Cum să gătești un profil fără a arde

Abilitățile de sudare se dezvoltă odată cu experiența. Este destul de normal dacă, la început, la sudare, metalul cu pereți subțiri este ars, cusăturile se află neuniform și se obțin margele neglijente. Pentru ca sudarea să fie acceptabilă prima dată, trebuie să urmați câteva sfaturi.
Echipament:
- aparat de sudura;
- mască de sudor;
- electrozi 3 mm.

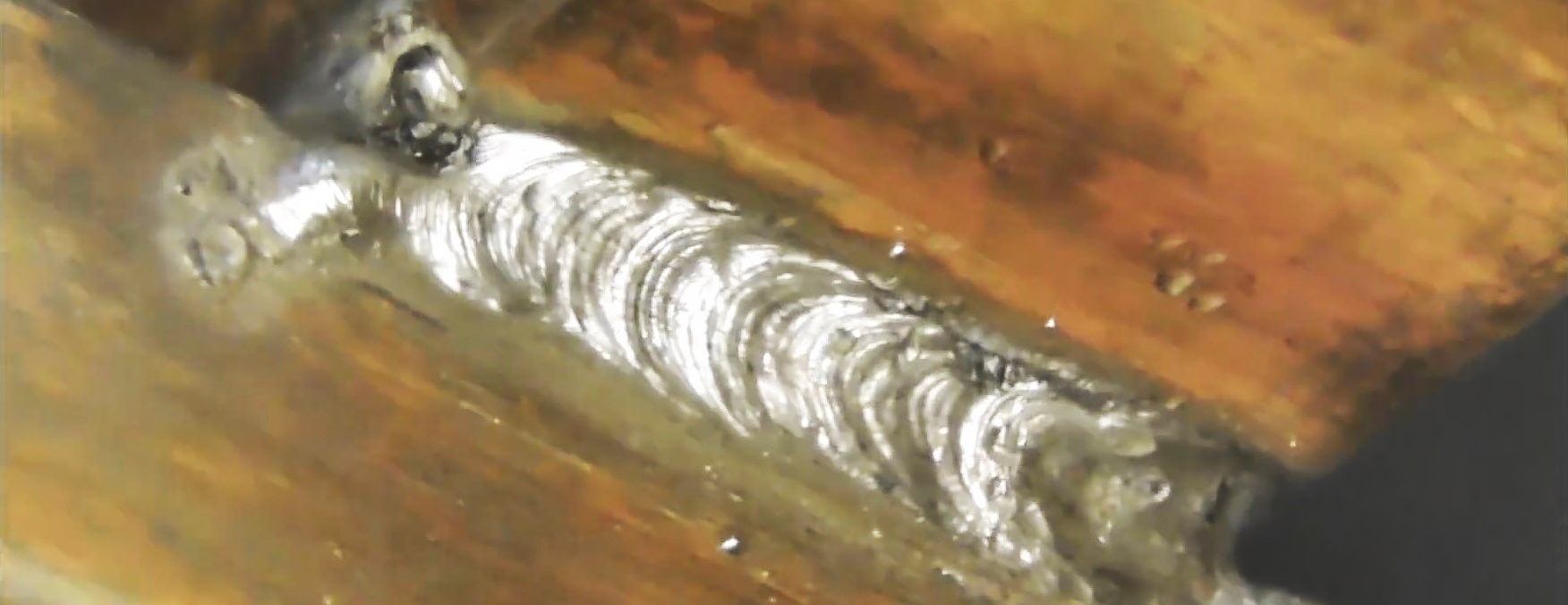
Metal de sudare cu o cusătură continuă de 2 mm
Pentru sudarea țevilor profilate cu un invertor convențional, este mai bine să folosiți electrozi de 3 mm. Dacă grosimea pereților metalici este de numai 2 mm, atunci curentul este setat la 85A. Capătul electrodului de sudură este plasat la 45 de grade față de țevile care sunt sudate.


Arcul este aprins și, după ce electrodul începe să se topească, este atras fără probleme spre sine. După ce a ajuns la punctul final al cusăturii, aceasta iese de pe suprafață.
Tevi de sudare cu un perete de 1,5 mm cu separare
Pentru conductele cu pereți subțiri se folosește și un electrod de 3 mm, dar curentul de pe aparatul de sudură este setat la 75A. Dacă conduceți un arc printr-un astfel de metal, acesta se va supraîncălzi și arde. În acest caz, trebuie să începeți să gătiți dintr-un punct îndepărtat, ținând electrodul la 45 de grade. După aprinderea arcului, acesta este tras spre sine 10 mm și se desprinde pentru o secundă.

Apoi se face o atingere la locul ruperii, iar cusătura este trasă încă 10 mm.Întrerupând în acest fel, este posibil să se prevină supraîncălzirea metalului și arderea. Această metodă va ajuta chiar și pe țevile cu pereți mai subțiri.














