Kaip susukti vamzdį ir padaryti gražų antgalį naudojant tekinimo stakles
Tekinimo staklėse, be apdirbimo daugiausia metalinių ruošinių, galima atlikti ir daugybę kitų operacijų, ypač galinio frikcinio suvirinimo arba vamzdžių valcavimo termomechaniniu metodu.
Kaip padaryti gražų antgalį naudojant tekinimo stakles
Abiem šiais atvejais naudojamas seniai žinomas kinetinės arba varomosios energijos konvertavimo į terminę formą procesas. Tai susideda iš to, kad metaliniams ruošiniams ar detalėms trintis vienas į kitą, jų temperatūra pakyla ir pirmiausia gali pasiekti plastiko suminkštėjimo, o vėliau net lydymosi tašką.

Pabandykime panaudoti šią techniką apvalaus vamzdžio valcavimo procesui. Norėdami tai padaryti, įrankio laikiklyje vietoj įprasto pjaustytuvo pritvirtiname standžią plokštę, pagamintą iš karščiui atsparaus plieno, kurios darbiniame gale yra pusiau cilindrinė įduba, kurios skersmuo turi sutapti su išoriniu apskritimo skersmeniu. vamzdis, kurį ketiname valcuoti.
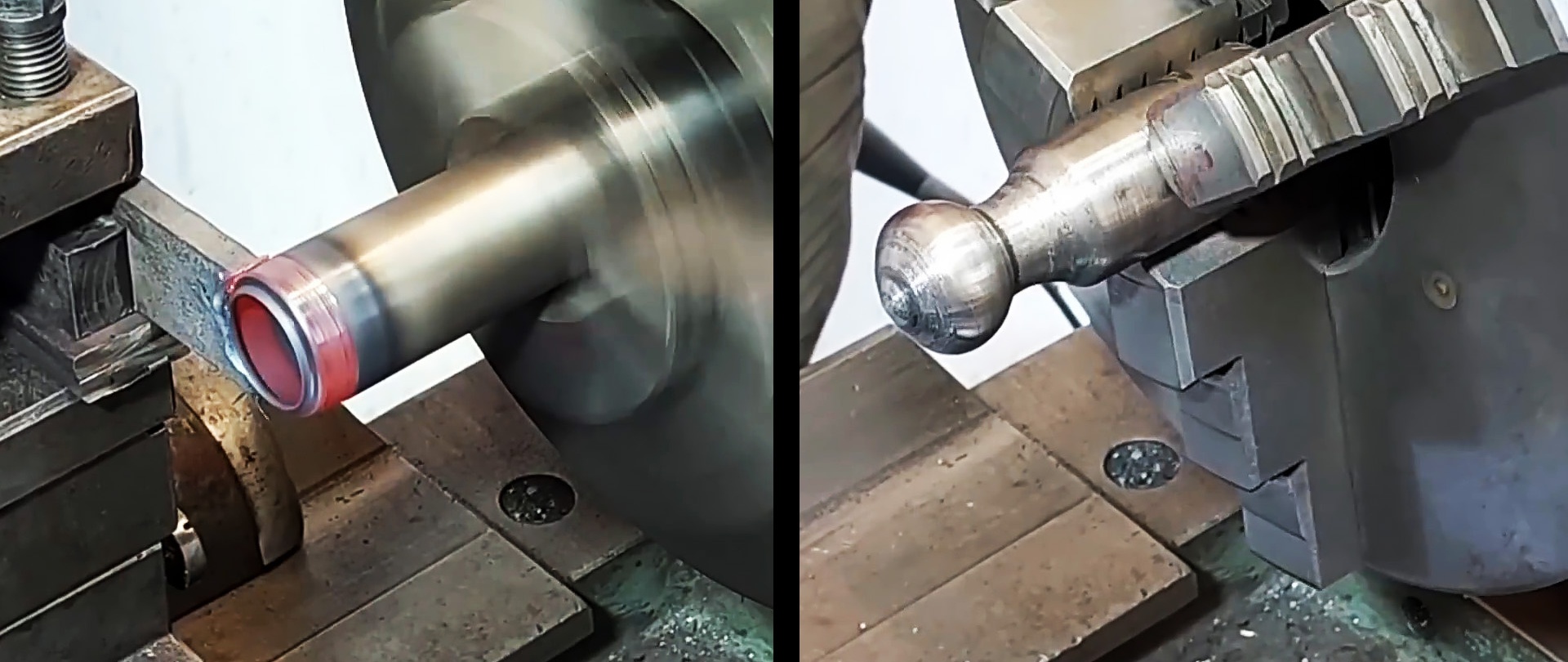
Kad apvalaus vamzdžio galas nepradėtų deformuotis veikiant termomechaniniam poveikiui, prieš įspaudžiant jį į tekinimo staklės griebtuvą, į jį įdedame tinkamo skersmens movinę veržlę ar kažką panašaus.
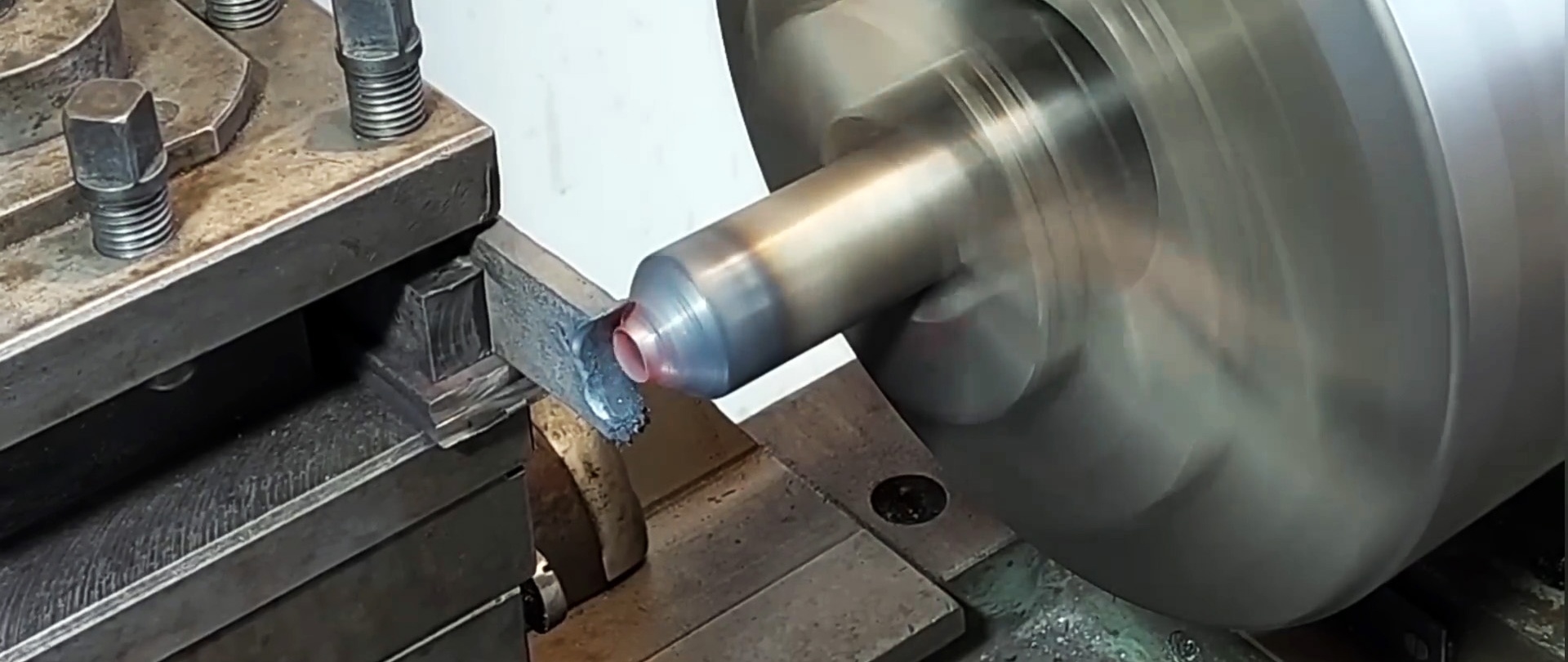
Karščiui atsparios plokštės darbiniame gale esančią įdubą pridedame prie apvalaus vamzdžio ir įjungiame skersinį padavimą. Po trumpo laiko vamzdžio metalas pradės intensyviai kaisti ir taps raudonas. Tokiu atveju vamzdžio metalas suminkštėja gana smarkiai.
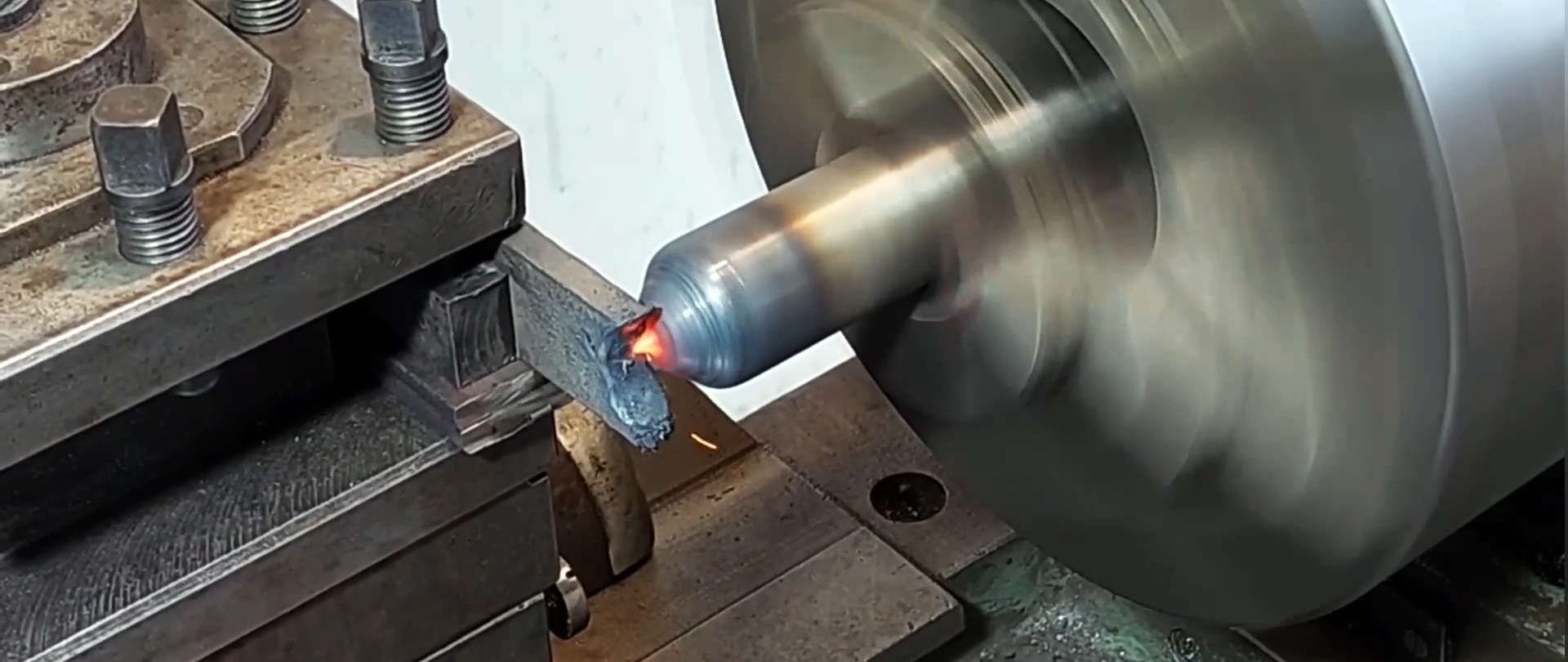
Sujungus skersinį ir išilginį apkabos padavimą, vamzdžio gale gauname tiesų kūgį, kurį palaipsniui transformuojame į beveik puslankį. Tada karščiui atsparios plokštės įdubą atremiame į vamzdžio dalį už galinės galvutės, taip pat, reguliuodami skersinį ir išilginį pastūmą, metalą įkaitiname iki raudonumo ir pirmiausia suformuojame kūgį, o po to beveik pusrutulis.
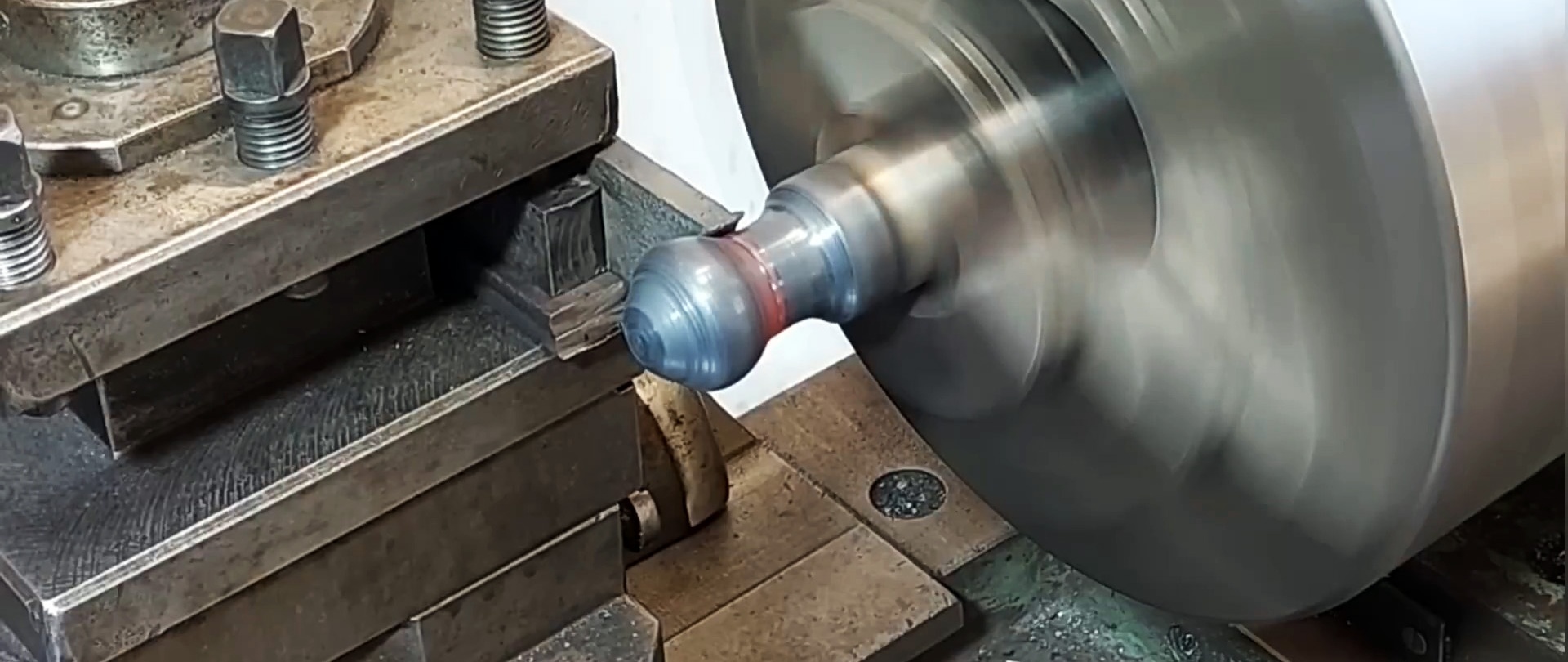
Be to, toliau termiškai ir mechaniškai veikiant susidariusį profilį, pasiekiame idealiai įmanomą sferoidinę formą. Leiskite metalui atvėsti, šiek tiek atleiskite ir vėl sumontuokite vamzdį su maždaug suformuotu sferoidiniu galu.

Rankine dilde pašaliname labiausiai pastebimas žymes, nelygumus ir įbrėžimus. Tada pradedame šlifuoti šlifavimo popieriumi su mažėjančiu grūdėtumu, pirmiausia mažu greičiu ir baigiame šlifuoti paviršių maksimaliu greičiu.


Žiūrėti video įrašą
Panašios meistriškumo klasės












