Hogyan készítsünk műanyagot (filamentet) PET-palackból 3D nyomtatóhoz
A 3D nyomtatás iránt érdeklődőket néha egyszerűen megdöbbenti a műanyag nyomtatási cérna (filament) költségei. Bár nem túl drága, nagy mennyiségben fogyasztják, így a fenekére szánt összegek tetemesek. Pénzmegtakarítás érdekében a hagyományos műanyag PET-palackokból ingyenesen lehet izzószálat készíteni.
Szükséges felszerelés:
- Palackvágó;
- gumiabroncs felfújó szivattyú;
- fűtőtest 200-225 Celsius fok, 1,75 mm-es kimeneti fúvókával;
- húzó és tekercselő mechanizmus.
PET-palackból szál gyártási folyamat
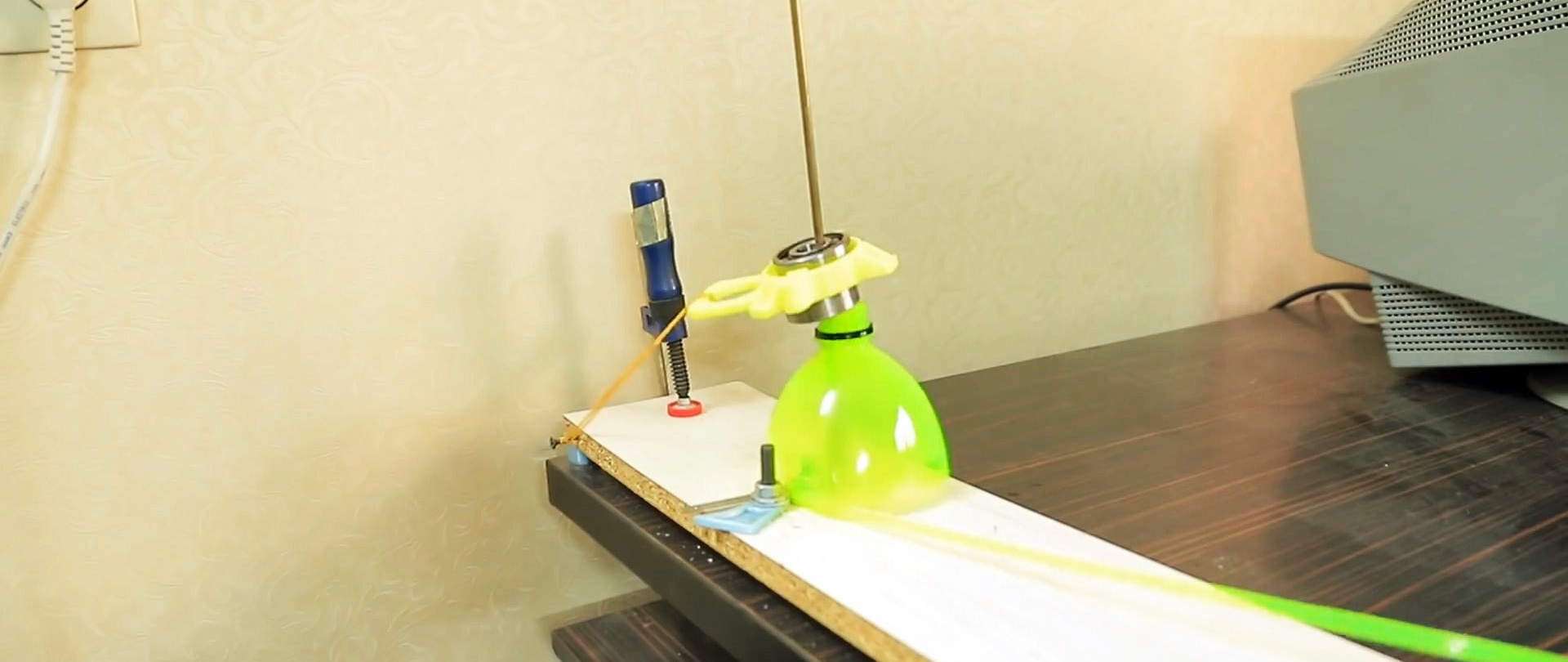
A PET-palackokat nyersanyagként használják izzószál előállításához. Ideális esetben színesnek kell lenniük. Használat előtt ki kell egyenlíteni őket. Ebből a célból a szokásos palack kupakját módosítják. Be kell szerelnie egy szelepet az autó kamerájából. Segítségével a palackot levegővel pumpálják egy hagyományos szivattyú segítségével a belső nyomás növelése érdekében (további részletek itt - https://home.washerhouse.com/hu/6732-kak-vyprjamljat-ljubye-figurnye-pjet-butylki.html).

Ezután a szelepet a csavarhúzótokmányba kell szorítani. A felfújt palackot meg kell forgatni egy égő gázégő felett. Felmelegszik, lágyul és a belső nyomásnak köszönhetően kiegyenlít.

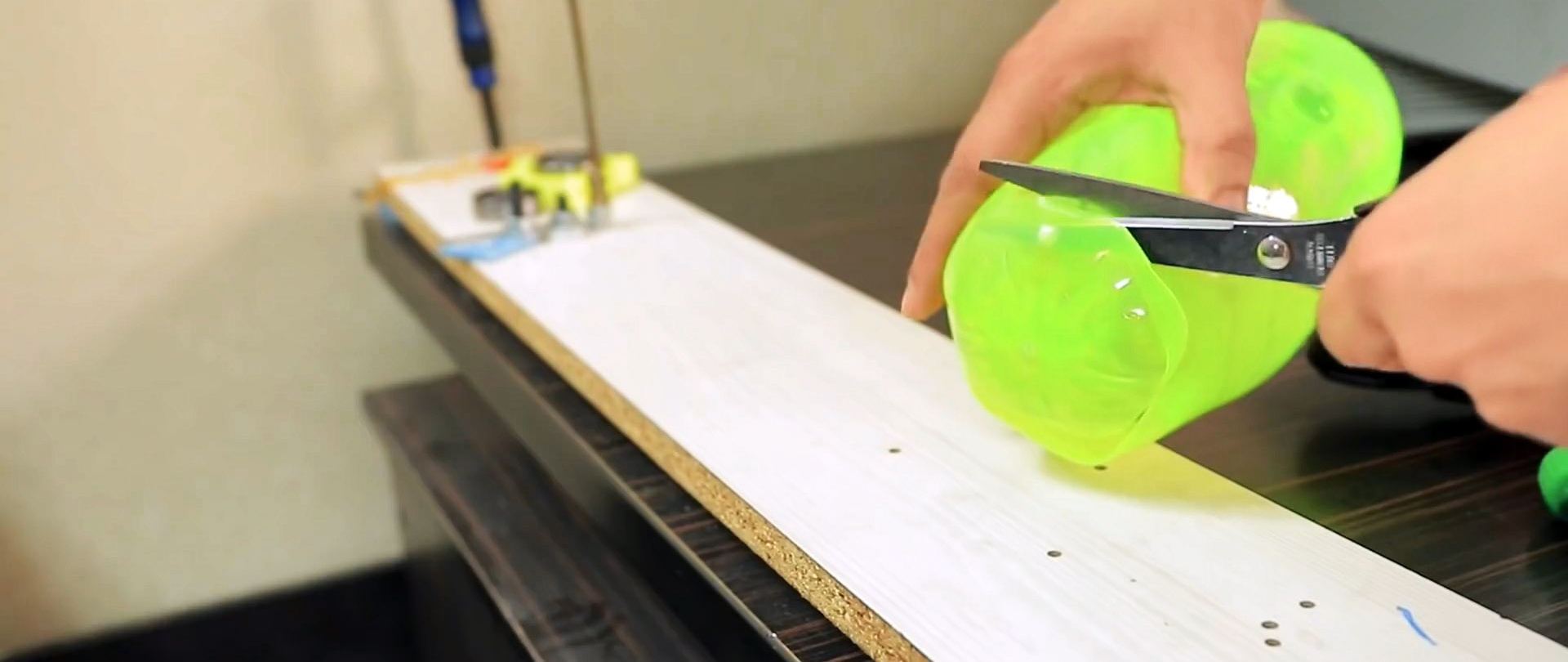
Egy egyenes palackot palackvágó segítségével csíkra vágunk. Egyöntetűbb lesz, mintha előkészítés nélkül oldanák fel. Ha a palack falai vastagok, akkor a szalag szélessége 5-6 mm legyen. Vékony üveg ásványvízből jobb 7-8 mm széleset vágni.
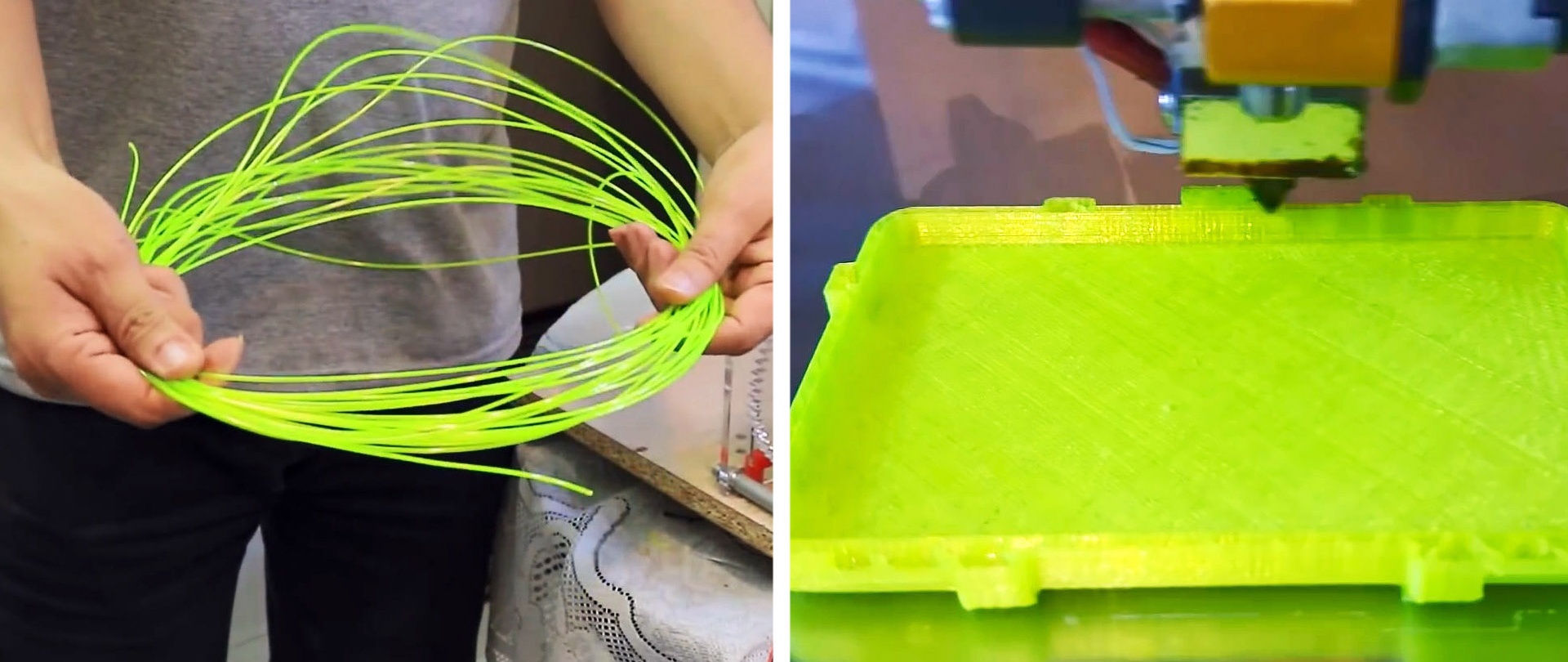
A szalag szélét szögben levágják, majd a fűtött fűtőberendezés fúvókájába engedik. A PET szalaggal való munkavégzéshez a hőmérsékletének +200-225 Celsius foknak kell lennie. A fúvóka kiömlő átmérője 1,75 mm, a bemenet pedig süllyesztett, hogy a széles szalag könnyebben beilleszkedjen és alakot váltson.
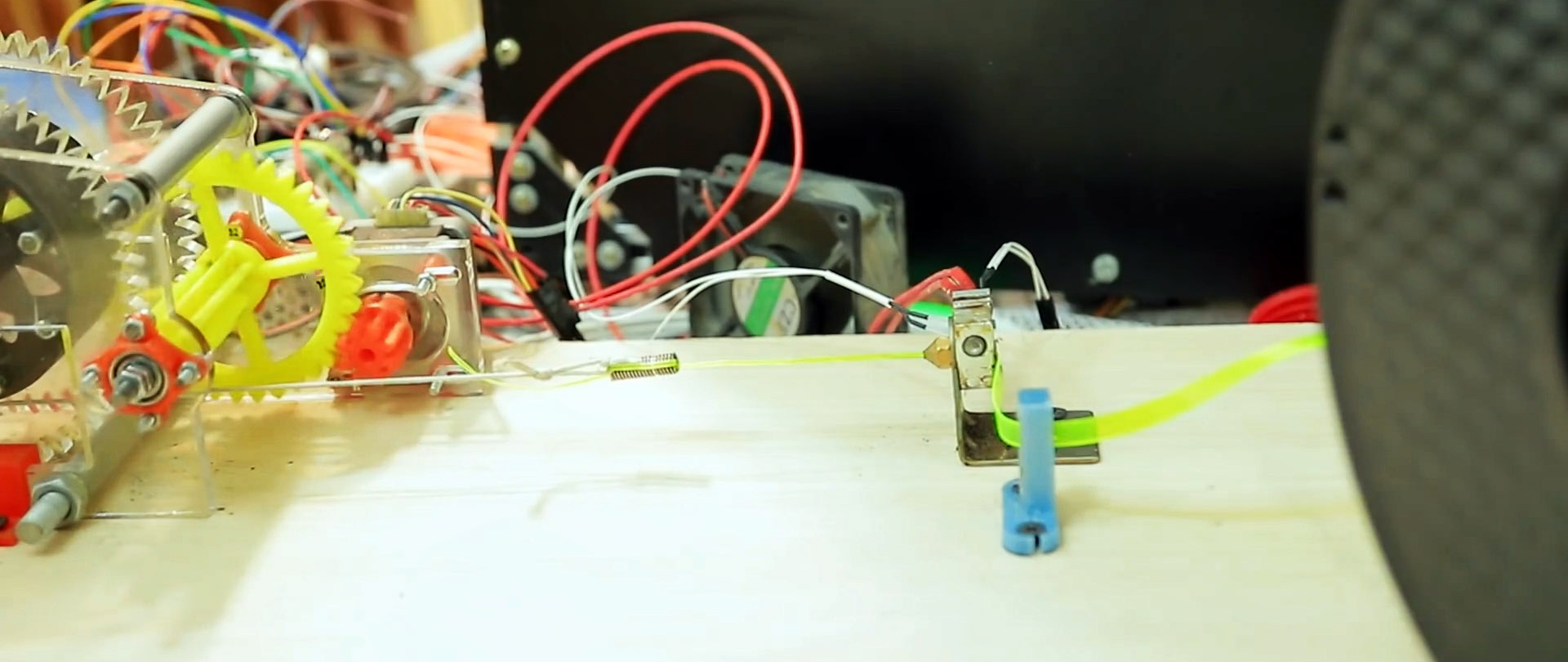
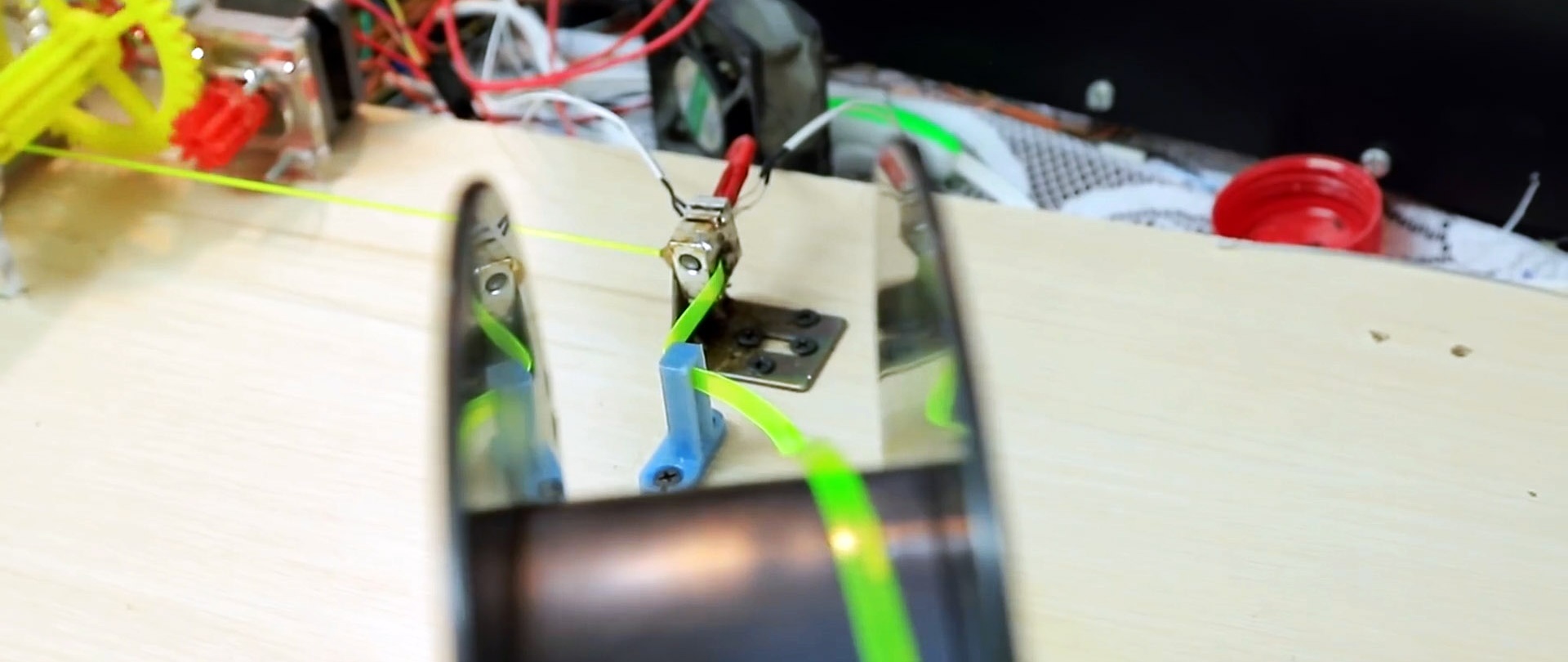
A forró fúvókán áthúzott izzószál szélét le kell kötni, és a húzó- és tekercselő mechanizmushoz kell csatlakoztatni. Ez egy léptetőmotor sebességváltókkal és tekercsekkel. Alkatrészei nyomtatóra nyomtathatók. A tekercselés sebessége állítható, hogy a szalagnak legyen ideje kellően felmelegedni és alakot váltani.
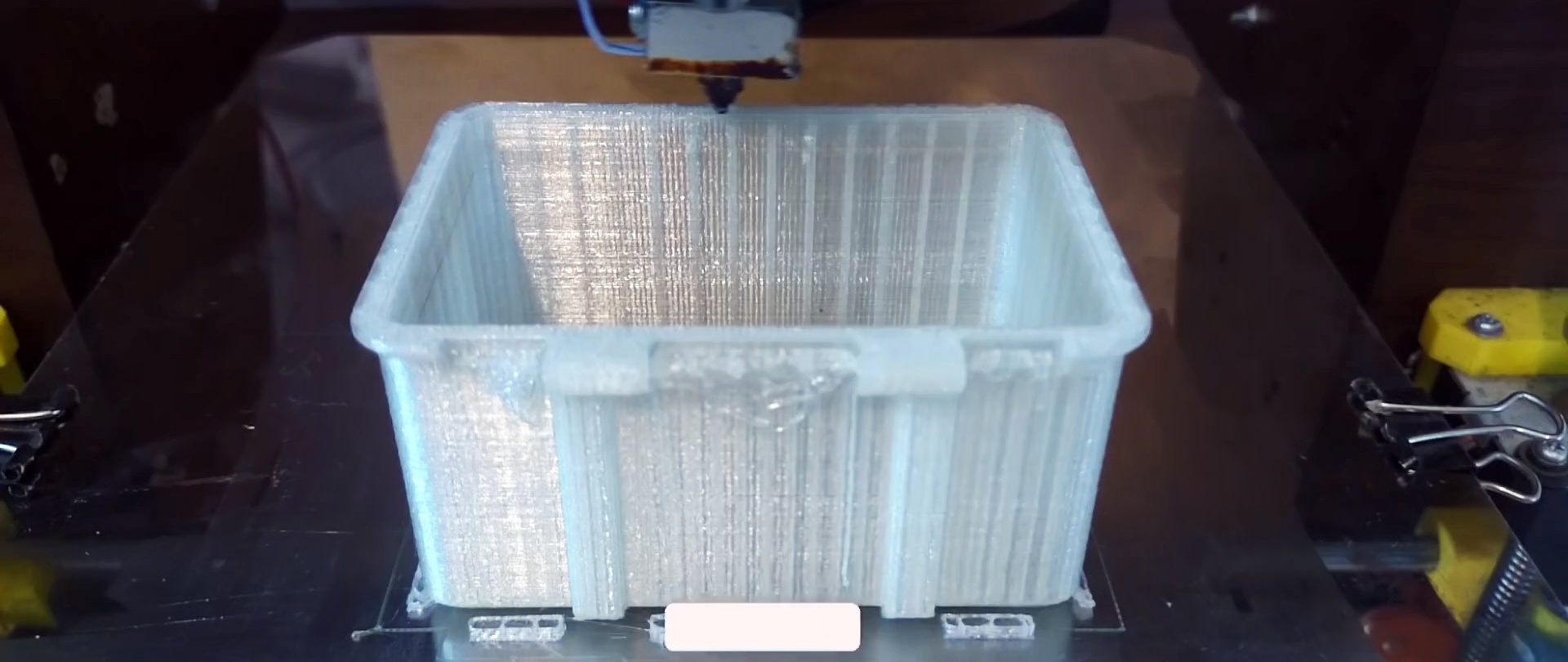
Ahhoz, hogy a rúd hosszú legyen, a szalagokat a gyártás előtt össze lehet ragasztani, a végeit +270-280 Celsius fokra melegítve. A kapott izzószál tökéletesen nyomtat, ha a hőmérsékletet +250-260 Celsius fokra állítják.
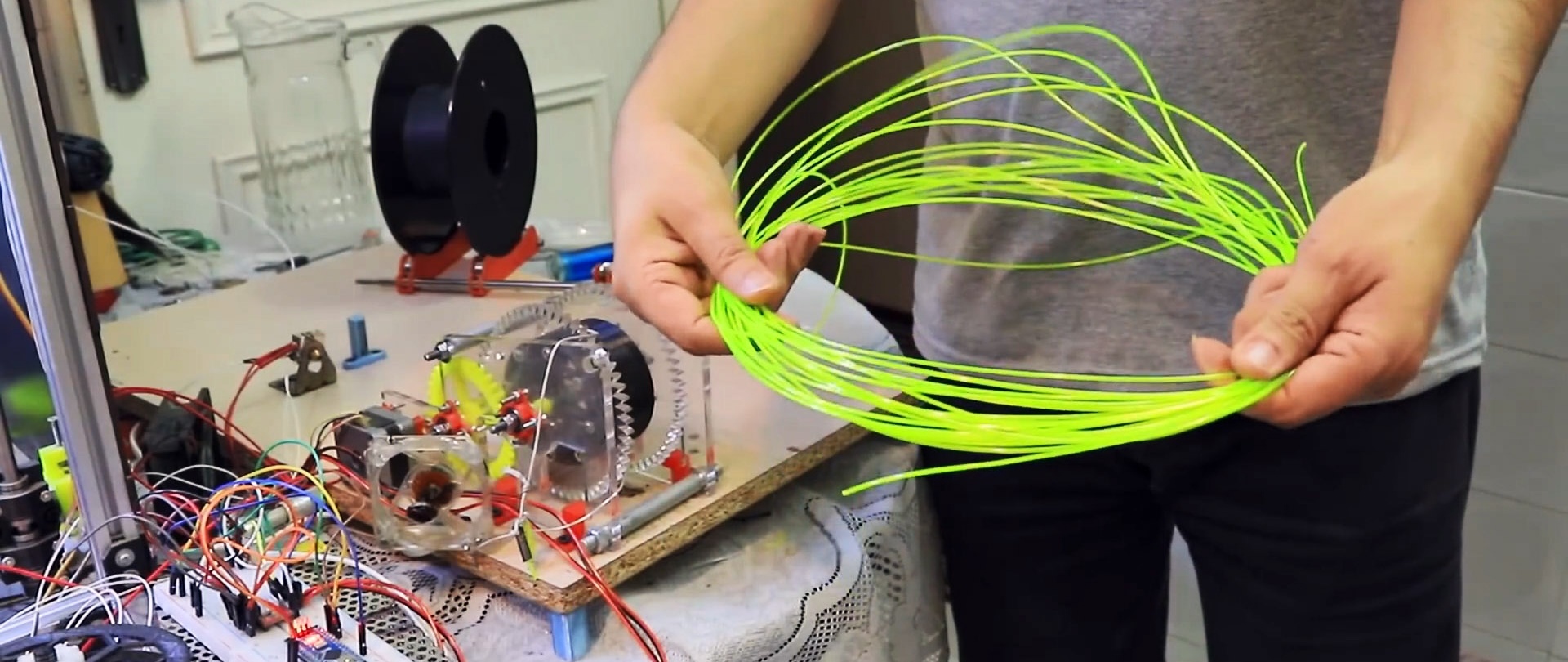
A gyártáshoz szükséges minden berendezés kézműves módon elkészíthető. Nincsenek rá különleges követelmények, kivéve a beállítási lehetőséget. A fűtőberendezésnél ez a megfelelő hőmérséklet, a tekercselési mechanizmusnál pedig a tekercs forgási sebessége. Ennek eredményeként szó szerint kiváló minőségű izzószálat kaphat a szemétből.
Ha a szalag egyenes, és az lesz, ha először kiegyenesíti az üveget, akkor az ilyen rúddal történő nyomtatás minősége ideális.