Thuis kunststof onderdelen gieten. Zo makkelijk als taart
De vervaardiging van gietproducten met moderne materialen is vrij toegankelijk, vrij eenvoudig en goedkoop geworden. Overweeg de mogelijkheid om polyurethaan te gebruiken voor het gieten en siliconen om de mal te maken.
Zal nodig hebben
Voor ons werk zullen we vrij toegankelijke en goedkope materialen en producten gebruiken:
- siliconen "ELASTOLUX-M" voor het maken van mallen;
- siliconen "ELASTOFORM" voor de vervaardiging van het substraat;
- separator op basis van kerosine of vaseline;
- buigen voor de mal met een totaalgewicht van 1 kg;
- gieten van polyurethaan "UNIKAST 9" (basis, deel A);
- verharder (deel B);
- precisieweegschalen;
- plastic glas.
Technologie voor het gieten van polyurethaanproducten in siliconenmallen
Allereerst moet je een mastermodel printen met een poortsysteem op een 3D-printer. Of neem een afgewerkt onderdeel dat moet worden herhaald, lijm tandenstokers in de rol van spruw. Het is nodig om een herbruikbare siliconen mal te maken.

Hiervoor gebruiken we siliconen, die zeer elastisch en voldoende duurzaam zijn.Voor een basissubstraat met een dikte van 10-15 mm zijn goedkopere tweecomponentensiliconen van het type ELASTOFORM geschikt.
Siliconen mal gemaakt.

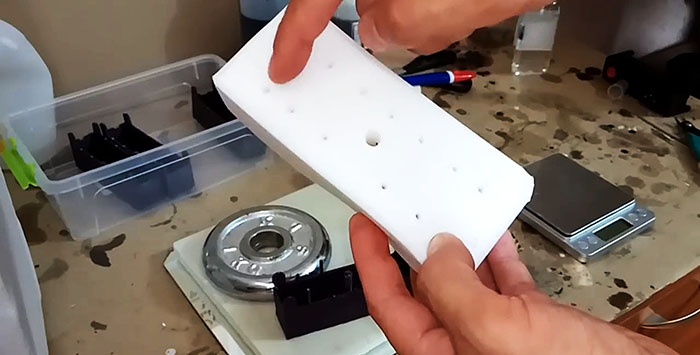
Hoe werkt het gietproces?
We plaatsen de siliconen mal op het substraat. Als het herhaaldelijk wordt gebruikt, smeer het dan periodiek met een afscheider op basis van kerosine of vaseline.
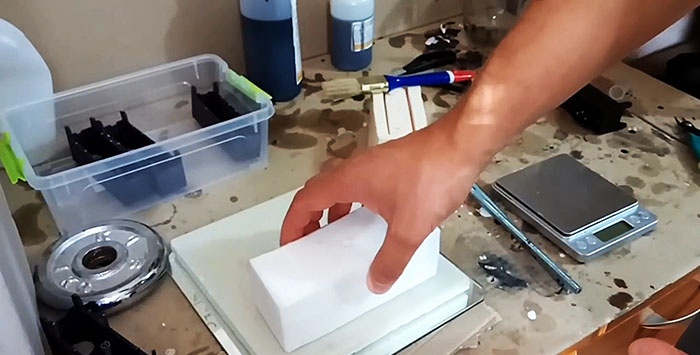
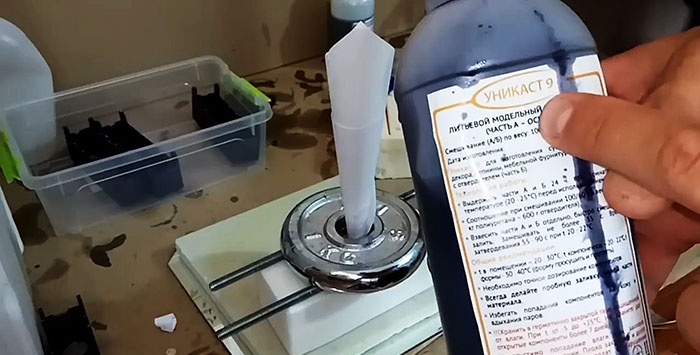
We drukken de siliconen mal erop met een verspreide belasting (druk) van maximaal één kilogram. Om ervoor te zorgen dat het gietmateriaal nauwkeurig en snel wordt gegoten, maken wij gebruik van een papieren trechter. Daarna kunnen we ervan uitgaan dat de mal gereed is voor het gieten.

Voor het vullen nemen we het goedkoopste gietpolyurethaan “UNIKAST 9” (deel A) en verharder (deel B), die we mengen in een verhouding van 1:0,6.

Voor hoogwaardig mixen heb je een precisieweegschaal en een plastic beker nodig. Je kunt elke kleurstof aan de basis toevoegen, die apart wordt verkocht. Voor 1 kg polyurethaan heb je 90-100 druppels kleurstof nodig.


Giet 22 gram vloeibaar polyurethaan en 13,2 gram verharder in een glas op een schaal en roer grondig gedurende 30 seconden, niet langer, omdat het al begint uit te harden. Bij het roeren voelen we dat het glas opwarmt, wat betekent dat het polymerisatieproces is begonnen. Het mengsel is klaar om te gieten.
We gieten het mengsel zonder onderbreking totdat er vloeibaar polyurethaan uit de spruw komt. Het primaire uitharden duurt ongeveer twee minuten en het volledige uitharden duurt 10-15 minuten, maar het is beter om de vulling 20-30 minuten in de mal te laten staan.

Na een half uur beginnen we het polyurethaangietstuk uit de siliconen mal te verwijderen.


We breken eerst de papiertrechter af met het overtollige polyurethaan erin bevroren, en vervolgens het overtollige dat uit de spruw steekt, samen met de "poten". Hierdoor kunnen wij het gegoten product makkelijker uit de mal halen.
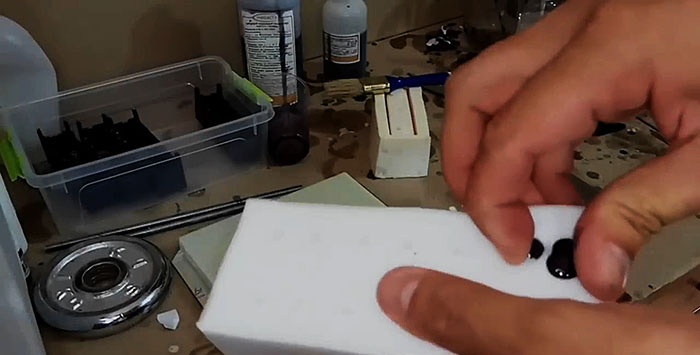
Bovendien is de siliconen mal zeer flexibel, waardoor je het gietstuk er ook gemakkelijk en zonder problemen uit kunt halen.


Het enige dat overblijft is de gaten lichtjes bewerken, de gietbomen afbreken of afsnijden en de gaten boren met een boormachine. Hierna verschilt het gegoten product praktisch niet van de mastermal.
Vergelijking van gietmethode en 3D-printen
Gieten is vergeleken met 3D-printen een snel proces. Om zo'n doos op een 3D-printer te printen, duurt het 4,0-4,5 uur. In dit geval blijkt het 3D-model vaak defect te zijn en moet alles opnieuw beginnen. Het gietproces duurt maximaal 30 minuten. Het volgende punt is de goedkoopheid. Gieten is ruim 3 keer goedkoper dan 3D-printen.
Bekijk de video
Soortgelijke masterclasses












