegesztik. Ebben az esetben szükséges, hogy a tengelyfurat a horony felett legyen.



A szalagból 2 darab 500 mm-es nyersdarabot vágunk le. Az egyik végükön a széltől 15 mm-re lyukat készítenek. Tőlük 150 mm-re lépve fúrjon egy másik lyukat.

A szalagokat félbe kell hegeszteni a tőkeáttétel eléréséhez. Ehhez 2 db 5 mm-es acéllemezből kivágott távtartót helyezünk közéjük. Az egyik az eltolt furatokkal szemben van hegesztve, a második a végén, anélkül.



A szalagból 2 darab 210 mm-es nyersdarabot vágunk le.Mindkét végén a szélektől 15 mm-re vannak fúrva.

Az olló második felének fogantyúja 150 mm-re van fúrva a forgástengely furatától. Ezután lerövidül.
Az olló felének oldalára egy 40x40 mm-es szögdarabot hegesztenek a lemezzel. Oldalra egy 20x20 mm-es sarok van hegesztve.




Most az olló alsó fele a sarkoknál egy satuba van szorítva. Egy második penge van felszerelve rá. Ezután egy kart rögzítenek a felső lemezen lévő lyukon keresztül. Már 2 rövid csík van rácsavarozva, melyek az olló mozgatható felére csatlakoznak.





Fém kar ollóval történő vágásakor a lap fő része a jobb oldali nagy sarokban feküdhet.



A vágandó csík belefér a lemez és a kis sarok közötti résbe. Ez lehetővé teszi, hogy a munkadarabot kényelmes helyzetben tartsa.


Nézd meg a videót
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (0)
