Kaip padaryti rakto griovelį ant tekinimo staklių

Paprastai tekinimo staklės naudojamos gręžimui, sriegimui, gręžimui, gilinimui ir gręžimui, tačiau jų galimybės tuo nesibaigia. Siūlau apsvarstyti būdą, kaip jį panaudoti įvorėje išgręžti raktinį griovelį. Tam naudoju 1K62 varžtų pjovimo stakles.

Įrankių komplektas
Norėdami atlikti darbą, be mašinos, jums reikės:
- nuobodus pjaustytuvas;
- pjovimo pjoviklis;
- alyva tepimui.
Žinoma, galima naudoti bet kokį nuobodų pjaustytuvą, atsižvelgiant į rankovės skersmens galimybes. Kalbant apie įpjovimo įrankį, jo skerspjūvis parenkamas taip, kad atitiktų reikiamą griovelio plotį. Tepimo alyva reikalinga tik tada, kai tenka dirbti su kietu metalu. Minkštam plienui, jei naudojamos aukštos kokybės pjaustytuvai, tai nėra būtina, nes nuožulnų gręžimas ir kalimas nesukelia kritinio perkaitimo, o tai gali pagreitinti įrankio pjovimo briaunos dilimą.

Parengiamasis etapas
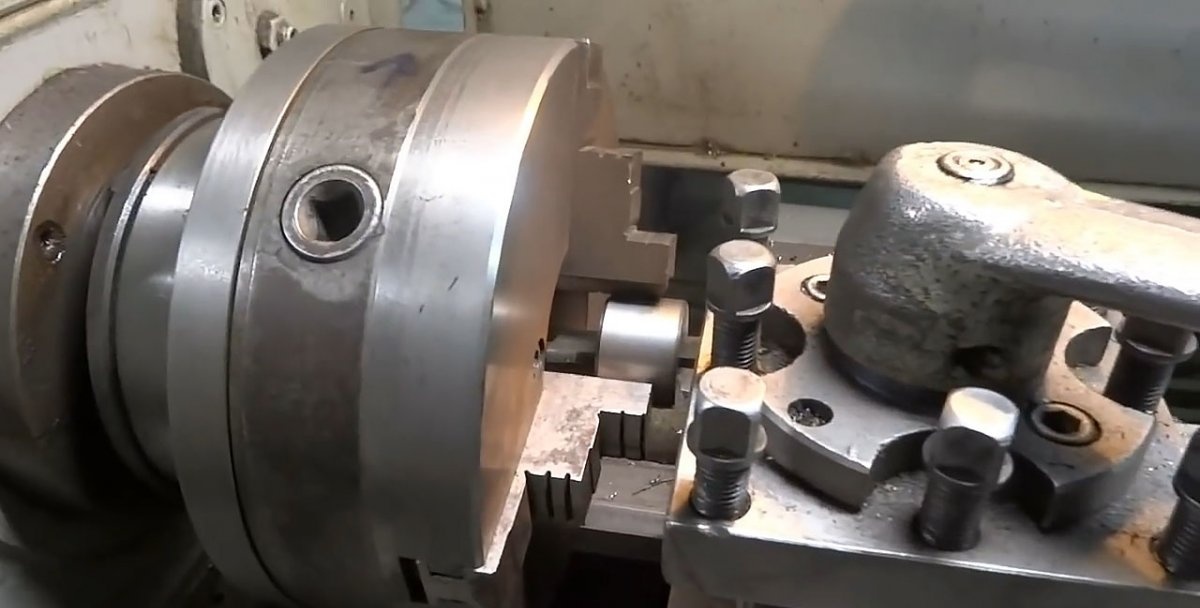
Įvorė sumontuota trijų žandikaulių griebtuvuose. Prieš pradėdami kalti, pirmiausia turite paruošti jo vidinį ir išorinį nuožulnumą gręžimo pjaustytuvu.Jie gaminami tik toje pusėje, iš kurios pateks įpjovimo įrankis. Tai paprastas procesas, pažįstamas net tekintojui mėgėjui, todėl jo nereikia atskirai apsvarstyti.

Paruošę mašinos nuožulnes, turite nustatyti mažiausią greitį, kad suklys nesisuktų. Daugelyje mašinų žandikaulių griebtuvas gali suteikti laisvumo esant apkrovai, todėl tokiu atveju būtina sumontuoti tarpiklį. Norėdami tai padaryti, po juo padėkite tinkamo aukščio varžtą ir veržlę. Ją atsukant, atramos ilgis padidėja, todėl jis tvirtai prispaudžiamas prie kasetės, taip pašalinant riedėjimą.

Pjovimo pjoviklis lengvai prispaudžiamas įrankio laikiklyje. Jis sulygiuoja įvorę centre, po to reikia tiksliai sureguliuoti. Norėdami tai padaryti, jis įkišamas į įvorę, judant išilgai su apkaba išilgai slankiklio. Susidaręs įbrėžimas turi eiti palei įvorės angą nuo vieno krašto iki kito. Pjūvio linijoje neturėtų būti atkarpos be įbrėžimų. Jei jis egzistuoja, tai rodo, kad yra iškraipymas. Kai pjaustytuvas yra tinkamai padėtas, jis turi būti labai tvirtai prispaustas, nes apkrova kalimo metu yra daug didesnė nei atliekant standartinius tekinimo darbus.
Kalimo procesas
Kadangi įvorė viduje turi savo spindulį, prieš pradedant matuoti griovelio gylį, būtina jį nupjauti, kad būtų gautas lygus plotas, kuris bus nulinis atskaitos taškas. Norėdami tai padaryti, naudodamas suportą, perkelkite pjaustytuvą įvorės viduje išilgai išilginio slydimo, pašalindamas geriausias metalo drožles. Kai jis grįš į pradinę padėtį, pjovimo kraštą priartinu išilgai skersinio slydimo prie rankovės korpuso 0,1 mm. Vėl atlieku išilginį judesį išilgai vežimo. Kartoju procesą, kol latakas praranda spindulį. Kai tik jis išeis, tai bus nulinis atskaitos taškas.

Dabar pradedu kalti rakto griovelį. Mano atveju jo gylis turėtų būti 2,6 mm. Naudojant 0,1 mm žingsnius, tokiam gyliui pasiekti prireiktų 26 pjovimo judesių.


Pagilinus griovelį 2,6 mm, nekeičiant ciferblato nustatymų, reikia atlikti dar kelis kartotinius frezos judesius, kad išvalytumėte plokštumą nuo smulkių įdubimų. Tada įvorė nuimama iš kasetės. Antrasis jo galas yra gana grubus, tačiau tai lengvai išsprendžiama. Gręžimo pjoviklis vėl įmontuojamas į įrankių laikiklį, pašalinamos tvarkingos nuožulnos. Po to rankovę galima naudoti pagal paskirtį.
Kalimas tekinimo staklėmis yra ilgas, nors ir nesudėtingas procesas. Mano atveju suporto išilginis judėjimas yra motorizuotas, todėl viskas atliekama palyginti greitai. Taip pat galima padaryti griovelį biudžetinėse mašinose su rankine pavara, tačiau šiuo atveju tai užtruks daug daugiau laiko.
Žiūrėti video įrašą
Panašios meistriškumo klasės






Ypatingai įdomu






Komentarai (5)
