Az alumínium alkatrész helyreállítása hegesztéssel
Egyes alumíniumötvözetek, amelyekből különböző alkatrészek készülnek, hajlamosak a rideg törésre. Ebben az esetben, ha túlzott erőt fejtenek ki a termékre, egy meglehetősen lenyűgöző darab letörhet róla. Úgy tűnik, hogy egy alkatrész helyreállítása ilyen meghibásodás után lehetetlen. De ha speciális elektródákat használ az alumínium felületkezeléséhez, az alkatrészek második életet kaphatnak. Ehhez elegendő az alapvető hegesztési ismeretek birtoklása.

Szükség lesz
Anyagok és eszközök:
- alumínium szíjtárcsa sérült agyvel;
- egy darab kerek rozsdamentes acélcső;
- elektródák alumínium hegesztéshez - http://alii.pub/5nyy46
- fém kefe;
- hegesztö felszerelés;
- köszörű és fúró.
Az alumínium alkatrész helyreállításának folyamata alumínium elektródákkal történő hegesztéssel
Az ilyen helyreállításhoz tapasz vagy tapasz hegesztési technológiát alkalmaznak. Ebben az esetben az acél vagy öntöttvas termékek hegesztésére tervezett elektródák nem alkalmasak. Alumínium elektródák szükségesek.
Alumínium ötvözetből készült szíjtárcsát állítunk helyre, aminek a kerékagyáról ilyen-olyan okból egy elég nagy törött darab repült le.Ehhez a sérült oldalról egy rövid rozsdamentes acél csövet kell behelyezni az agyba, amelynek külső átmérője egybeesik az agy átmérőjével.

Megkezdjük az előkészületeket a sérült alumínium tárcsa helyreállítására. A törött darab után maradt agyon fémkefével megtisztítjuk a kontúrt a por, szennyeződés és az oxidált réteg eltávolítására.
Félretesszük az acél és az öntöttvas elektródáit, és csak az alumíniumhoz használunk. Az agy sérült szakaszának rétegenkénti hegesztését kezdjük el, belső formaépítő felületként rozsdamentes csövet használunk.


A mélyedés részleges hegesztése után távolítsa el a rozsdamentes acél csőszakaszt. Ez egyszerű, mert a folyékony alumínium nincs rozsdamentes acélhoz hegesztve, és sima felülettel rendelkezik. Ezután addig folytatjuk a felületezést, amíg a sérült terület teljesen össze nem hegeszt, és a burkolat valamivel magasabb szintet ér el, mint az agyvég teljes szakaszai.


Kívül köszörűvel, belül fúróval távolítjuk el a felesleges burkolatot úgy, hogy a megmaradt lerakódott alumínium belső és külső átmérője, magassága és falvastagsága megegyezzen az agy sértetlen részének megfelelő méreteivel.


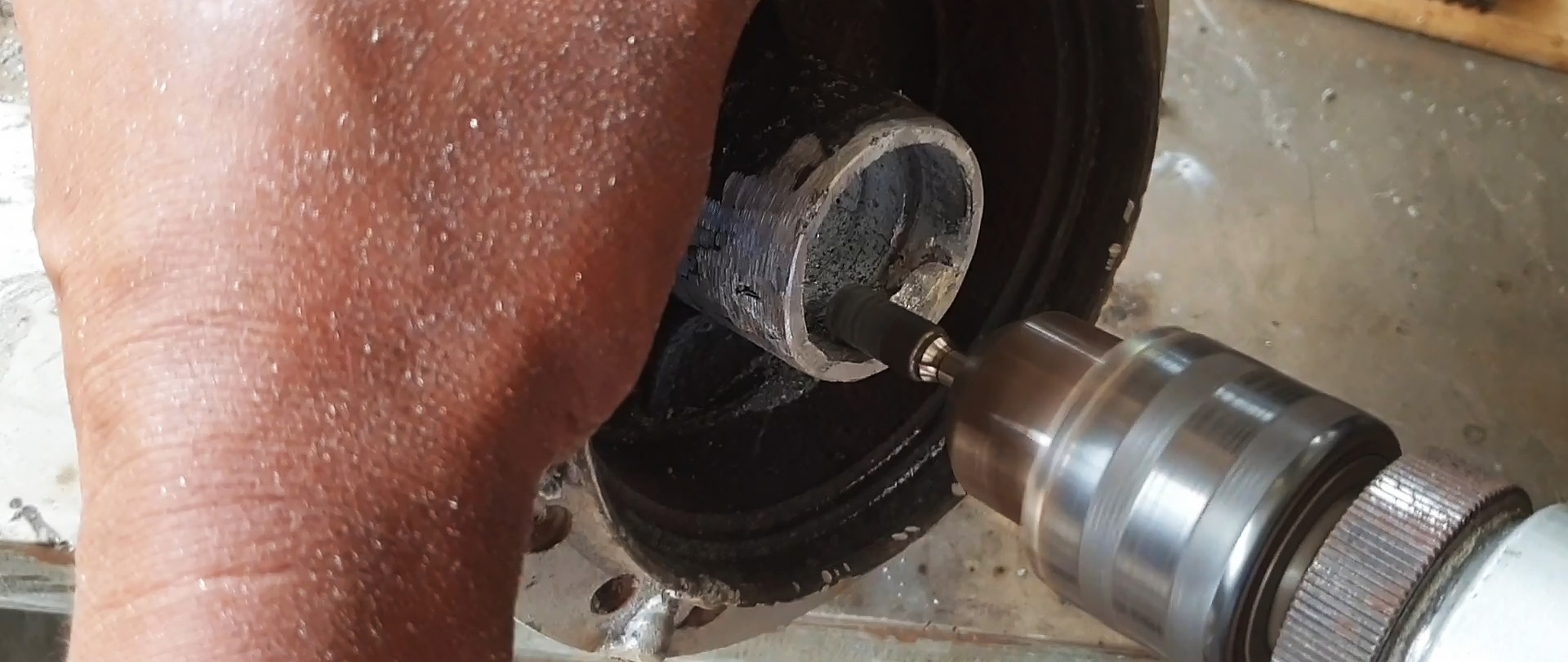
Az alumínium rész teljesen fel lett újítva. Ezután természetesen esztergagépen kell megmunkálni a csapágy ülését.














