Ako lacno vyrobiť tyčový extrudér pre 3D tlačiareň pomocou dostupných komponentov
Pri aktívnom využívaní 3D tlače sa na nákup spotrebného materiálu míňajú obrovské sumy. V tomto smere má zmysel vyrábať si ich svojpomocne z drveného ABS plastu a PET fliaš. Aby ste to dosiahli, musíte vyrobiť špeciálne zariadenie, z ktorých najkomplexnejšie je extrudér.


Ako závitovka extrudéra sa použije špirálový vrták do dreva. Na to je vybraná vodná fajka. V ňom musíte pilníkom odbrúsiť vnútorný zvarový šev.Z okraja rúry sa urobí pozdĺžny rez do hĺbky 60-80 mm a časť rúry sa odreže pozdĺž nej. K výslednej štrbine sú vľavo a vpravo privarené lícnice z oceľového plechu. Na nich bude inštalovaný nakladací zásobník na drvený plast. Dá sa vytlačiť na 3D tlačiarni.
Ako základ extrudéra možno použiť oceľový plech alebo masívnu profilovú rúrku.

K základni je priskrutkovaný stojan, ktorý zabezpečuje samotný extrudér. Je vyrobený z profilovej rúry s okami. Samotné puzdro extrudéra je privarené k stojanu, potom je do neho vložená skrutka.


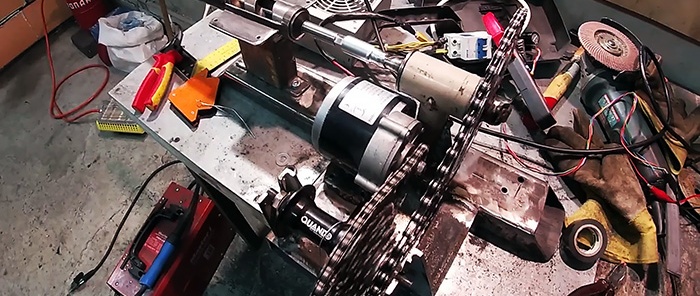
Ďalej je potrebné pripojiť šnek k motoru cez redukčnú prevodovku.

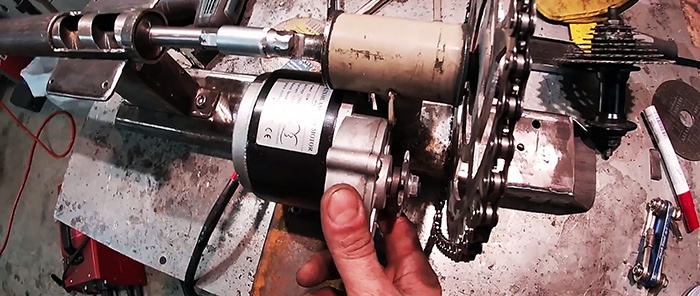
Na tento účel je k nemu cez hlavu zásuvky pripojený vozík na bicykel. Hlava je privarená k vozíku, potom je nasadená na stopku šneku. Potom sa vozík vyrovná koaxiálne s extrudérom a jeho stojan sa privarí k podrážke.
Potom sa na hriadeľ vozíka nainštaluje ozubené koleso hnacieho bicykla. Ďalej musíte pomocou valčekovej reťaze pripojiť hnacie ozubené koleso k malému ozubenému kolesu na kazete náboja. Potom tá istá reťaz spája veľké ozubené koleso na kazete s ozubeným kolesom na prevodovke elektromotora. Na tento účel je na bok rámu privarená ďalšia profilová rúrka, do ktorej sa zmestí puzdro a motor. V tomto prípade má hnacie ozubené koleso 46 zubov, malé 11, stredné 30 a prevodovka motora 9. Prevodový pomer motora k vŕtačke teda bude 1:140. Kvôli spoľahlivosti musia byť všetky stojany zosilnené zváraním klinov.
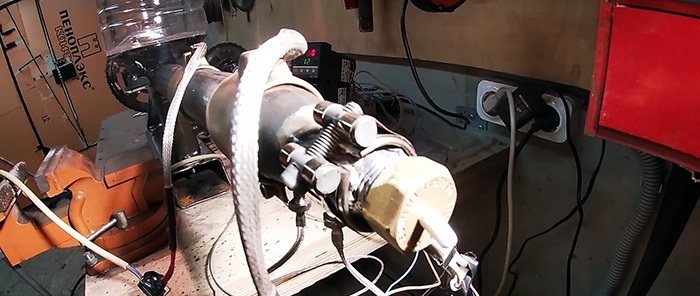
Adaptér a kus 1/2-palcovej rúrky sú privarené k výstupu puzdra extrudéra. Na okraji trubice by mal byť závit na inštaláciu trysky. Používa sa inštalatérska zástrčka so 4 mm vyvŕtaným otvorom v strede.

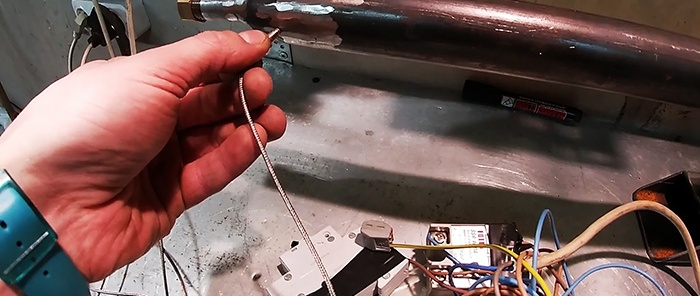
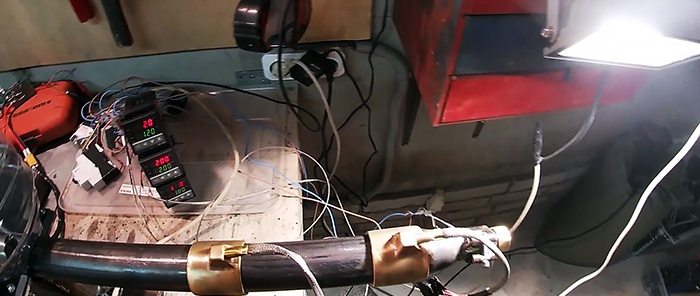
Ďalej je potrebné nainštalovať prstencové ohrievače na vrch krytu extrudéra. Ak sa ich priemer nezhoduje, potom je možné plášť zväčšiť omotaním oceľového pásu okolo neho. Ohrievače sú inštalované na nose extrudéra, v strede a na začiatku plášťa. Každý z nich je pripojený cez samostatný PID regulátor. Ich tepelné snímače sú priskrutkované k puzdru. Aby ste to dosiahli, budete musieť k nemu privariť matice. Je možné, že po testovaní bude potrebné pridať počet ohrievačov.


Ďalej je potrebné zapnúť kúrenie a nastaviť teplotu na ohrievačoch. Na začiatok, pri použití plastových čipov ABS, prvý je nastavený na 120°C, druhý 200°C a tretí 180°C. Po zahriatí sa začne otáčanie skrutky. Musíte ho nastaviť na približne 5 otáčok za minútu.


Po výrobe extrudéra budete musieť zostaviť oveľa viac zariadení, aby ste mohli organizovať výrobu tyče, ale sú oveľa jednoduchšie. Minimálne budete potrebovať aj kúpeľ na chladenie tyče, prijímací valec a vibrátor do násypky pre neprerušovaný prísun plastových triesok do závitovky.

Všetky podrobnosti nájdete vo videu:
Materiály:
- špirálový vrták do dreva 36 mm;
- oceľová rúrka s vnútorným priemerom 37 mm;
- adaptér pre potrubie s priemerom 1/2 palca;
- 1/2 palcové potrubie;
- 1/2" vodovodná zástrčka;
- Oceľový plech;
- vozík na bicykle v kryte;
- hnacie koleso bicykla;
- zadný náboj bicykla s kazetou;
- valčeková reťaz;
- elektrický motor;
- profilové rúry;
- prstencové ohrievače 320 W – 2-3 ks;
- kruhový ohrievač 70 W;
- PID regulátory pre každý ohrievač;
- PWM regulátor.
Proces výroby extrudéra
Ako závitovka extrudéra sa použije špirálový vrták do dreva. Na to je vybraná vodná fajka. V ňom musíte pilníkom odbrúsiť vnútorný zvarový šev.Z okraja rúry sa urobí pozdĺžny rez do hĺbky 60-80 mm a časť rúry sa odreže pozdĺž nej. K výslednej štrbine sú vľavo a vpravo privarené lícnice z oceľového plechu. Na nich bude inštalovaný nakladací zásobník na drvený plast. Dá sa vytlačiť na 3D tlačiarni.
Ako základ extrudéra možno použiť oceľový plech alebo masívnu profilovú rúrku.
K základni je priskrutkovaný stojan, ktorý zabezpečuje samotný extrudér. Je vyrobený z profilovej rúry s okami. Samotné puzdro extrudéra je privarené k stojanu, potom je do neho vložená skrutka.
Ďalej je potrebné pripojiť šnek k motoru cez redukčnú prevodovku.
Na tento účel je k nemu cez hlavu zásuvky pripojený vozík na bicykel. Hlava je privarená k vozíku, potom je nasadená na stopku šneku. Potom sa vozík vyrovná koaxiálne s extrudérom a jeho stojan sa privarí k podrážke.
Potom sa na hriadeľ vozíka nainštaluje ozubené koleso hnacieho bicykla. Ďalej musíte pomocou valčekovej reťaze pripojiť hnacie ozubené koleso k malému ozubenému kolesu na kazete náboja. Potom tá istá reťaz spája veľké ozubené koleso na kazete s ozubeným kolesom na prevodovke elektromotora. Na tento účel je na bok rámu privarená ďalšia profilová rúrka, do ktorej sa zmestí puzdro a motor. V tomto prípade má hnacie ozubené koleso 46 zubov, malé 11, stredné 30 a prevodovka motora 9. Prevodový pomer motora k vŕtačke teda bude 1:140. Kvôli spoľahlivosti musia byť všetky stojany zosilnené zváraním klinov.
Adaptér a kus 1/2-palcovej rúrky sú privarené k výstupu puzdra extrudéra. Na okraji trubice by mal byť závit na inštaláciu trysky. Používa sa inštalatérska zástrčka so 4 mm vyvŕtaným otvorom v strede.
Ďalej je potrebné nainštalovať prstencové ohrievače na vrch krytu extrudéra. Ak sa ich priemer nezhoduje, potom je možné plášť zväčšiť omotaním oceľového pásu okolo neho. Ohrievače sú inštalované na nose extrudéra, v strede a na začiatku plášťa. Každý z nich je pripojený cez samostatný PID regulátor. Ich tepelné snímače sú priskrutkované k puzdru. Aby ste to dosiahli, budete musieť k nemu privariť matice. Je možné, že po testovaní bude potrebné pridať počet ohrievačov.
Ďalej je potrebné zapnúť kúrenie a nastaviť teplotu na ohrievačoch. Na začiatok, pri použití plastových čipov ABS, prvý je nastavený na 120°C, druhý 200°C a tretí 180°C. Po zahriatí sa začne otáčanie skrutky. Musíte ho nastaviť na približne 5 otáčok za minútu.
Po výrobe extrudéra budete musieť zostaviť oveľa viac zariadení, aby ste mohli organizovať výrobu tyče, ale sú oveľa jednoduchšie. Minimálne budete potrebovať aj kúpeľ na chladenie tyče, prijímací valec a vibrátor do násypky pre neprerušovaný prísun plastových triesok do závitovky.
Pozri si video
Všetky podrobnosti nájdete vo videu:
Podobné majstrovské kurzy






Obzvlášť zaujímavé






Komentáre (0)
