Ako vyrobiť upínacie kliešte na akýkoľvek účel s dlhou vzdialenosťou uchopenia
Pri vykonávaní rôznych prác v dielni môžu byť potrebné výkonné upínacie kliešte, ktoré efektívne nahradia svorku a zverák. Sú užitočné na upevnenie obrobkov pri rezaní, lepení, vŕtaní alebo zváraní. Vďaka pákovému systému použitému pri ich konštrukcii je kompresná sila svorky väčšia ako skutočná sila použitá na aktiváciu mechanizmu. To znamená, že na bezpečné upevnenie dielov v ňom nie je potrebné utiahnuť gombík na hranicu svojich fyzických možností.

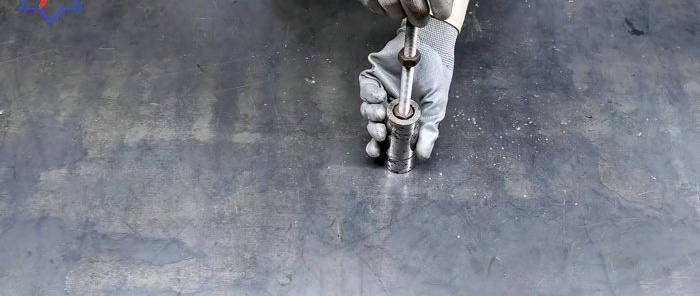
Matice M12 so zaskrutkovaným čapom sú po okrajoch privarené do kusu rúrky dlhého cca 100 mm.

Na konci čapu je nainštalovaná matica M14 a zaistená po stranách podložkami. Posledné sú zvarené, takže matica sa môže voľne otáčať.

Potom sú na jeho strany privarené 2 matice M6.

K rúre sú privarené 2 úzke ramená vyrezané z pásu.


Ich dĺžka je 70 mm.Na jednej strane je do nich vyvŕtaný otvor, na konci spojenia s rúrkou musia byť rezané pod uhlom 45 stupňov.

Potom sa páky dlhé 110 mm, vyrezané z rovnakého pásu, priskrutkujú k maticám na čape. Na každom okraji majú predvŕtané otvory.

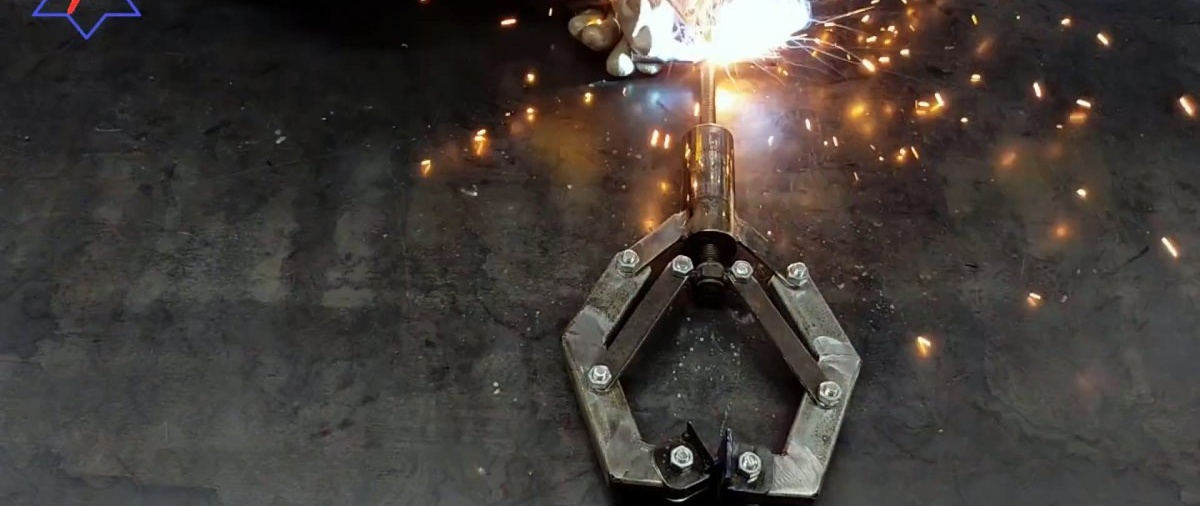
Ďalej je potrebné vyrobiť upínacie pazúry z profilovej rúry. Pozostávajú z troch dĺžok 70, 100 a 40 mm. Pri krátkych obrobkoch sa jeden koniec odreže pod uhlom 45 stupňov, pri kuse 100 mm sa odrežú obe strany. Z dvoch sád takýchto polotovarov je potrebné zvárať pár rovnakých pazúrov.

V pazúrikoch sú vyvŕtané otvory pre ramená a páky mechanizmu. Potom sú diely spojené skrutkami a maticami. Spojenie musí zostať voľné, aby si konštrukcia zachovala svoju pohyblivosť.

Obdĺžnikové dosky sú rezané z oceľového plechu alebo pásu. Z nich sú zvarené výstelky pre pazúry v tvare U. Výsledné čeľuste sú pripevnené ku kliešťom pomocou skrutiek, ktoré tiež nie sú pevne.



K čapu musíte tiež privariť kľuku, aby ste umožnili ručné otáčanie bez kľúča.

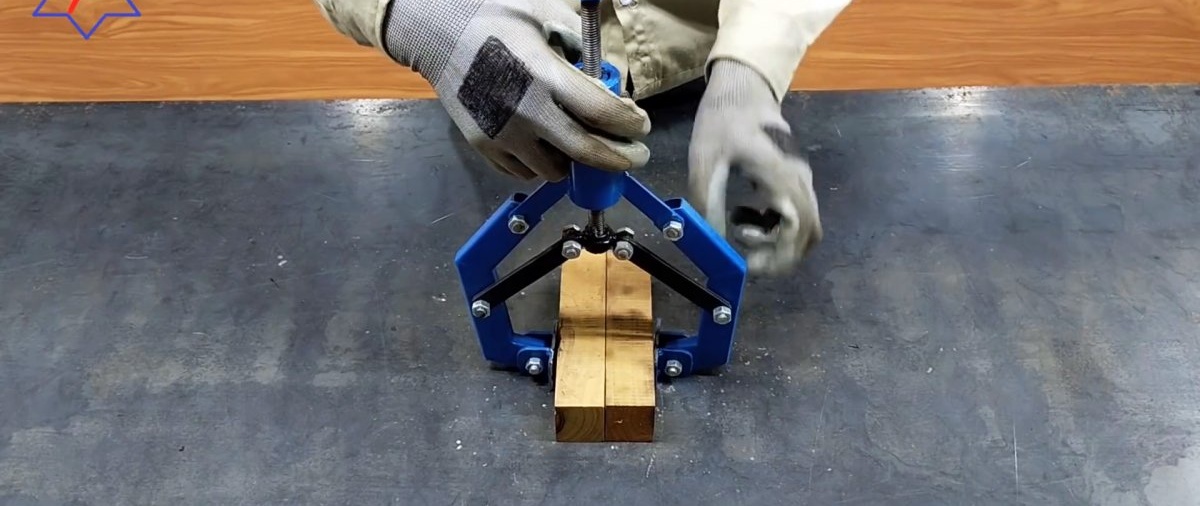
Pri dodržaní odporúčaných rozmerov má výsledná svorka uchytenie 170 mm, čo je dostatočné pre väčšinu aplikácií.


Po pochopení štruktúry štruktúry ju môžete prerobiť tak, aby vyhovovala vašim rozmerom, ak sa vám navrhovaná možnosť zdá malá. Po natretí nevyzerá domáca svorka o nič horšie ako továrenská a je tiež vysoko spoľahlivá a výkonná.



Materiály:
- hrubostenná rúrka 3/4 palca;
- dlhý čap M12;
- matice M6, M12, M14;
- skrutky M6;
- profilová rúrka 10x20 mm;
- oceľový pás.
Proces výroby klieští
Matice M12 so zaskrutkovaným čapom sú po okrajoch privarené do kusu rúrky dlhého cca 100 mm.
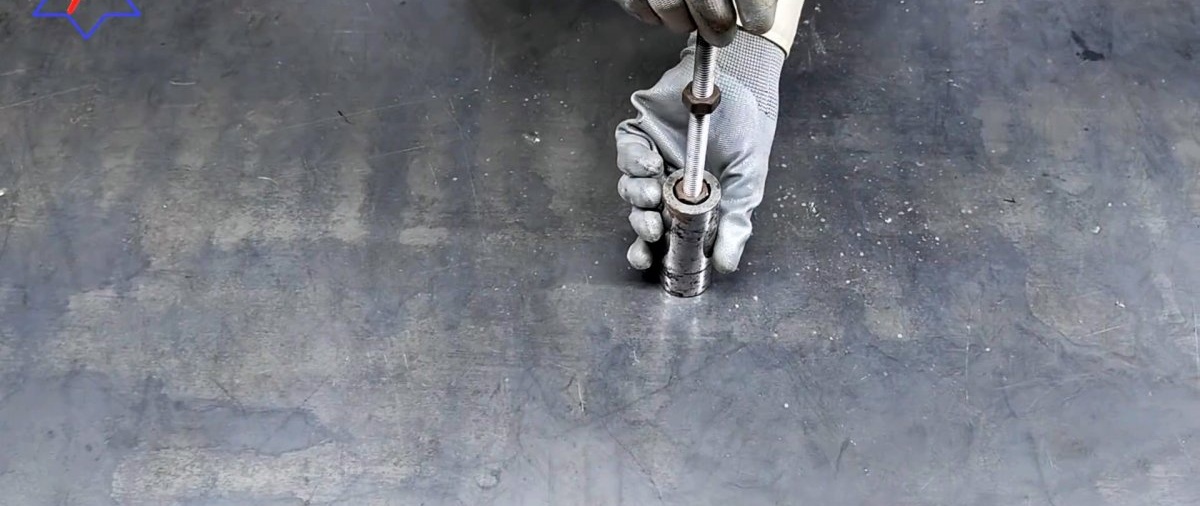

Na konci čapu je nainštalovaná matica M14 a zaistená po stranách podložkami. Posledné sú zvarené, takže matica sa môže voľne otáčať.

Potom sú na jeho strany privarené 2 matice M6.

K rúre sú privarené 2 úzke ramená vyrezané z pásu.


Ich dĺžka je 70 mm.Na jednej strane je do nich vyvŕtaný otvor, na konci spojenia s rúrkou musia byť rezané pod uhlom 45 stupňov.

Potom sa páky dlhé 110 mm, vyrezané z rovnakého pásu, priskrutkujú k maticám na čape. Na každom okraji majú predvŕtané otvory.

Ďalej je potrebné vyrobiť upínacie pazúry z profilovej rúry. Pozostávajú z troch dĺžok 70, 100 a 40 mm. Pri krátkych obrobkoch sa jeden koniec odreže pod uhlom 45 stupňov, pri kuse 100 mm sa odrežú obe strany. Z dvoch sád takýchto polotovarov je potrebné zvárať pár rovnakých pazúrov.

V pazúrikoch sú vyvŕtané otvory pre ramená a páky mechanizmu. Potom sú diely spojené skrutkami a maticami. Spojenie musí zostať voľné, aby si konštrukcia zachovala svoju pohyblivosť.

Obdĺžnikové dosky sú rezané z oceľového plechu alebo pásu. Z nich sú zvarené výstelky pre pazúry v tvare U. Výsledné čeľuste sú pripevnené ku kliešťom pomocou skrutiek, ktoré tiež nie sú pevne.



K čapu musíte tiež privariť kľuku, aby ste umožnili ručné otáčanie bez kľúča.
Pri dodržaní odporúčaných rozmerov má výsledná svorka uchytenie 170 mm, čo je dostatočné pre väčšinu aplikácií.


Po pochopení štruktúry štruktúry ju môžete prerobiť tak, aby vyhovovala vašim rozmerom, ak sa vám navrhovaná možnosť zdá malá. Po natretí nevyzerá domáca svorka o nič horšie ako továrenská a je tiež vysoko spoľahlivá a výkonná.

Pozri si video
Podobné majstrovské kurzy






Obzvlášť zaujímavé






Komentáre (0)
