Како направити мини машину за савијање метала
Имати машину за савијање у вашој кућној радионици биће прилично корисно. Може се користити за савијање танких листова калаја и алуминијума за различите потребе.

Пошто ћемо радити са танким материјалима, силе савијања неће бити превелике. Узимајући у обзир ове факторе, бирамо материјале:

За обављање свих операција биће вам потребна бушилица са бушилицама пречника 3,5 и 6,5 мм, трачна тестера, опрема за заваривање, стеге и стеге.
Угао 25к25 мм пресекли смо трачном тестером на пет делова: три дужине 125 мм и две дужине 62,5 мм. Такође смо изрезали комад дужине 250 мм од челичне шипке пречника 8 мм да бисмо направили ручку.

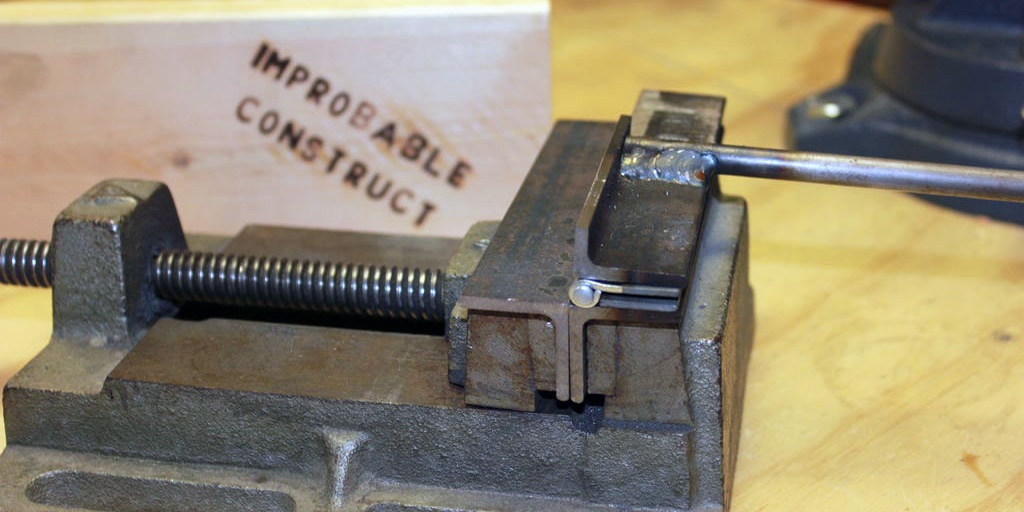
Преклопимо два челична угла од 125 мм са полицама надоле и стегнемо их у шкрипац. Трећи постављамо на један од два, стегнут у шкрипцу, тако да се спољна страна вертикалне полице поклапа са линијом спајања два доња угла, и стиснемо их стезаљкама.

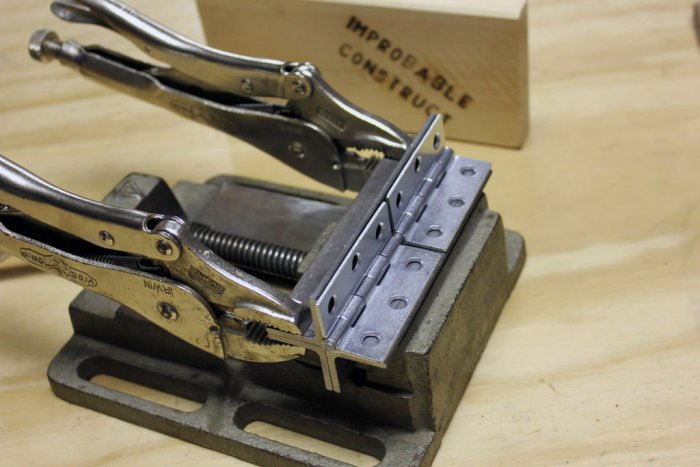
Постављамо петље са шаркама у унутрашњи угао формиран од три елемента. Чврсто их притиснемо на полице и заваримо их за метал кроз рупе за завртње. Уверавамо се да се шарке слободно склапају и отварају.

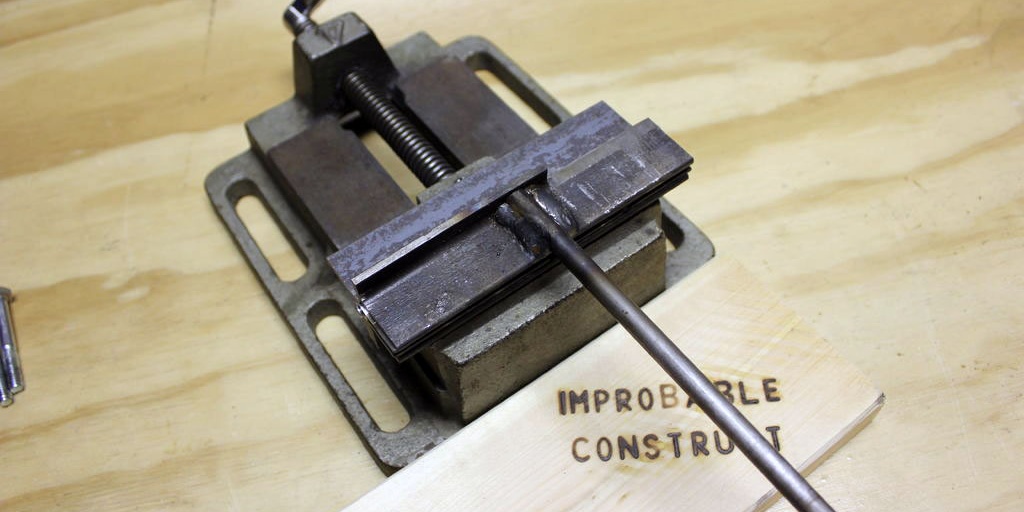
Поново савијамо шарке и попречно наслањамо челичну шипку у средину на вертикалну полицу и заваримо је на хоризонталну полицу споља.


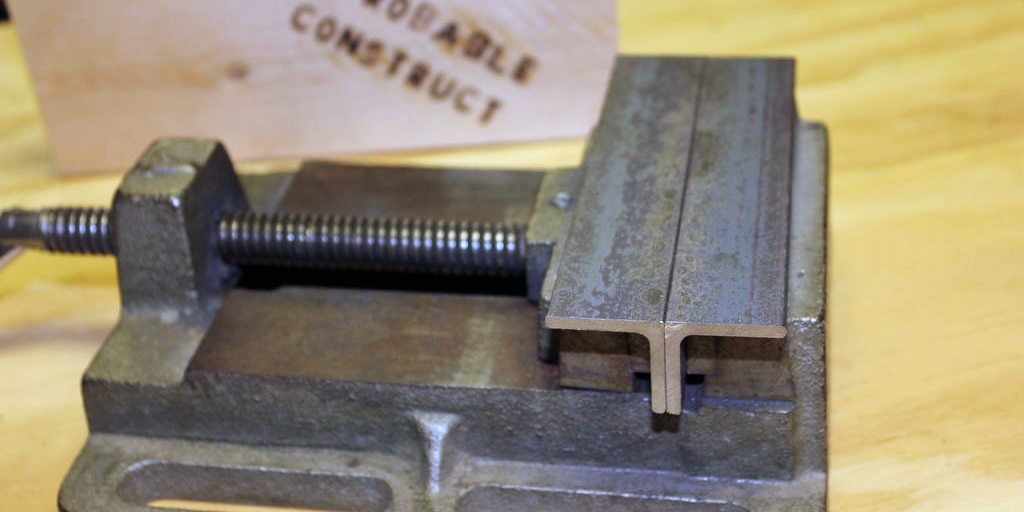
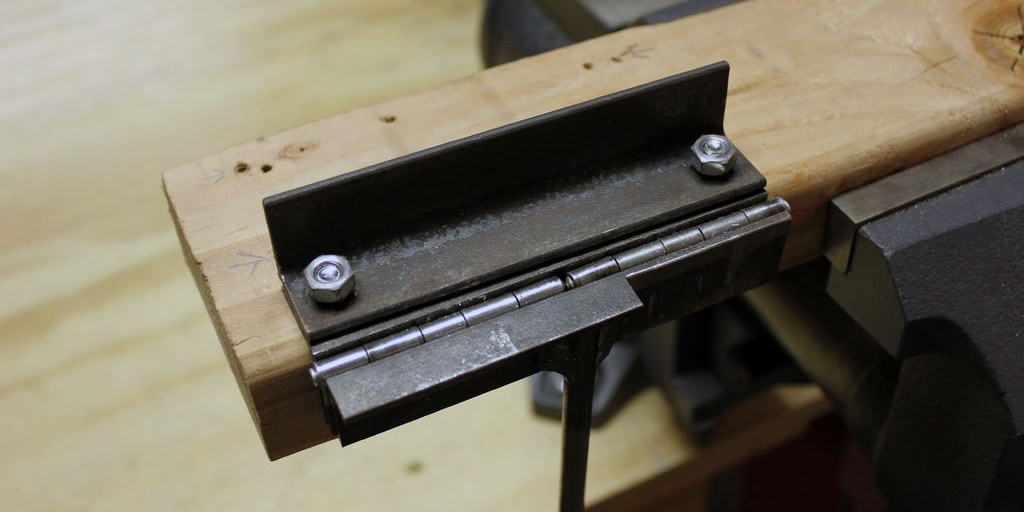
На угаоној полици без дршке избушите у средини, 12 мм од крајева, једну рупу пречника 6,5 мм. Овај елемент постављамо на уздужни угао дрвене греде ближе једном крају тако да је полица са рупама на врху. Користећи овај угао као шаблон, избушимо две пролазне рупе у греди, која је на другом крају стегнута у шкрипцу.

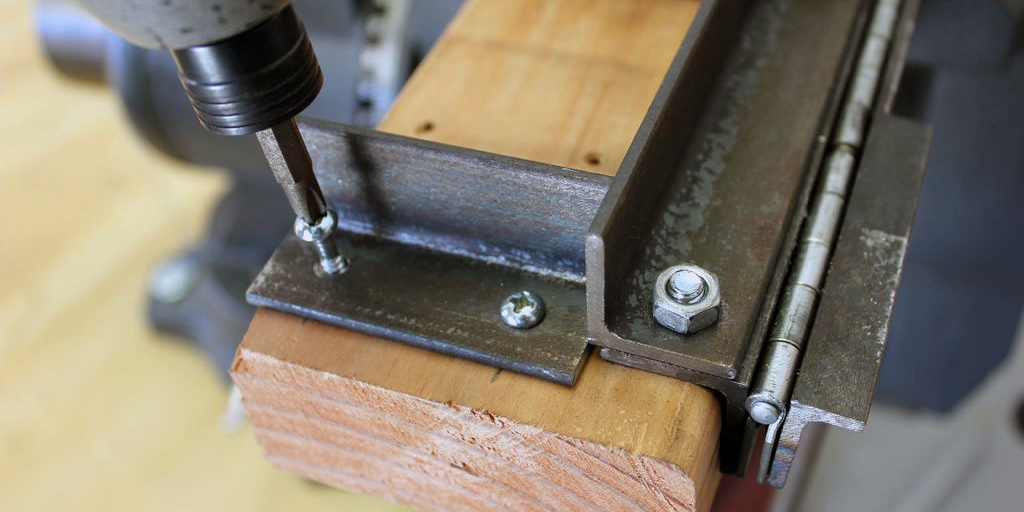
У трећем углу, користећи исту бушилицу, такође правимо две рупе на истој удаљености једна од друге као у другом углу. На њега ће бити причвршћен тако да је његов угао усмерен даље од шарки. Али померамо центре рупа у трећем углу на ивицу хоризонталне полице за дебљину материјала за савијање.


У нашем случају, вредност померања треба да буде 1,6 мм.
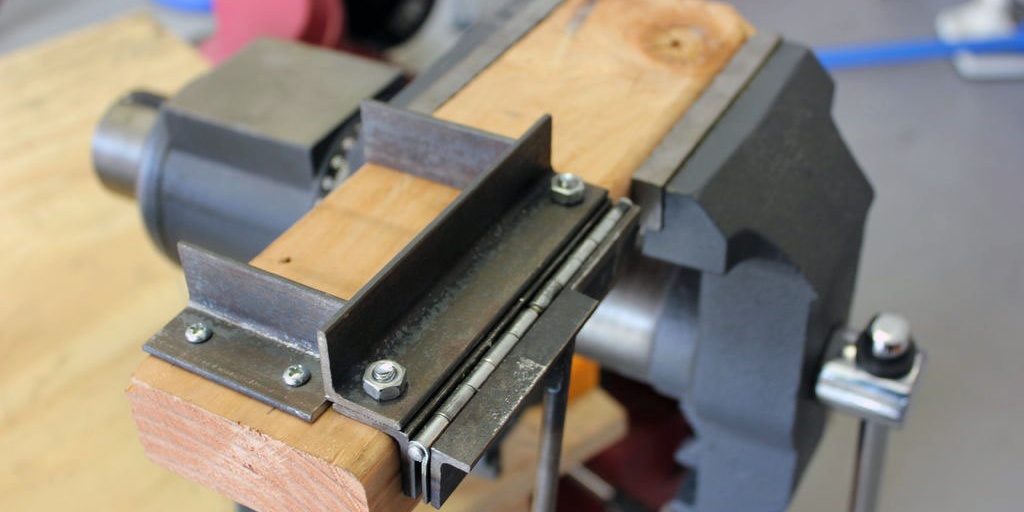
У два кратка угаона отвора избушимо рупе пречника 3,5 мм на ивицама и причврстимо их на дрвену греду тако да се наслањају на уздужно фиксирани велики угао и са њим праве 90 степени.



Наша машина је спремна за рад.
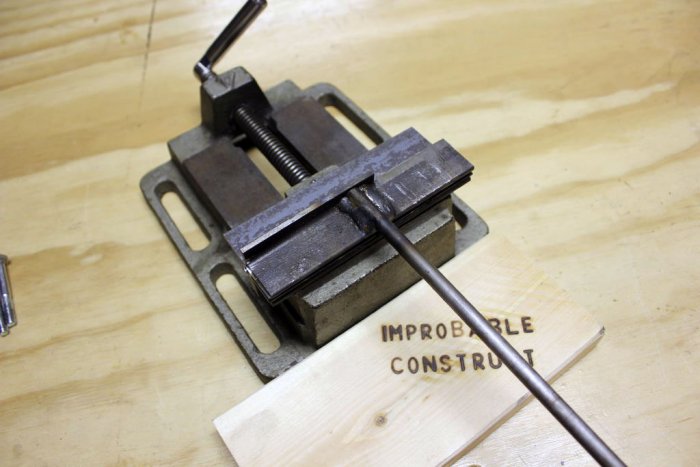
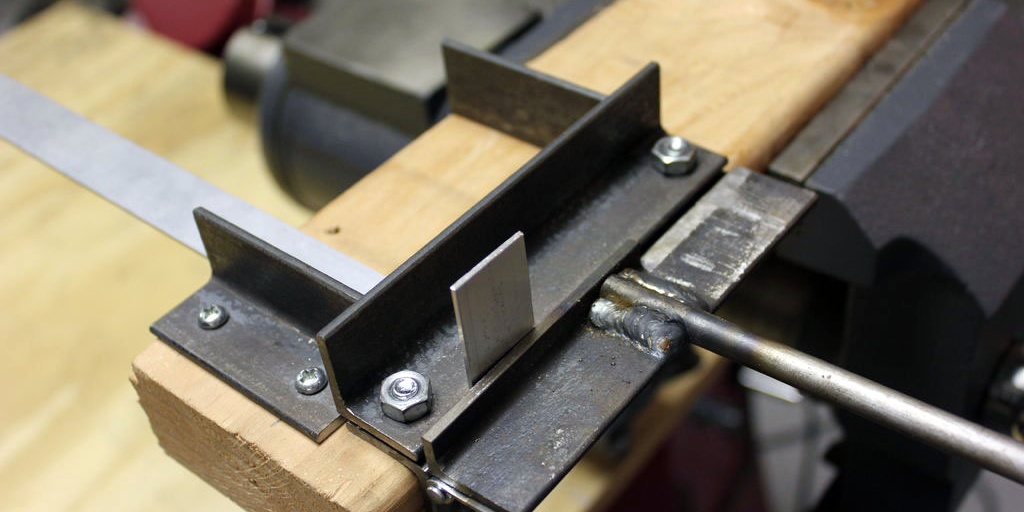
Отпуштамо матице које причвршћују углове и убацујемо металну траку у отвор између њих, који треба савијати. Да би савијање било равномерно, притисните траку на угао вођице.

Након тога, затегните навртке, избегавајући претерано затезање крајње матице и искошење угла стезања. Размак између углова треба да буде исти по целој дужини.
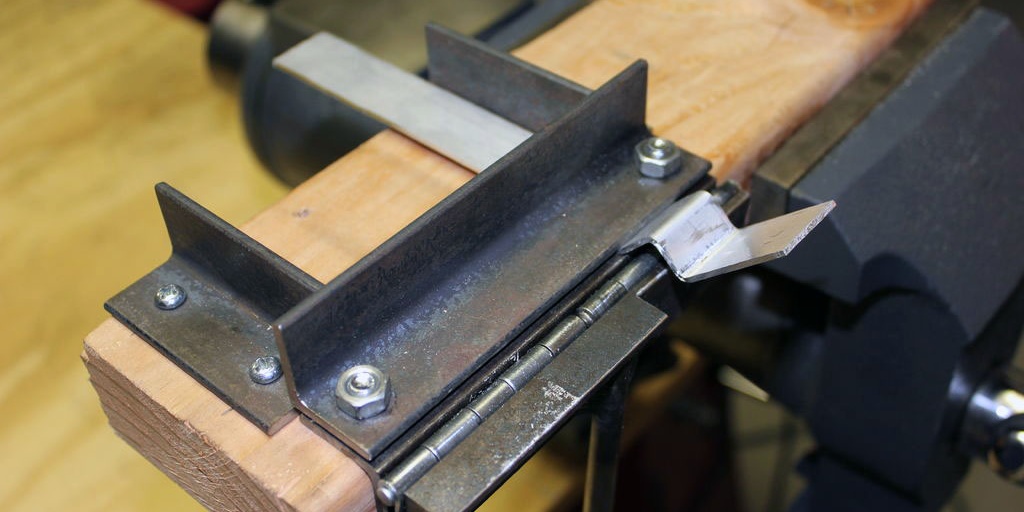
Дршку, која је још увек висила вертикално надоле, подижемо у хоризонтални положај. У процесу померања са прве позиције на другу, метал се савија.

Отпустите матице и ослободите материјал који се савија. Након тога га уклањамо из машине ако је савијање завршено или га померамо у другу позицију и настављамо са савијањем.


Оригинални чланак на енглеском
Требаће
Пошто ћемо радити са танким материјалима, силе савијања неће бити превелике. Узимајући у обзир ове факторе, бирамо материјале:
- угао 25×25 мм, дужина 500 мм;
- шипка пречника 8 мм и дужине 250 мм;
- две петље за вешање 25×60 мм;
- два вијка 6×50 мм са наврткама;
- четири завртња;
- дрвена греда 50×100×300 мм.

За обављање свих операција биће вам потребна бушилица са бушилицама пречника 3,5 и 6,5 мм, трачна тестера, опрема за заваривање, стеге и стеге.
Процес производње мини машине за савијање
Угао 25к25 мм пресекли смо трачном тестером на пет делова: три дужине 125 мм и две дужине 62,5 мм. Такође смо изрезали комад дужине 250 мм од челичне шипке пречника 8 мм да бисмо направили ручку.

Преклопимо два челична угла од 125 мм са полицама надоле и стегнемо их у шкрипац. Трећи постављамо на један од два, стегнут у шкрипцу, тако да се спољна страна вертикалне полице поклапа са линијом спајања два доња угла, и стиснемо их стезаљкама.

Постављамо петље са шаркама у унутрашњи угао формиран од три елемента. Чврсто их притиснемо на полице и заваримо их за метал кроз рупе за завртње. Уверавамо се да се шарке слободно склапају и отварају.

Поново савијамо шарке и попречно наслањамо челичну шипку у средину на вертикалну полицу и заваримо је на хоризонталну полицу споља.

На угаоној полици без дршке избушите у средини, 12 мм од крајева, једну рупу пречника 6,5 мм. Овај елемент постављамо на уздужни угао дрвене греде ближе једном крају тако да је полица са рупама на врху. Користећи овај угао као шаблон, избушимо две пролазне рупе у греди, која је на другом крају стегнута у шкрипцу.

У трећем углу, користећи исту бушилицу, такође правимо две рупе на истој удаљености једна од друге као у другом углу. На њега ће бити причвршћен тако да је његов угао усмерен даље од шарки. Али померамо центре рупа у трећем углу на ивицу хоризонталне полице за дебљину материјала за савијање.

У нашем случају, вредност померања треба да буде 1,6 мм.
У два кратка угаона отвора избушимо рупе пречника 3,5 мм на ивицама и причврстимо их на дрвену греду тако да се наслањају на уздужно фиксирани велики угао и са њим праве 90 степени.


Наша машина је спремна за рад.
Тестирање машина
Отпуштамо матице које причвршћују углове и убацујемо металну траку у отвор између њих, који треба савијати. Да би савијање било равномерно, притисните траку на угао вођице.

Након тога, затегните навртке, избегавајући претерано затезање крајње матице и искошење угла стезања. Размак између углова треба да буде исти по целој дужини.
Дршку, која је још увек висила вертикално надоле, подижемо у хоризонтални положај. У процесу померања са прве позиције на другу, метал се савија.
Отпустите матице и ослободите материјал који се савија. Након тога га уклањамо из машине ако је савијање завршено или га померамо у другу позицију и настављамо са савијањем.

Оригинални чланак на енглеском
Сличне мајсторске класе






Посебно занимљиво






Коментари (0)
