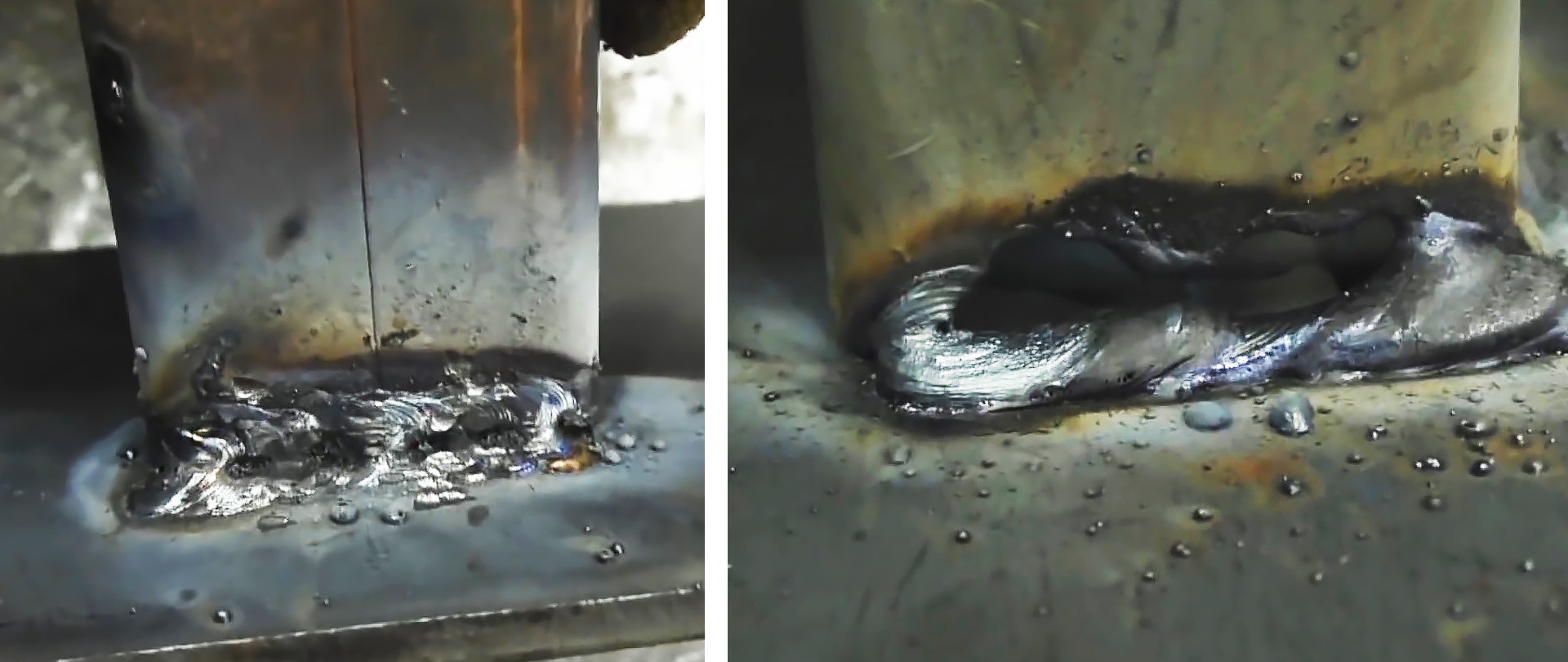
2 typiske feil som resulterer i gjennombrenning og sømmer av dårlig kvalitet ved sveising av et tynnvegget rør
Noen ganger er det i hjemmet eller på jobben behov for å sveise et tynnvegget profilrør til en tykk metallplate, for eksempel til et boliglån når du setter opp et gjerde, gjerder en forhage og til andre formål.
I dette tilfellet er teknikkene som brukes både ved sveising av to tynnveggede deler og to tykkveggede ikke egnet. Feil er hovedsakelig relatert til innstilt sveisestrømverdi og elektrodens bevegelse under sveiseprosessen.
Vil trenge
- tynnvegget profilrør;
- tykke metallplater (pant);
- sveisemaskin;
- elektroder med rutil-cellulosebelegg med en diameter på opptil 3 mm;
- hammer for å slå slagg;
- metallbørste.
Sveiseelektroder for generelle formål på AliExpress med rabatt - http://alii.pub/606j2h

Prosessen med å sveise et tynnvegget profilrør til et tykt metall (innebygd)
En av hovedfeilene ved sveising av tynt metall med tykt metall er de tverrgående oscillerende bevegelsene til elektroden etter tenning av den elektriske lysbuen, symmetrisk i forhold til den langsgående sveiselinjen.Som et resultat lider ikke tykt metall, men tynt metall overopphetes og brenner ut.



En annen feil er forbundet med å sette en lav sveisestrøm i området 60-70 A, noe som fører til ikke-fusjon av metallet til tross for at elektrodebevegelsene var de samme som i det første tilfellet. Det er en enkel mangel på energi i sveisebuen.
Siden den andre delen er ganske tykk, er det nødvendig å sveise med en høyere strøm og flytte elektroden slik at hoveddelen av energien til sveisebuen absorberes av det tykke metallet, da vil det tynne metallet ikke overopphetes, forbli. intakt og sveisen vil være av høy kvalitet.

Men hvis du med høy sveisestrøm, for eksempel 100 A, gjør tverrgående bevegelser med elektroden fra tykt metall til tynt metall, så er det igjen stor sannsynlighet for å brenne gjennom det tynne metallet og hull vil dukke opp i stedet for et fast metall sveis.

For å kvalitativt sveise tynt metall til tykt metall, reduserer vi sveisestrømmen til 90 A, og etter å ha antent den elektriske lysbuen, beveger vi elektroden langs sveiselinjen langs det tykke metallet og berører bare det tynne metallet lett. Eventuelle oscillerende bevegelser er utelukket.

I dette tilfellet, på grunn av fravær av tverrgående oscillerende bevegelser ved enden av elektroden, overføres tilstrekkelig energi fra den elektriske lysbuen i større grad til det tykke metallet og det tynne metallet brenner ikke gjennom, men deltar fullt ut i dannelsen av en kontinuerlig og holdbar sveis.

Se videoen
Lignende mesterklasser












