Лагане, јефтине "уради сам" стеге
Приликом извођења водоводних и столарских радова не можете без порока. Ово је прилично скупа опрема, чија је куповина непрактична за малу кућну радионицу. Да не бисте трошили новац на фабрички шкрипац, можете их сами направити. Наравно, домаћи производ се не може упоредити са правим пороком у смислу поузданости, али ради свој посао, а што је најважније, куповина материјала за његову производњу коштаће најмање 10 пута мање.

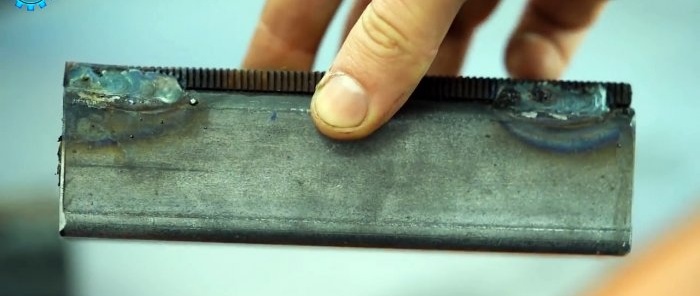
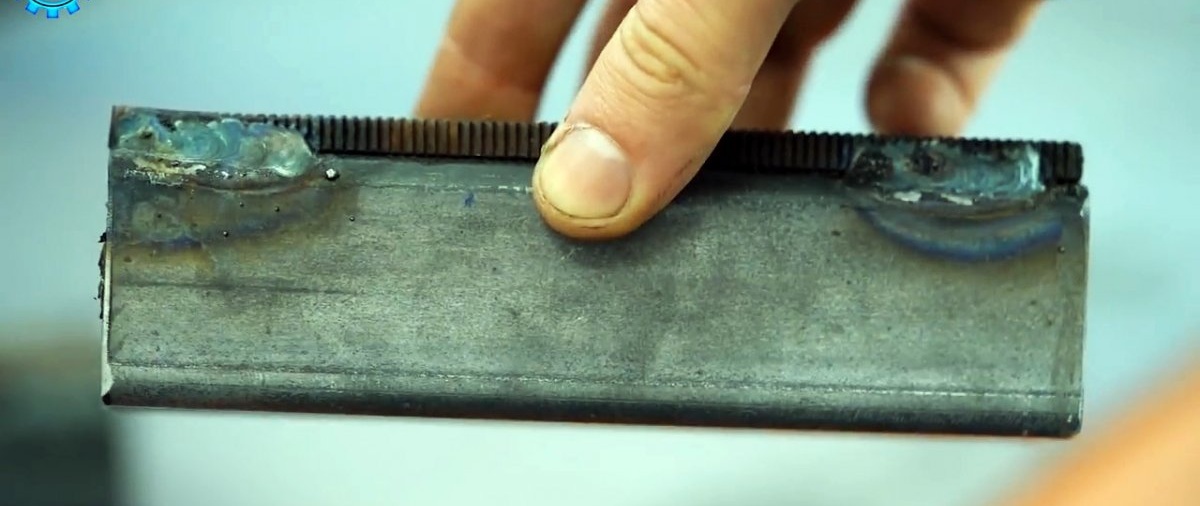
За израду стезних чељусти користе се 2 комада равне турпије.

Заварени су на комаде профилне цеви исте дужине.
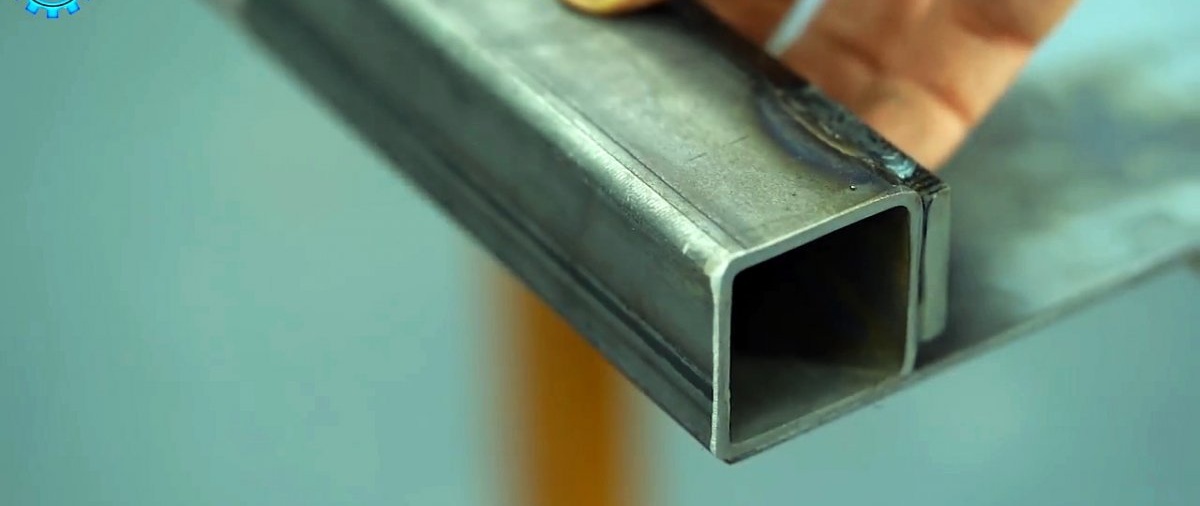
Ђон машине у облику правоугаоника је изрезан од челичног лима. Његова ширина треба да одговара дужини чељусти. Дужина ђона се узима 10-15 цм више од жељене ширине стезаљке.

Једна од чељусти је постављена дуж ивице ђона и заварена на њу. Затим се у средини основе прави уздужни рез ширине 11 мм.Требало би да почне од завареног сунђера и заврши 10-15 цм од супротне ивице.

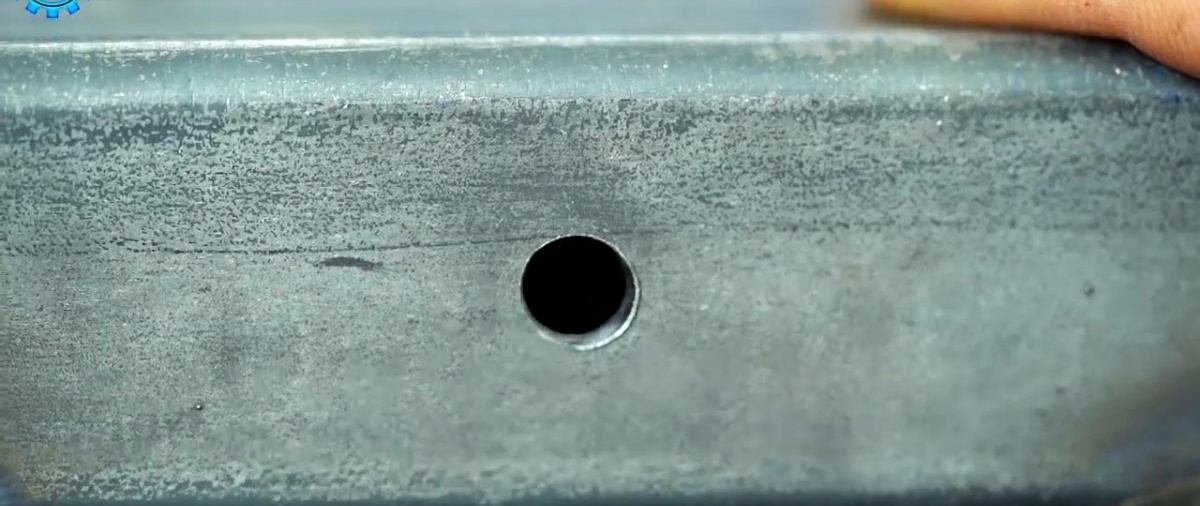
На доњој страни друге неискоришћене вилице у средини је избушена рупа, али само кроз један зид. Затим се у прорез испод ђона машине убацује вијак са подлошком, који се убацује у рупу на вилици. Након тога, потребно је да дођете на овај вијак са унутрашње стране профилне цеви помоћу подлошке и матице. Потребно га је мало уврнути тако да сунђер клизи напред-назад по ђону.


На ивици основе супротној од фиксне чељусти, наспрам прореза је заварена издужена матица. Морате користити постоље испод њега да подигнете његов центар за половину ширине профилне цеви. Дугачак пин је уврнут у матицу.



Насупрот игле, у центру клизне чељусти, бушилицом од 10,5-12 мм буши се рупа. У њега се убацује игла, а изнутра цеви се наврну 2 матице тако да не излази.
Чељусти порока се стисну, након чега се пресече вишак дужине игле. Матица М10 је зашрафљена на њен крај и заварена. Затим су матице М12 заварене, али на крају. Преостали део игле се убацује у њега. На његове крајеве су зашрафљене матице М10. Резултат је дугме.

Да би се конструкцији дала крутост, део профилне цеви мора бити заварен на основу на дугим ивицама. Ово ће такође омогућити другом клизачу вилице да клизи, а да га причвршћивач испод не ухвати. Након тога, алат се причвршћује на радни сто.

Добијени стег није дизајниран да издржи ударце чекићем о радним предметима који су у њима стегнути, али ће се носити са држањем делова током брушења, тестерисања, блањања итд. Током времена, ако су преоптерећени, метрички навоји на сворњаку или продуженој навртци могу се одломити, али се ти делови брзо мењају.Овај алат је заиста способан да успешно помогне при извођењу већине столарских и водоинсталатерских радова, тако да његова производња има смисла.


Материјали:
- велика равна датотека;
- профилна цев 40к40 мм или више;
- челични лим 4-10 мм;
- вијак М10;
- подлошка М10 – 2 ком.;
- навртка М10 – 7 ком.;
- продужена навртка М10;
- М10 пин;
- навртка М12.
Прављење порока
За израду стезних чељусти користе се 2 комада равне турпије.

Заварени су на комаде профилне цеви исте дужине.
Ђон машине у облику правоугаоника је изрезан од челичног лима. Његова ширина треба да одговара дужини чељусти. Дужина ђона се узима 10-15 цм више од жељене ширине стезаљке.
Једна од чељусти је постављена дуж ивице ђона и заварена на њу. Затим се у средини основе прави уздужни рез ширине 11 мм.Требало би да почне од завареног сунђера и заврши 10-15 цм од супротне ивице.

На доњој страни друге неискоришћене вилице у средини је избушена рупа, али само кроз један зид. Затим се у прорез испод ђона машине убацује вијак са подлошком, који се убацује у рупу на вилици. Након тога, потребно је да дођете на овај вијак са унутрашње стране профилне цеви помоћу подлошке и матице. Потребно га је мало уврнути тако да сунђер клизи напред-назад по ђону.

На ивици основе супротној од фиксне чељусти, наспрам прореза је заварена издужена матица. Морате користити постоље испод њега да подигнете његов центар за половину ширине профилне цеви. Дугачак пин је уврнут у матицу.



Насупрот игле, у центру клизне чељусти, бушилицом од 10,5-12 мм буши се рупа. У њега се убацује игла, а изнутра цеви се наврну 2 матице тако да не излази.
Чељусти порока се стисну, након чега се пресече вишак дужине игле. Матица М10 је зашрафљена на њен крај и заварена. Затим су матице М12 заварене, али на крају. Преостали део игле се убацује у њега. На његове крајеве су зашрафљене матице М10. Резултат је дугме.

Да би се конструкцији дала крутост, део профилне цеви мора бити заварен на основу на дугим ивицама. Ово ће такође омогућити другом клизачу вилице да клизи, а да га причвршћивач испод не ухвати. Након тога, алат се причвршћује на радни сто.

Добијени стег није дизајниран да издржи ударце чекићем о радним предметима који су у њима стегнути, али ће се носити са држањем делова током брушења, тестерисања, блањања итд. Током времена, ако су преоптерећени, метрички навоји на сворњаку или продуженој навртци могу се одломити, али се ти делови брзо мењају.Овај алат је заиста способан да успешно помогне при извођењу већине столарских и водоинсталатерских радова, тако да његова производња има смисла.

Погледајте видео
Сличне мајсторске класе






Посебно занимљиво






Коментари (2)
