Plastikinių detalių formavimas namuose. Lengva kaip pyragas
Liejimo gaminių gamyba naudojant šiuolaikines medžiagas tapo gana prieinama, gana paprasta ir nebrangi. Apsvarstykite galimybę naudoti poliuretaną liejimui ir silikoną, kad sukurtumėte formą.
Reikės
Savo darbui naudosime gana prieinamas ir nebrangias medžiagas ir gaminius:
- silikonas "ELASTOLUX-M" formoms gaminti;
- silikonas "ELASTOFORM" pagrindo gamybai;
- separatorius žibalo arba vazelino pagrindu;
- lenkimas formai, kurios bendras svoris 1 kg;
- liejamas poliuretanas "UNIKAT 9" (pagrindas, A dalis);
- kietiklis (B dalis);
- Tikslios svarstyklės;
- plastikinis stiklas.
Poliuretano gaminių liejimo į silikonines formas technologija
Visų pirma, 3D spausdintuvu turite atspausdinti pagrindinį modelį su vartų sistema. Arba paimkite gatavą dalį, kurią reikia pakartoti, įklijuokite dantų krapštukus į sruogų vaidmenį. Jo prireiks norint pagaminti daugkartinio naudojimo silikoninę formą.

Tam naudojame silikoną, kuris yra labai elastingas ir pakankamai patvarus.10-15 mm storio pagrindo pagrindui tinka pigesnis dvikomponentis ELASTOFORM tipo silikonas.
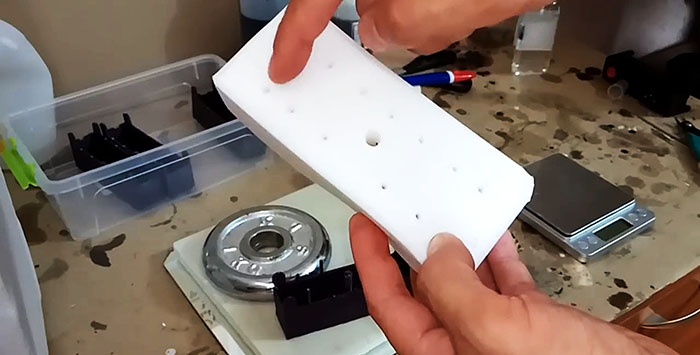
Pagaminta silikoninė forma.

Kaip vyksta liejimo procesas?
Silikono formą dedame ant pagrindo. Jei jis bus naudojamas pakartotinai, periodiškai sutepkite jį separatoriumi žibalo arba vazelino pagrindu.
Silikono formą ant viršaus spaudžiame išsklaidyta apkrova (slėgiu), sveriančia iki kilogramo. Kad liejimo medžiaga būtų pilama tiksliai ir greitai, naudojame popierinį piltuvą. Po to galime manyti, kad forma yra paruošta liejimui.

Užpildymui imame pigiausią lietinį poliuretaną “UNIKAT 9” (A dalis) ir kietiklį (B dalis), kuriuos sumaišome santykiu 1:0,6.

Kokybiškam maišymui reikalingos tikslios svarstyklės ir plastikinis puodelis. Prie pagrindo galite pridėti bet kokios spalvos dažų, kurie parduodami atskirai. 1 kg poliuretano reikia 90-100 lašų dažų.


22 gramus skysto poliuretano ir 13,2 gramo kietiklio supilkite į stiklinę ant skalės ir gerai maišykite 30 sekundžių, ne ilgiau, nes ji jau pradės kietėti. Maišydami pajusime, kad stiklas įkaista, vadinasi, prasidėjo polimerizacijos procesas. Mišinys paruoštas pilti.
Pilame mišinį be pertraukos, kol iš sruogų išeis skystas poliuretanas. Pirminis kietėjimas užtruks apie dvi minutes, o pilnas – 10-15 min., tačiau geriau įdarą formoje palaikyti 20-30 min.

Po pusvalandžio pradedame išimti poliuretano liejinį iš silikoninės formos.


Pirmiausia nulaužiame popierinį piltuvą su jame sustingusiu poliuretano pertekliumi, tada perteklių, išsikišusį iš sruogų, kartu su „kojomis“. Taip mums bus lengviau išimti išlietą gaminį iš formos.
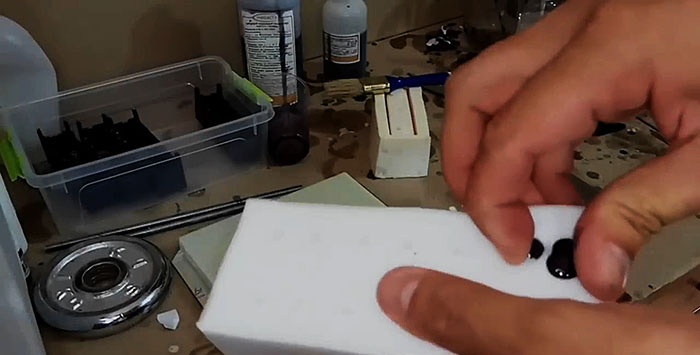
Be to, silikoninė forma yra labai lanksti, todėl iš jos lengva ir be jokių sunkumų nuimti liejinį.


Belieka tik lengvai apdirbti skylutes, nulaužti ar nupjauti sruogelius ir išgręžti skyles grąžtu. Po to išlietas gaminys praktiškai nesiskiria nuo pagrindinės formos.
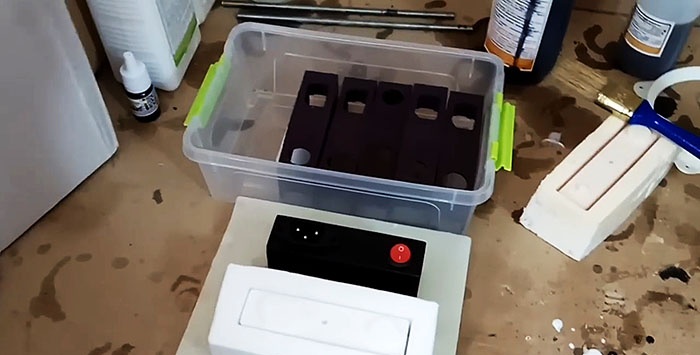
Liejimo metodo ir 3D spausdinimo palyginimas
Liejimas, palyginti su 3D spausdinimu, yra greitas procesas. Tokią dėžutę atspausdinti 3D spausdintuvu užtruks 4,0-4,5 valandos. Tokiu atveju 3D modelis dažnai būna sugedęs ir viską reikia pradėti iš naujo. Liejimo procesas trunka ne ilgiau kaip 30 minučių. Kitas punktas – pigumas. Liejimas yra daugiau nei 3 kartus pigesnis nei 3D spausdinimas.
Žiūrėti video įrašą
Panašios meistriškumo klasės












