Alumīnija un vara stieples lodēšanas pavedieni
Tātad, parunāsim par alumīnija lodēšanu. Tie, kas ir saskārušies ar šo uzdevumu, zina, ka alumīniju ir grūti lodēt. Tas ir saistīts ar plānu oksīda plēvi, kas ātri veidojas uz šī metāla virsmas brīvā dabā. Tāpēc alumīnija lodēšanai tiek izmantotas īpašas plūsmas. Alumīnija lodēšanas procesu demonstrēšu, izmantojot stiepļu tinumu alvošanas un lodēšanas piemēru.
Instalējot elektroinstalācijas, es vienmēr dodu priekšroku lodēšanas savienojumiem. Uzskatu, ka šī metode nodrošina labāku elektrisko kontaktu, salīdzinot ar parasto vadu savīšanu bez lodēšanas un nesaspiežot tos uzmavā vai galā.

Mums būs nepieciešams:
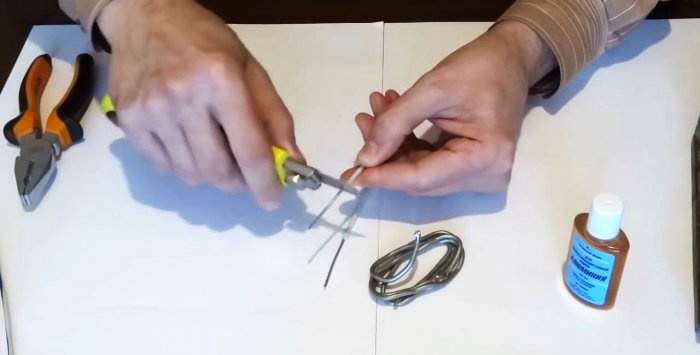
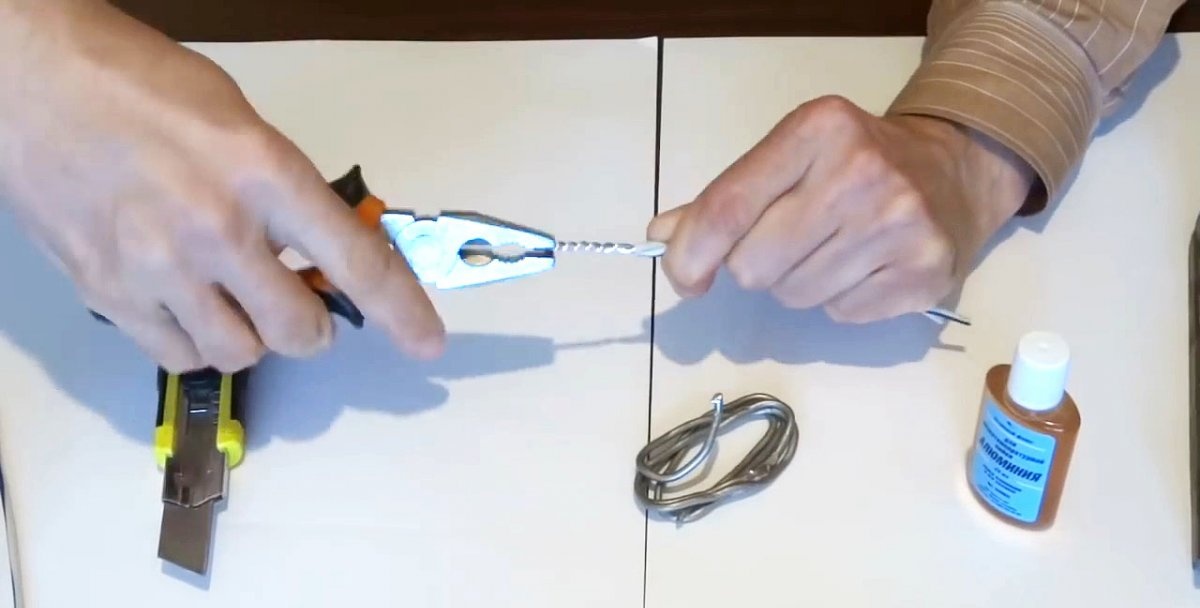
Sāksim ar savītu alumīnija stiepļu lodēšanu.Pirms vadu savīšanas jums jāpārliecinās, vai alumīnija vadītāju virsma ir tīra. Pretējā gadījumā jums ir jānoņem vads ar nazi. Stieples virsmai jābūt gaiši sudrabainai, nevis tumši pelēkai.
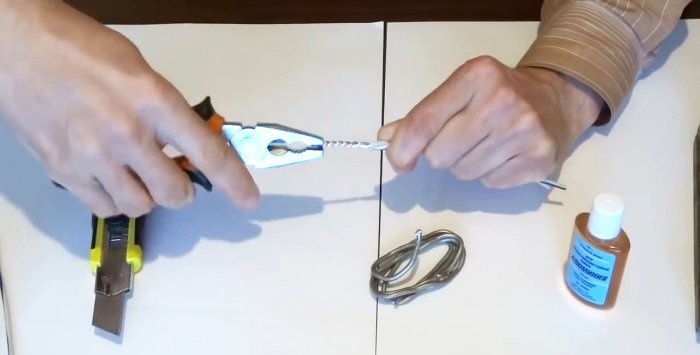
Sagriežam ar knaiblēm.
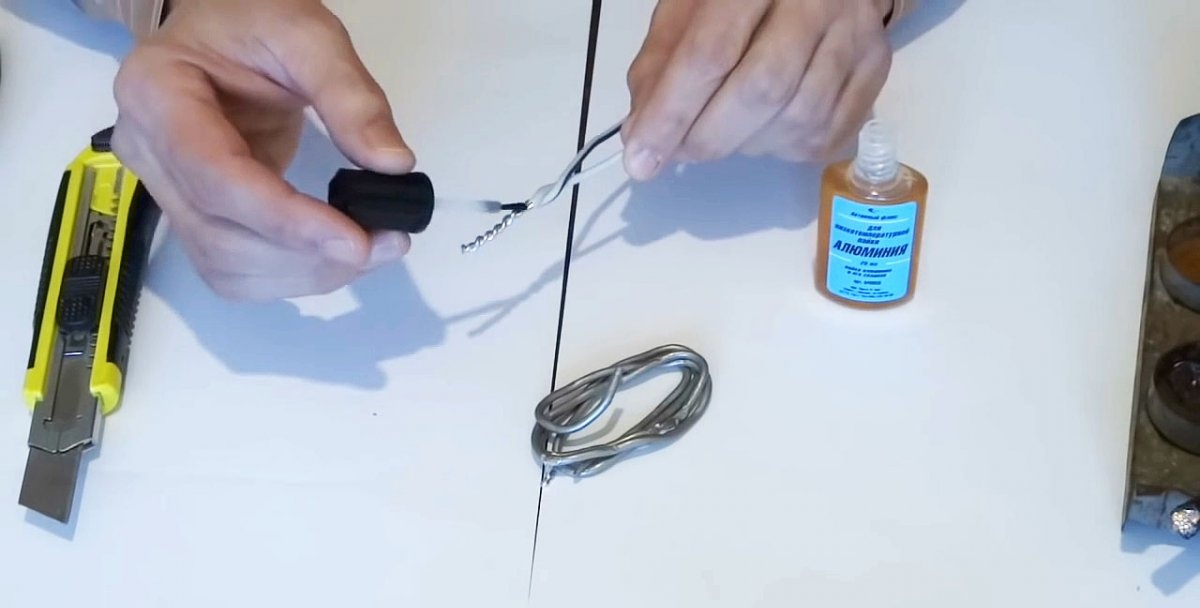
Alumīnija lodēšanai mēs izmantojam īpašu plūsmu. Tam var būt noteikts zīmols F-61A, F-59A, F-64 utt., vai arī to vienkārši var saukt par “plūsmu alumīnija lodēšanai”. 25 ml pudele maksā aptuveni 45 rubļus un kalpos ilgu laiku.

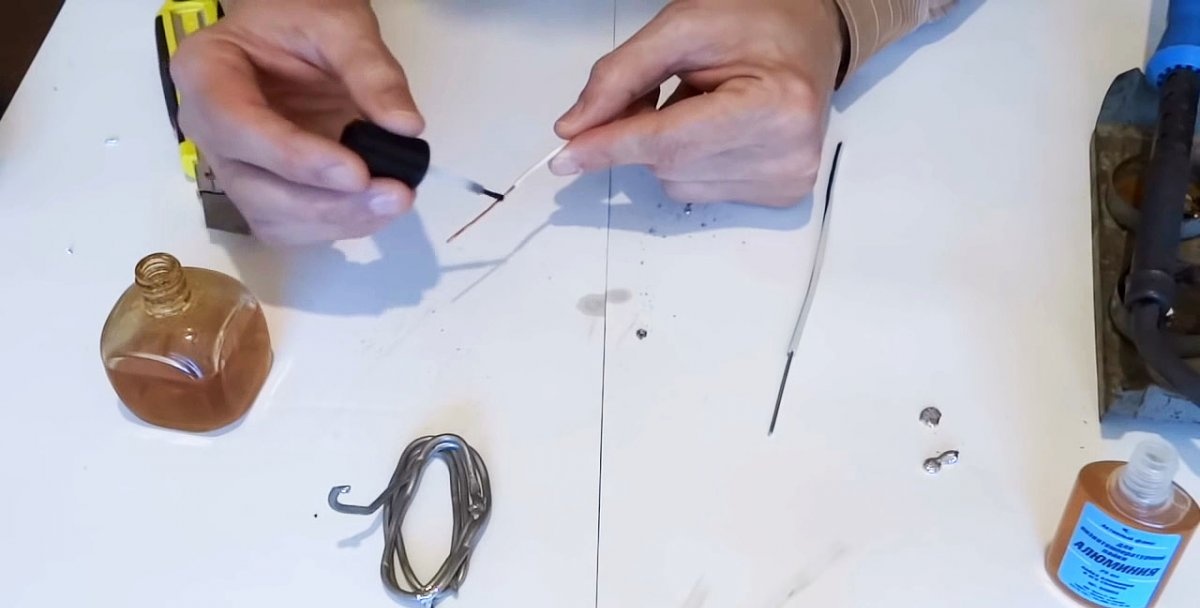
Izmantojot otu, uzklājiet plānu plūsmas kārtu uz vērpjot no visām pusēm.
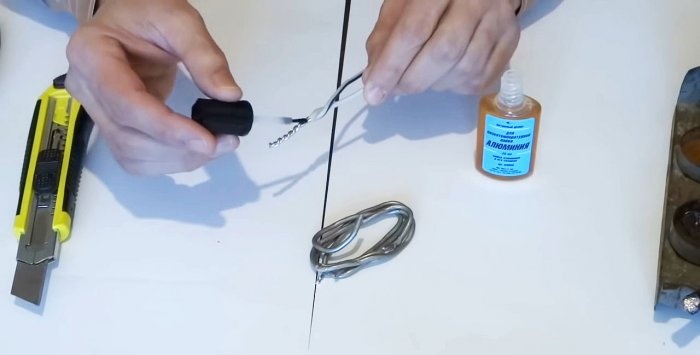
Samitriniet līdz darba temperatūrai uzkarsēto lodāmura galu ar lodmetālu, viegli pieskaroties tam. Noglāstot pagriezienu ar uzgaļa darba virsmu, uzklājiet uz tā lodmetālu.

Lodmetālam un alumīnijam ir līdzīga krāsa, taču tas neliedz novērot, kā lodmetāls izplatās pa vadu virsmu, aizpildot spraugas starp tām. Nevajadzētu pārspīlēt ar lodēšanas daudzumu, pietiek ar plānu kārtiņu uz alumīnija virsmas, jāizvairās no sasalušiem pilieniem.

Vara dzīslas es lodēju tādā pašā veidā, tikai plūsma šajā gadījumā ir kolofonija šķīdums acetonā. Es to gatavoju šādi. Pudelē ieleju apmēram 30 ml acetona un pamazām pievienoju tajā iepriekš pulverī sasmalcinātu kolofoniju. Maisot es panāku pilnīgu kolofonija izšķīšanu. Tā rezultātā šķīdumam vajadzētu iegūt vājas tējas krāsu. Fluksu uzklāju arī ar otu, kolofonija patēriņš ir niecīgs, un, pateicoties acetona plūstamībai, šķīdums iekļūst mazākajās spraugās. Ja izmantojat neizšķīdinātu kolofoniju, tas neizdodas tik glīti; tad pārpalikums ir jānoņem.

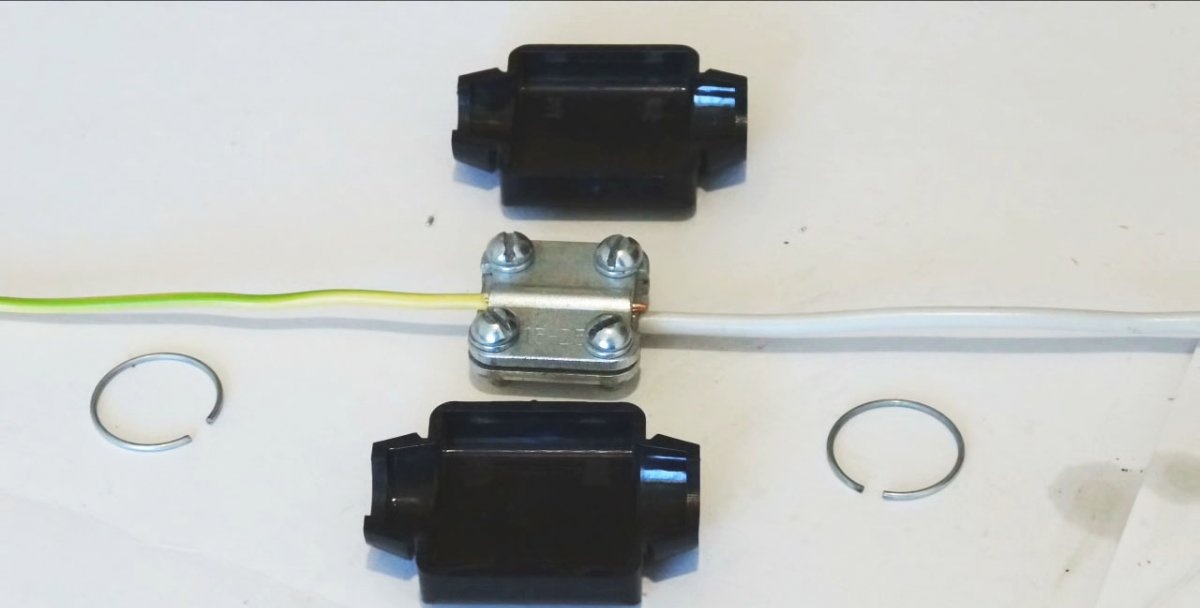
Uzstādot elektroinstalāciju, ir aizliegts tieši savienot vadus ar strāvas vadiem, kas izgatavoti no vara un alumīnija. Šo metālu saskarsmē elektroķīmisko procesu rezultātā veidojas oksīda plēve, kas palielina kontakta pretestību. Mitruma klātbūtne aktivizē reakciju. Tā rezultātā krustojums sāk uzkarst, kas vēl vairāk paātrina korozijas procesu. Varš un alumīnijs ir savienoti caur trešo metālu. Parasti tiek izmantots bultskrūvju savienojums ar tērauda paplāksni, kas uzstādīta starp vadiem, vai īpašas skavas, kas novērš tiešu vadu saskari.


Ja ir nepieciešams savienot vadus ar vara un alumīnija vadītājiem, es rīkojos šādi.

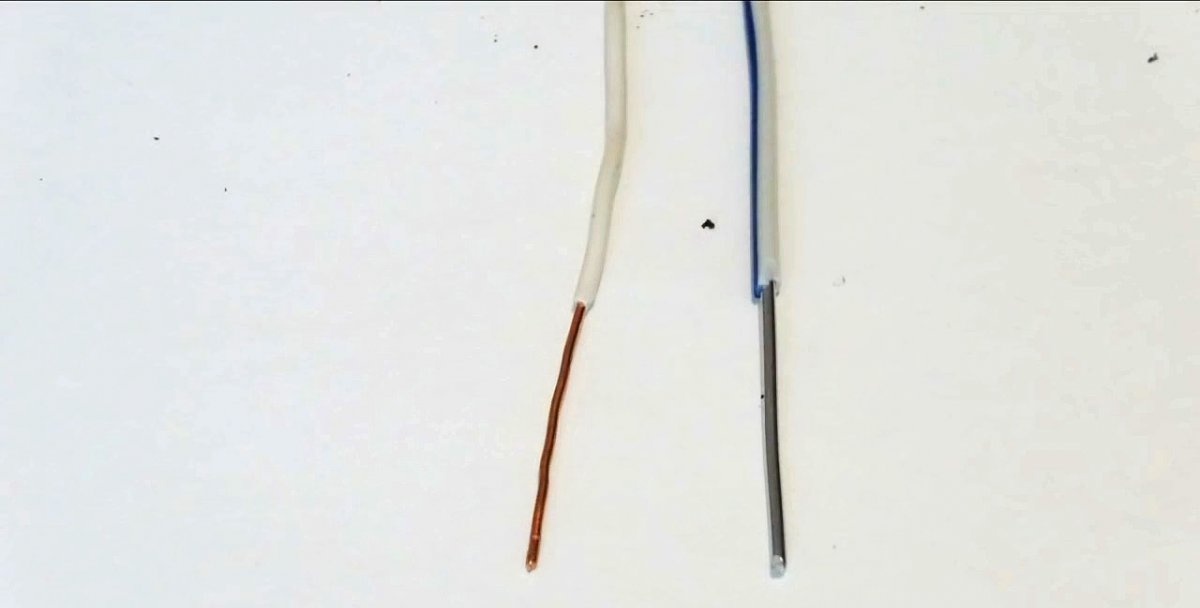
Vara un alumīnija vadus, kas jāsavieno, iepriekš skārdu, tas ir, pārklāju ar plānu lodēšanas kārtu.

Tajā pašā laikā es izmantoju atšķirīgu plūsmu katram metālam, bet es izmantoju to pašu lodmetālu. Pēc tam sagriežu vadus un pielodēju vijumu no ārpuses. Rezultātā vara un alumīnija vadi tiek savienoti caur lodēšanas slāni, kas tos atdala. Lodmetālā iekļautā alva un svins ir ķīmiski neitrāli pret varu un alumīniju, kas novērš elektroķīmiskās korozijas rašanos. Ārējais lodēšanas slānis, kas uzklāts uz vijuma, noblīvē kontaktu un aizsargā to no ārējām ietekmēm.

Dažreiz jūs varat dzirdēt viedokli, ka lodēšanas pagriezieni rada potenciālu apdraudējumu. Tiek uzskatīts, ka tad, kad vijums ir pārkarsēts, lodmetāls kūst un, pilot, bojā citu vadu izolāciju. Noskaidrosim šo.
Pati vērpjot, it īpaši, ja tas ir pielodēts, nodrošina elektriskā kontakta laukumu, kas ir vairākas reizes lielāks par galvenā vada šķērsgriezumu.Tas nozīmē, ka tad, kad elektroinstalācija ir pārslogota, pagrieziena sildīšana būs minimāla. Šajā gadījumā vads pārkarst visā tā garumā, kas var izraisīt izolācijas kušanu daudz agrāk nekā lodēšanas kušana. Šīs situācijas iemesls nav vērpšana vai lodēšana, bet gan ķēdes pārtraucēja trūkums vai tā nepareiza izvēle.
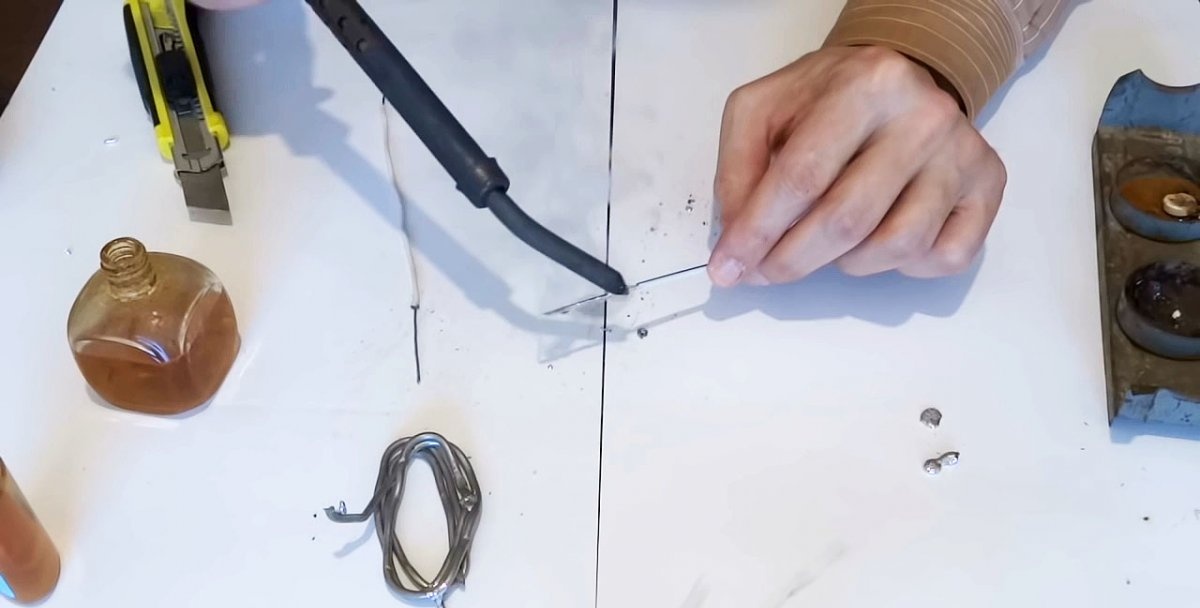
Runājot par izkausētā lodmetāla “destruktīvo” iedarbību, lodēšanas procesā var pārliecināties, ka tā pilieni, kas nejauši nokrīt no lodāmura uzgaļa, pat neizdeg cauri avīzē uz galda.
Veicot lodēšanu, ievērojiet pamata drošības noteikumus. Darbs ar elektrisko lodāmuru ir saistīts ar šādām briesmām:
Instalējot elektroinstalācijas, es vienmēr dodu priekšroku lodēšanas savienojumiem. Uzskatu, ka šī metode nodrošina labāku elektrisko kontaktu, salīdzinot ar parasto vadu savīšanu bez lodēšanas un nesaspiežot tos uzmavā vai galā.

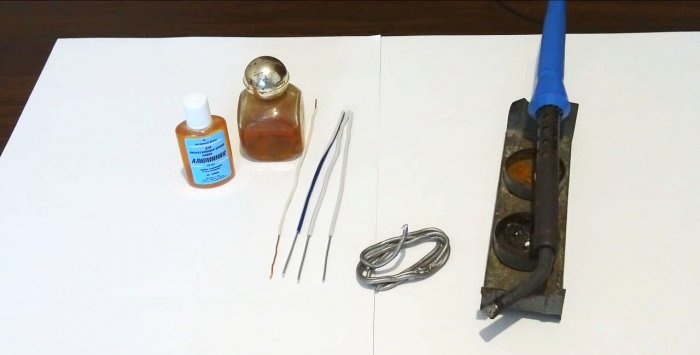
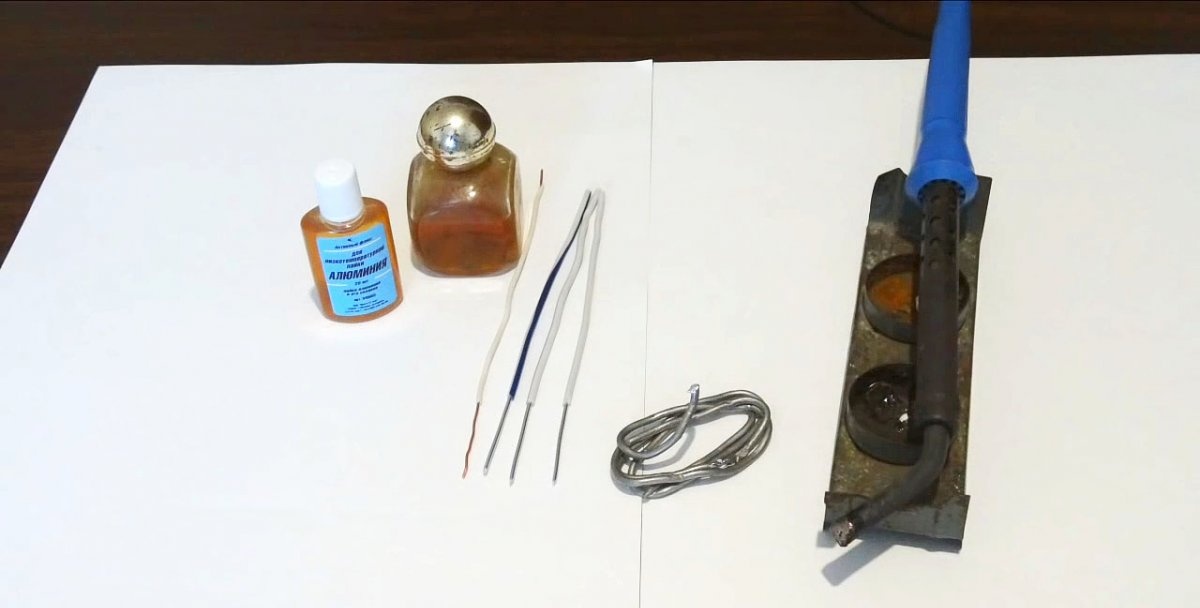
Nepieciešamie instrumenti un materiāli
Mums būs nepieciešams:
- parasts lodāmurs ar jaudu 40 vati;
- nazis vadu noņemšanai un noņemšanai;
- plūsma alumīnija lodēšanai (F-61A, F-59A, F-64 utt.);
- kolofonija šķīdums acetonā vai spirtā;
- svina-alvas lodēt;
- alumīnija un vara stiepļu apgriešana ar šķērsgriezumu 2,5 - 4 kvadrātmetri. mm.
Sāksim lodēt
Vītu alumīnija stiepļu lodēšana
Sāksim ar savītu alumīnija stiepļu lodēšanu.Pirms vadu savīšanas jums jāpārliecinās, vai alumīnija vadītāju virsma ir tīra. Pretējā gadījumā jums ir jānoņem vads ar nazi. Stieples virsmai jābūt gaiši sudrabainai, nevis tumši pelēkai.
Sagriežam ar knaiblēm.
Alumīnija lodēšanai mēs izmantojam īpašu plūsmu. Tam var būt noteikts zīmols F-61A, F-59A, F-64 utt., vai arī to vienkārši var saukt par “plūsmu alumīnija lodēšanai”. 25 ml pudele maksā aptuveni 45 rubļus un kalpos ilgu laiku.

Izmantojot otu, uzklājiet plānu plūsmas kārtu uz vērpjot no visām pusēm.
Samitriniet līdz darba temperatūrai uzkarsēto lodāmura galu ar lodmetālu, viegli pieskaroties tam. Noglāstot pagriezienu ar uzgaļa darba virsmu, uzklājiet uz tā lodmetālu.
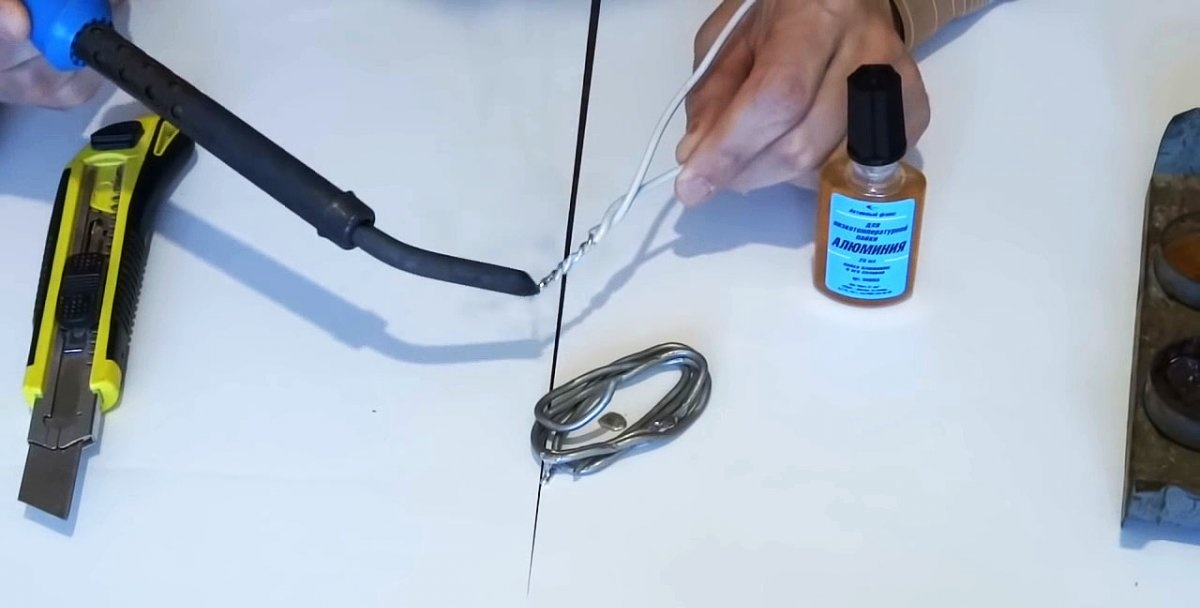
Lodmetālam un alumīnijam ir līdzīga krāsa, taču tas neliedz novērot, kā lodmetāls izplatās pa vadu virsmu, aizpildot spraugas starp tām. Nevajadzētu pārspīlēt ar lodēšanas daudzumu, pietiek ar plānu kārtiņu uz alumīnija virsmas, jāizvairās no sasalušiem pilieniem.
Lodēšanas vara vērpjot

Vara dzīslas es lodēju tādā pašā veidā, tikai plūsma šajā gadījumā ir kolofonija šķīdums acetonā. Es to gatavoju šādi. Pudelē ieleju apmēram 30 ml acetona un pamazām pievienoju tajā iepriekš pulverī sasmalcinātu kolofoniju. Maisot es panāku pilnīgu kolofonija izšķīšanu. Tā rezultātā šķīdumam vajadzētu iegūt vājas tējas krāsu. Fluksu uzklāju arī ar otu, kolofonija patēriņš ir niecīgs, un, pateicoties acetona plūstamībai, šķīdums iekļūst mazākajās spraugās. Ja izmantojat neizšķīdinātu kolofoniju, tas neizdodas tik glīti; tad pārpalikums ir jānoņem.

Vītā vara un alumīnija stieple
Uzstādot elektroinstalāciju, ir aizliegts tieši savienot vadus ar strāvas vadiem, kas izgatavoti no vara un alumīnija. Šo metālu saskarsmē elektroķīmisko procesu rezultātā veidojas oksīda plēve, kas palielina kontakta pretestību. Mitruma klātbūtne aktivizē reakciju. Tā rezultātā krustojums sāk uzkarst, kas vēl vairāk paātrina korozijas procesu. Varš un alumīnijs ir savienoti caur trešo metālu. Parasti tiek izmantots bultskrūvju savienojums ar tērauda paplāksni, kas uzstādīta starp vadiem, vai īpašas skavas, kas novērš tiešu vadu saskari.

Ja ir nepieciešams savienot vadus ar vara un alumīnija vadītājiem, es rīkojos šādi.

Vara un alumīnija vadus, kas jāsavieno, iepriekš skārdu, tas ir, pārklāju ar plānu lodēšanas kārtu.
Tajā pašā laikā es izmantoju atšķirīgu plūsmu katram metālam, bet es izmantoju to pašu lodmetālu. Pēc tam sagriežu vadus un pielodēju vijumu no ārpuses. Rezultātā vara un alumīnija vadi tiek savienoti caur lodēšanas slāni, kas tos atdala. Lodmetālā iekļautā alva un svins ir ķīmiski neitrāli pret varu un alumīniju, kas novērš elektroķīmiskās korozijas rašanos. Ārējais lodēšanas slānis, kas uzklāts uz vijuma, noblīvē kontaktu un aizsargā to no ārējām ietekmēm.

Dažreiz jūs varat dzirdēt viedokli, ka lodēšanas pagriezieni rada potenciālu apdraudējumu. Tiek uzskatīts, ka tad, kad vijums ir pārkarsēts, lodmetāls kūst un, pilot, bojā citu vadu izolāciju. Noskaidrosim šo.
Pati vērpjot, it īpaši, ja tas ir pielodēts, nodrošina elektriskā kontakta laukumu, kas ir vairākas reizes lielāks par galvenā vada šķērsgriezumu.Tas nozīmē, ka tad, kad elektroinstalācija ir pārslogota, pagrieziena sildīšana būs minimāla. Šajā gadījumā vads pārkarst visā tā garumā, kas var izraisīt izolācijas kušanu daudz agrāk nekā lodēšanas kušana. Šīs situācijas iemesls nav vērpšana vai lodēšana, bet gan ķēdes pārtraucēja trūkums vai tā nepareiza izvēle.
Runājot par izkausētā lodmetāla “destruktīvo” iedarbību, lodēšanas procesā var pārliecināties, ka tā pilieni, kas nejauši nokrīt no lodāmura uzgaļa, pat neizdeg cauri avīzē uz galda.
Secinājums
Veicot lodēšanu, ievērojiet pamata drošības noteikumus. Darbs ar elektrisko lodāmuru ir saistīts ar šādām briesmām:
- elektriskās strāvas trieciens, ja tas darbojas nepareizi (fāzes sadalījums uz korpusa un lodāmura gala);
- iespēja gūt apdegumus (svina-alvas lodmetālu kušanas temperatūra ir aptuveni 200°C).
Skatīties video
Līdzīgas meistarklases






Īpaši interesanti






Komentāri (22)
