Spájanie kovu elektrickými nitmi
Elektrické nitovacie zváranie je v priemysle široko používané na spájanie konštrukcií z tenkého plechu. Na účely domácnosti je často jednoduchšie zvárať pomocou bežného švu, existujú však výnimky. Bodové zváranie môže byť potrebné, keď si sami robíte opravy karosérií, keď pokrývate dodávky, pavilóny atď. oceľovými plechmi. Vzhľadom na nízku popularitu tejto metódy zvárania ju však pozná len málo ľudí, preto stojí za to ju podrobnejšie zvážiť.

Na získanie potrebných skúseností by mal začínajúci zvárač začať vyrábať elektrické nity tak, že najprv vyvŕta dieru do vrchného plechu. Pri zváraní ocele s hrúbkou 3 mm by jej priemer mal byť 6-9 mm.

Elektróda sa aplikuje na spodný obrobok cez otvor v hornom plechu. Ak sa použije tenká oceľ, mala by sa začať zapaľovať od stredu, potom sa pomaly pohybovať a pokračovať v tavení kovu na okraji, pričom sa pohybuje nahor v kruhu. Na hrubom kove s veľkým otvorom musíte elektródu zapáliť na okraji a pri pohybe v kruhu sa niekedy pohybovať smerom k stredu.


Ak chcete získať spoľahlivý nit, musíte dodržiavať niekoľko pravidiel:
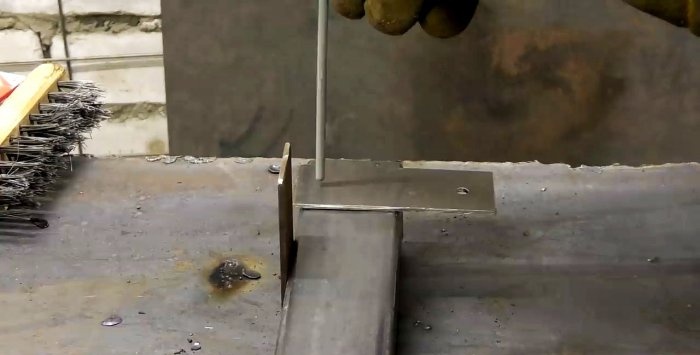
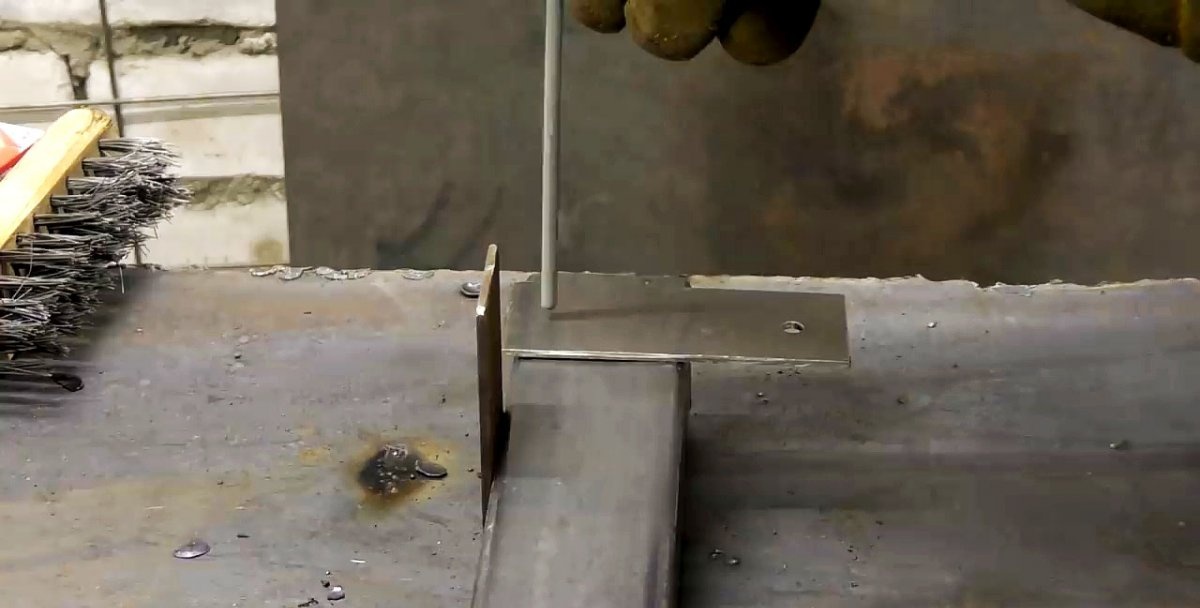
Ak máte nejaké skúsenosti so zváraním švom, môžete okamžite vyskúšať inštaláciu elektrických nitov bez vŕtania vrchného listu. Táto metóda je vhodná na bodové zváranie tenkých plechov. Elektróda je umiestnená na križovatke a držaná, kým sa neobjaví charakteristický zvuk horenia hornej časti. Akonáhle plech vyhorí, musíte pomaly zdvihnúť elektródu a taviť kov, aby ste uzavreli výsledný otvor.
Pri umiestňovaní elektrických nitov na tenký kov môžete použiť rutilové elektródy. Na vážnejších obrobkoch je lepší základný náter. Ak sú vyrobené aspoň 2 nity, potom nebude možné prelomiť spojené časti v akomkoľvek smere nárazu. Varenie pomocou nitov je rýchlejšie a ekonomickejšie z hľadiska spotreby elektród, takže metóda je skutočne užitočná.



Zváranie s predbežnou prípravou otvoru
Na získanie potrebných skúseností by mal začínajúci zvárač začať vyrábať elektrické nity tak, že najprv vyvŕta dieru do vrchného plechu. Pri zváraní ocele s hrúbkou 3 mm by jej priemer mal byť 6-9 mm.

Elektróda sa aplikuje na spodný obrobok cez otvor v hornom plechu. Ak sa použije tenká oceľ, mala by sa začať zapaľovať od stredu, potom sa pomaly pohybovať a pokračovať v tavení kovu na okraji, pričom sa pohybuje nahor v kruhu. Na hrubom kove s veľkým otvorom musíte elektródu zapáliť na okraji a pri pohybe v kruhu sa niekedy pohybovať smerom k stredu.


Ak chcete získať spoľahlivý nit, musíte dodržiavať niekoľko pravidiel:
- Na rýchle zahriatie spodného obrobku je lepšie nastaviť prúd na zváracom stroji na 110A.
- Umiestnite aspoň 2 nity, aby ste zabránili prekrúteniu spájaných častí.
- Stlačte tenké obrobky pevne k sebe, aby ste zabránili spáleniu vrchného kovu;
- Čím vyšší je prierez kovu, tým väčší je priemer otvoru na inštaláciu nitu.
- Nit je inštalovaný jedným ťahom bez prestávky. Vďaka tomu sa všetka troska zhromaždí na vrchu a dá sa zraziť, čím vznikne úhľadná huba.
Inštalácia elektrického nitu spaľovaním bez otvoru
Ak máte nejaké skúsenosti so zváraním švom, môžete okamžite vyskúšať inštaláciu elektrických nitov bez vŕtania vrchného listu. Táto metóda je vhodná na bodové zváranie tenkých plechov. Elektróda je umiestnená na križovatke a držaná, kým sa neobjaví charakteristický zvuk horenia hornej časti. Akonáhle plech vyhorí, musíte pomaly zdvihnúť elektródu a taviť kov, aby ste uzavreli výsledný otvor.
Pri umiestňovaní elektrických nitov na tenký kov môžete použiť rutilové elektródy. Na vážnejších obrobkoch je lepší základný náter. Ak sú vyrobené aspoň 2 nity, potom nebude možné prelomiť spojené časti v akomkoľvek smere nárazu. Varenie pomocou nitov je rýchlejšie a ekonomickejšie z hľadiska spotreby elektród, takže metóda je skutočne užitočná.


Pozri si video
Podobné majstrovské kurzy






Obzvlášť zaujímavé






Komentáre (2)
