DIY betong knivhåndtak
Håndtaket på en kniv er laget av slitesterkt tre, PCB, glassfiber, karbon, horn eller dyrebein osv. Men vi skal se på den mest uvanlige kombinasjonen av materialer.

For å lage et godt håndtak vil vi på den ene siden bruke fullstendig avfallsmateriale, og på den annen side kjøpte i små mengder:
For å jobbe trenger du en drill med vedlegg, en boremaskin, en kvern, en ambolt og hammer, en skrustikke og tang, sandpapir, en bryne, etc.

Vi velger et betongstykke som er egnet i struktur og størrelse og bruker en sliper for å fjerne topplaget.

Vi lager et flatt område som vi bruker en markør for å markere lengden og bredden på knivhåndtakets fôringsemner.


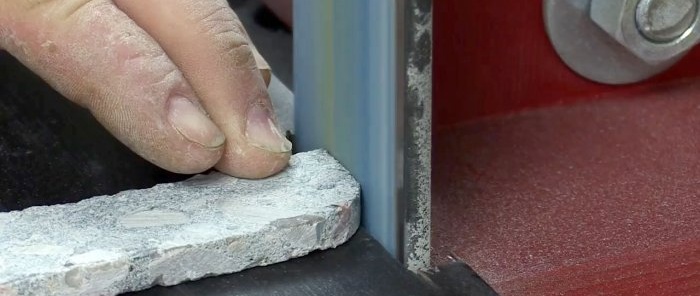
Vi skiller emnene i henhold til merkingene fra et stykke betong, sliper dem på en kvern og former lengden, fjerner overskudd med en kvern med en skjæreskive.

Ved hjelp av en kvern, deretter ved hjelp av en kvern danner vi kantene og runder hjørnene.


Med hensyn til lengden på bladet og skaftet på bladet, bestemmer vi lengden på håndtaksputene. Vi merker den med en markør og kutter den av med en kvern.

Ved hjelp av en boremaskin lager vi tre par hull vertikalt i skaftet på bladet i lik avstand fra hverandre. Vi rengjør kantene deres på begge sider med en slipeskive.
Bland komponentene av epoksylim til en homogen blanding er oppnådd og påfør den på de indre overflatene av håndtaksforingene og skaftet med en trelist.

Vi presser putene på begge sider til skaftet og komprimerer dem i kantene med en tang, og lar alt stå til limet stivner.

Videre bearbeiding på kvernen utføres i retning av harmonisering og tilpasning av bladprofilen med håndtaksforingene. Hvis de stikker utover dimensjonene til skaftet, klem dem i en skrustikke og skjær dem av med en kutteskive.

For å sikre at kniven ligger godt i hånden, gjør vi et jevnt materialvalg fra bunnen av skaftet, som starter fra endene og når et maksimum i midten. Vi merker det med en markør, og fjerner deretter materialet med en kvern. Vi ferdigstiller profilen til håndtaket på kvernen.

Vi sliper kniven på samme maskin. Her begynner vi å forme bladet på bladet, og gradvis endre slipemidlet til stadig finere. Vi avslutter det for hånd med sandpapir.
Vi tørker kniven med en klut og skjerper den på en bryne. Deretter pakker vi bladet med film, og maler håndtaket flere ganger fra en aerosolboks, med pauser for å la malingen trekke inn i betongen.

Det er alt. Men hvorfor ikke feste foringene til skaftet på bladet med kobber- eller aluminiumnagler? Dessuten bores hullene i den. Ikke kompliser arbeidet og utsett foringene, som kan sprekke under boring. Funksjonene til nagler utføres av epoksylim, trenger inn i hullene i skaftet og kobler foringene godt til hverandre.
Dessuten, for å lette behandlingen av knivbladet, kan arbeidsstykket som er kuttet fra spaden frigjøres, og etter at dannelsen er fullført, kan det herdes igjen.

Vil trenge
For å lage et godt håndtak vil vi på den ene siden bruke fullstendig avfallsmateriale, og på den annen side kjøpte i små mengder:
- et stykke betong;
- epoksy lim;
- en boks aerosolmaling.
For å jobbe trenger du en drill med vedlegg, en boremaskin, en kvern, en ambolt og hammer, en skrustikke og tang, sandpapir, en bryne, etc.
Prosess for å lage knivhåndtak av betong

Vi velger et betongstykke som er egnet i struktur og størrelse og bruker en sliper for å fjerne topplaget.

Vi lager et flatt område som vi bruker en markør for å markere lengden og bredden på knivhåndtakets fôringsemner.


Vi skiller emnene i henhold til merkingene fra et stykke betong, sliper dem på en kvern og former lengden, fjerner overskudd med en kvern med en skjæreskive.

Ved hjelp av en kvern, deretter ved hjelp av en kvern danner vi kantene og runder hjørnene.


Med hensyn til lengden på bladet og skaftet på bladet, bestemmer vi lengden på håndtaksputene. Vi merker den med en markør og kutter den av med en kvern.


Ved hjelp av en boremaskin lager vi tre par hull vertikalt i skaftet på bladet i lik avstand fra hverandre. Vi rengjør kantene deres på begge sider med en slipeskive.
Bland komponentene av epoksylim til en homogen blanding er oppnådd og påfør den på de indre overflatene av håndtaksforingene og skaftet med en trelist.

Vi presser putene på begge sider til skaftet og komprimerer dem i kantene med en tang, og lar alt stå til limet stivner.

Videre bearbeiding på kvernen utføres i retning av harmonisering og tilpasning av bladprofilen med håndtaksforingene. Hvis de stikker utover dimensjonene til skaftet, klem dem i en skrustikke og skjær dem av med en kutteskive.

For å sikre at kniven ligger godt i hånden, gjør vi et jevnt materialvalg fra bunnen av skaftet, som starter fra endene og når et maksimum i midten. Vi merker det med en markør, og fjerner deretter materialet med en kvern. Vi ferdigstiller profilen til håndtaket på kvernen.

Vi sliper kniven på samme maskin. Her begynner vi å forme bladet på bladet, og gradvis endre slipemidlet til stadig finere. Vi avslutter det for hånd med sandpapir.
Vi tørker kniven med en klut og skjerper den på en bryne. Deretter pakker vi bladet med film, og maler håndtaket flere ganger fra en aerosolboks, med pauser for å la malingen trekke inn i betongen.

Det er alt. Men hvorfor ikke feste foringene til skaftet på bladet med kobber- eller aluminiumnagler? Dessuten bores hullene i den. Ikke kompliser arbeidet og utsett foringene, som kan sprekke under boring. Funksjonene til nagler utføres av epoksylim, trenger inn i hullene i skaftet og kobler foringene godt til hverandre.
Dessuten, for å lette behandlingen av knivbladet, kan arbeidsstykket som er kuttet fra spaden frigjøres, og etter at dannelsen er fullført, kan det herdes igjen.
Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (2)
