Обликовање пластичних делова код куће. Лако као пита
Производња ливених производа од савремених материјала постала је прилично доступна, прилично једноставна и јефтина. Размотрите опцију коришћења полиуретана за изливање и силикона за стварање калупа.
Требаће
За свој рад користићемо прилично приступачне и јефтине материјале и производе:
- силикон "ЕЛАСТОЛУКС-М" за израду калупа;
- силикон "ЕЛАСТОФОРМ" за производњу подлоге;
- сепаратор на бази керозина или вазелина;
- савијање за калуп укупне тежине 1 кг;
- ливени полиуретан "УНИКАСТ 9" (основа, део А);
- учвршћивач (део Б);
- прецизне ваге;
- пластично стакло.
Технологија ливења полиуретанских производа у силиконске калупе
Пре свега, потребно је да одштампате главни модел са системом гајта на 3Д штампачу. Или узмите готов део који треба поновити, залепите чачкалице у улогу спруа. Биће потребно да се направи силиконски калуп за вишекратну употребу.

За то користимо силикон који је веома еластичан и довољно издржљив.За основну подлогу дебљине 10-15 мм погодан је јефтинији двокомпонентни силикон типа ЕЛАСТОФОРМ.
Направљен силиконски калуп.

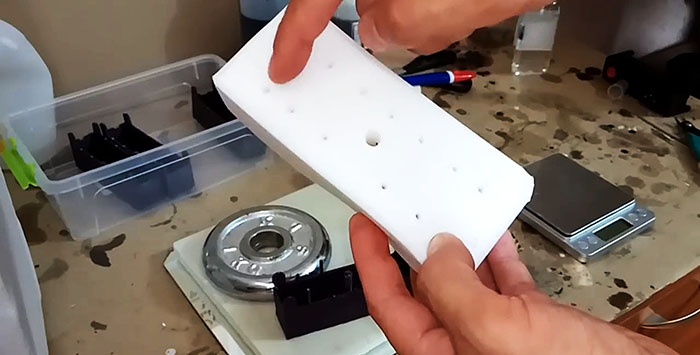
Како функционише процес ливења?
Силиконски калуп постављамо на подлогу. Ако ће се више пута користити, повремено га подмазујте сепаратором на бази керозина или вазелина.
На врх притиснемо силиконски калуп са диспергованим оптерећењем (притиском) тежине до једног килограма. Да бисмо осигурали да се материјал за ливење тачно и брзо сипа, користимо папирни левак. Након тога можемо претпоставити да је калуп припремљен за ливење.

За пуњење узимамо најјефтинији ливени полиуретан „УНИКАСТ 9” (део А) и учвршћивач (део Б), који мешамо у односу 1:0,6.
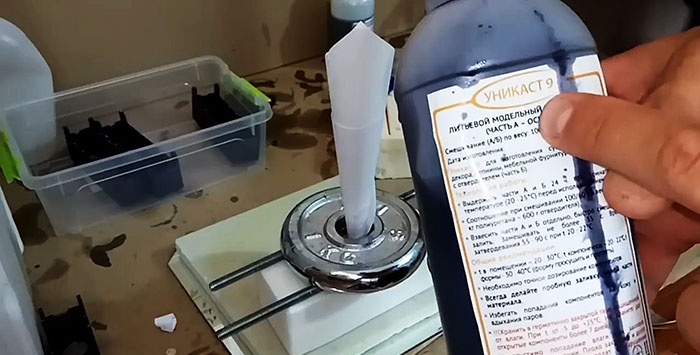

За квалитетно мешање потребне су вам прецизне ваге и пластична чаша. Можете додати било коју боју у базу, која се продаје засебно. За 1 кг полиуретана потребно је 90-100 капи боје.


У чашу на ваги сипајте 22 грама течног полиуретана и 13,2 грама учвршћивача и добро мешајте 30 секунди, не више, јер ће већ почети да стврдњава. Приликом мешања осетићемо да се стакло загрева, што значи да је процес полимеризације започео. Смеша је спремна за сипање.
Смешу сипамо без прекида све док течни полиуретан не изађе из спрусова. Примарно стврдњавање ће трајати око два минута, а потпуно стврдњавање ће трајати 10-15 минута, али је боље држати фил у калупу 20-30 минута.

После пола сата почињемо да уклањамо полиуретански одлив из силиконског калупа.


Прво одломимо папирни левак у коме је замрзнут вишак полиуретана, затим вишак који вири из сливника, заједно са „ногама“. Ово ће нам олакшати уклањање ливеног производа из калупа.
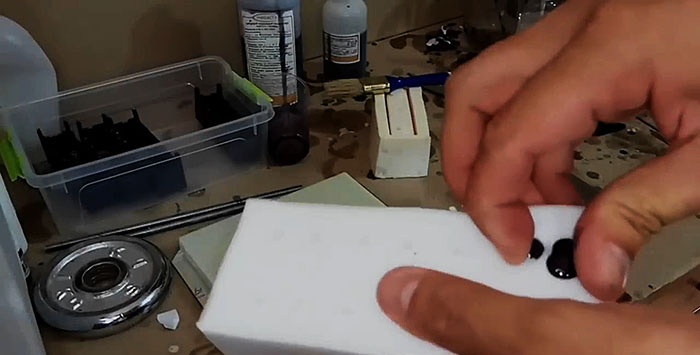
Поред тога, силиконски калуп је веома флексибилан, што такође олакшава уклањање ливеног из њега без икаквих потешкоћа.


Остаје само лагано обрадити рупе, одломити или одрезати спруве и избушити рупе бушилицом. После овога, ливени производ се практично не разликује од главног калупа.
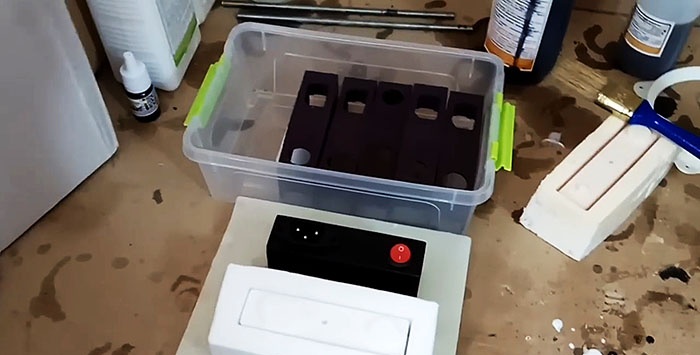
Поређење метода ливења и 3Д штампе
Цастинг у поређењу са 3Д штампањем је брз процес. За штампање такве кутије на 3Д штампачу биће потребно 4,0-4,5 сата. У овом случају, 3Д модел се често покаже неисправним и све се мора почети изнова. Процес ливења траје највише 30 минута. Следећа тачка је јефтиност. Ливење је више од 3 пута јефтиније од 3Д штампања.












