Како направити пластику (филамент) од ПЕТ боце за 3Д штампач
Они који су заинтересовани за 3Д штампање понекад су једноставно шокирани њиховим трошковима за пластични конац за штампање (филамент). Иако није скупа, конзумира се у великим количинама, па су суме за њено дупе знатне. Да бисте уштедели новац, филамент се може бесплатно направити од обичних пластичних ПЕТ боца.
Потребна опрема:
- Резач за флаше;
- пумпа за надувавање гума;
- грејач 200-225 степени Целзијуса са излазном млазницом од 1,75 мм;
- механизам за цртање и намотавање.
Процес израде филамента од ПЕТ боца
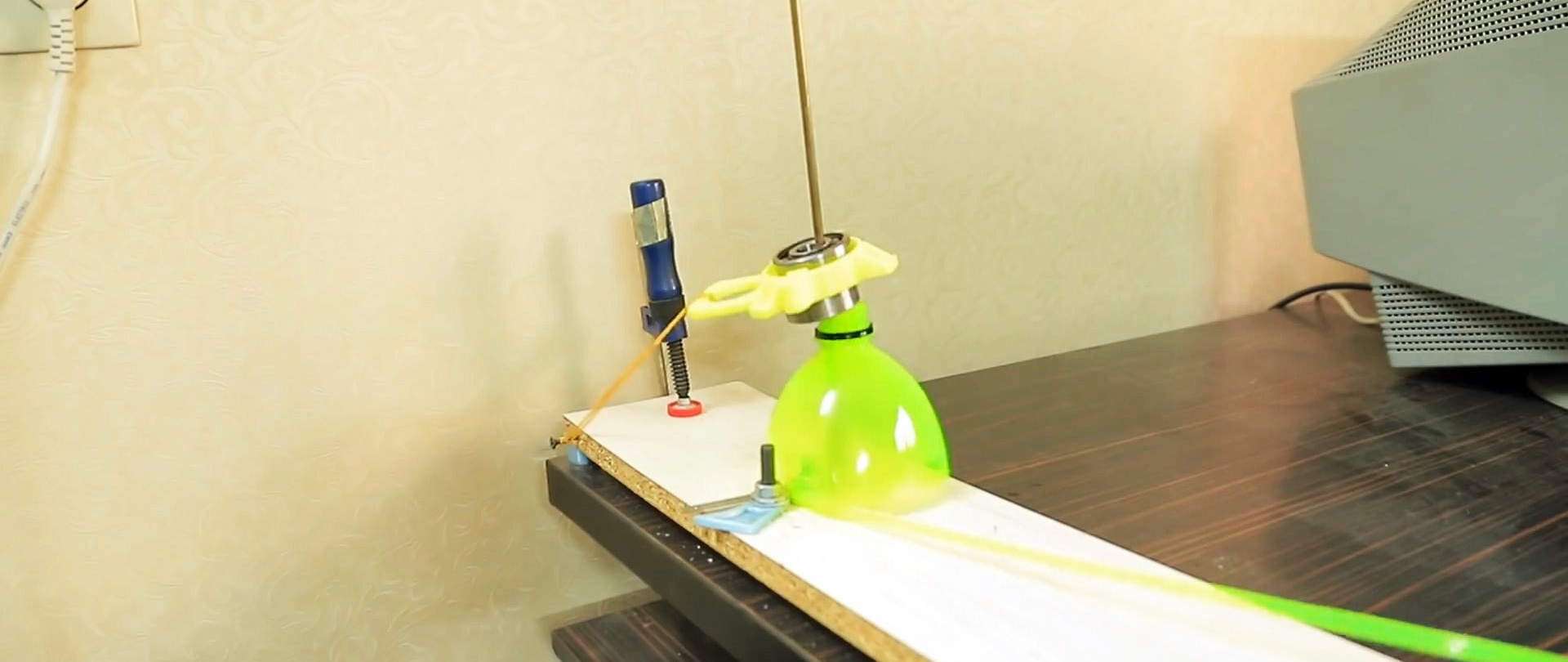
ПЕТ боце се користе као сировина за производњу филамента. У идеалном случају, требало би да буду обојене. Пре употребе потребно их је изравнати. У ту сврху се модификује обична капа за флашу. У њега морате уградити вентил са ауто камере. Уз његову помоћ, боца се пумпа ваздухом помоћу конвенционалне пумпе како би се повећао притисак унутра (више детаља овде - хттпс://сите70.цок/3/6732-как-випрјамљат-љубие-фигурние-пјет-бутилки.хтмл).

Затим се вентил учвршћује у стезну главу одвијача. Морате ротирати надувану боцу изнад упаљеног гасног горионика. Загрејаће се, омекшати и, захваљујући унутрашњем притиску, изједначити.

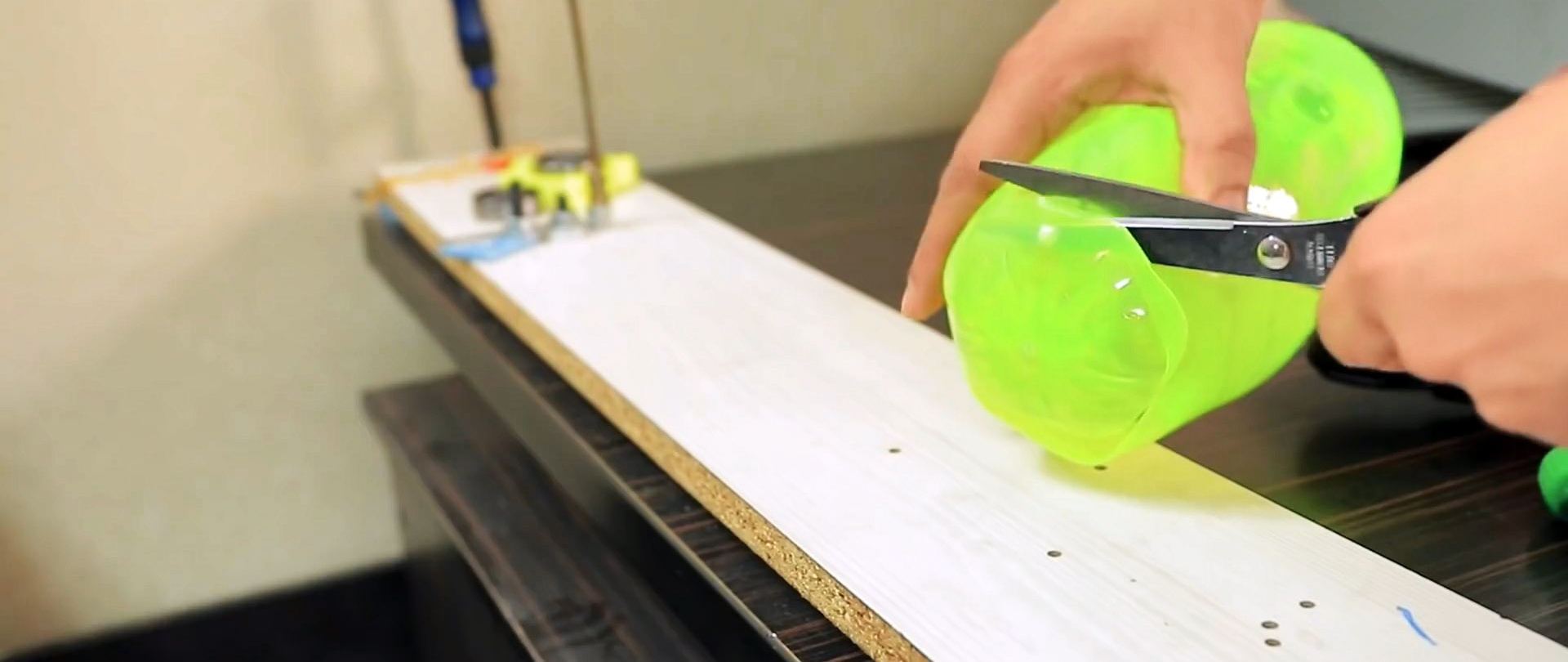
Равна боца се исече на траку помоћу резача за флаше. Испоставиће се уједначеније него да се раствори без припреме. Ако су зидови боце дебели, онда ширина траке треба да буде 5-6 мм. Из танке боце минералне воде боље је исећи ширину 7-8 мм.
Ивица траке се сече под углом, након чега се лансира у млазницу загрејаног грејача. За рад са ПЕТ траком, његова температура мора бити +200-225 степени Целзијуса. Пречник излаза млазнице је 1,75 мм, док је улаз упуштен да би се широка трака лакше уклопила и променила облик.
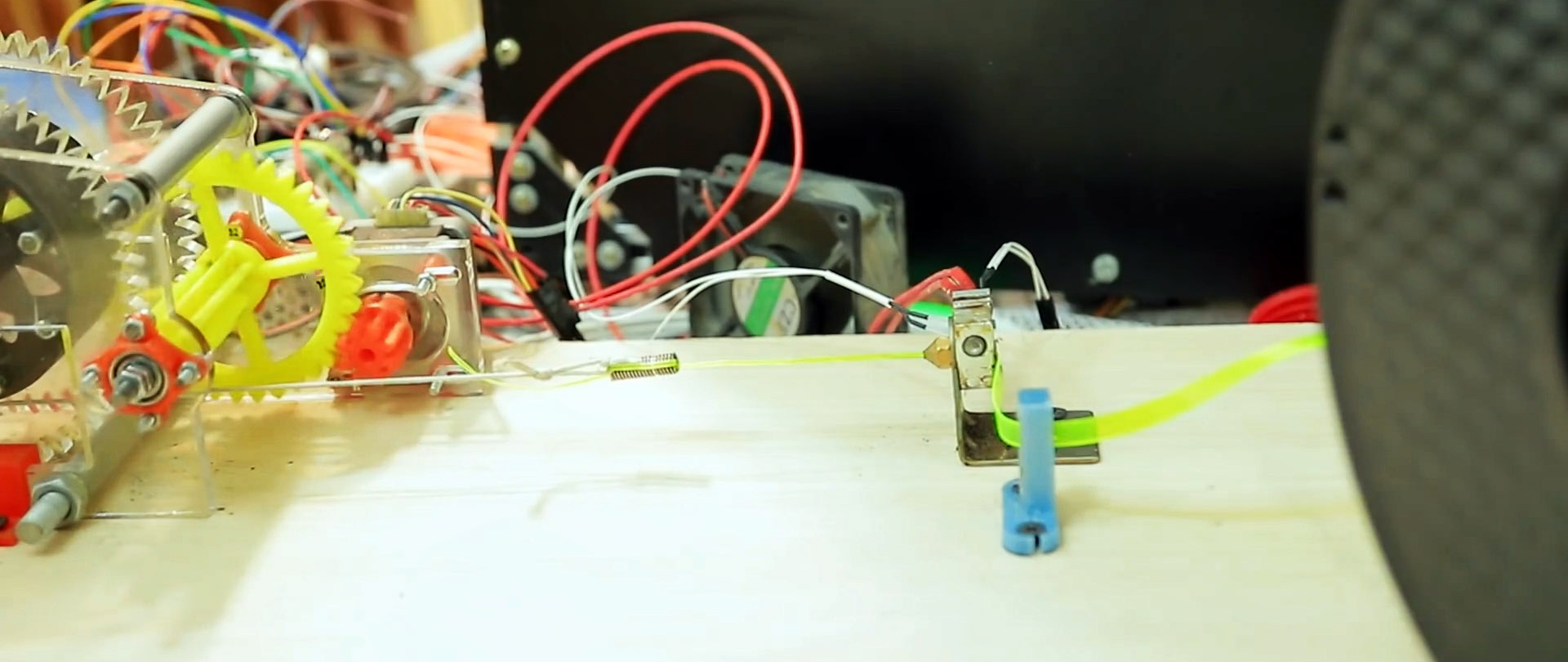
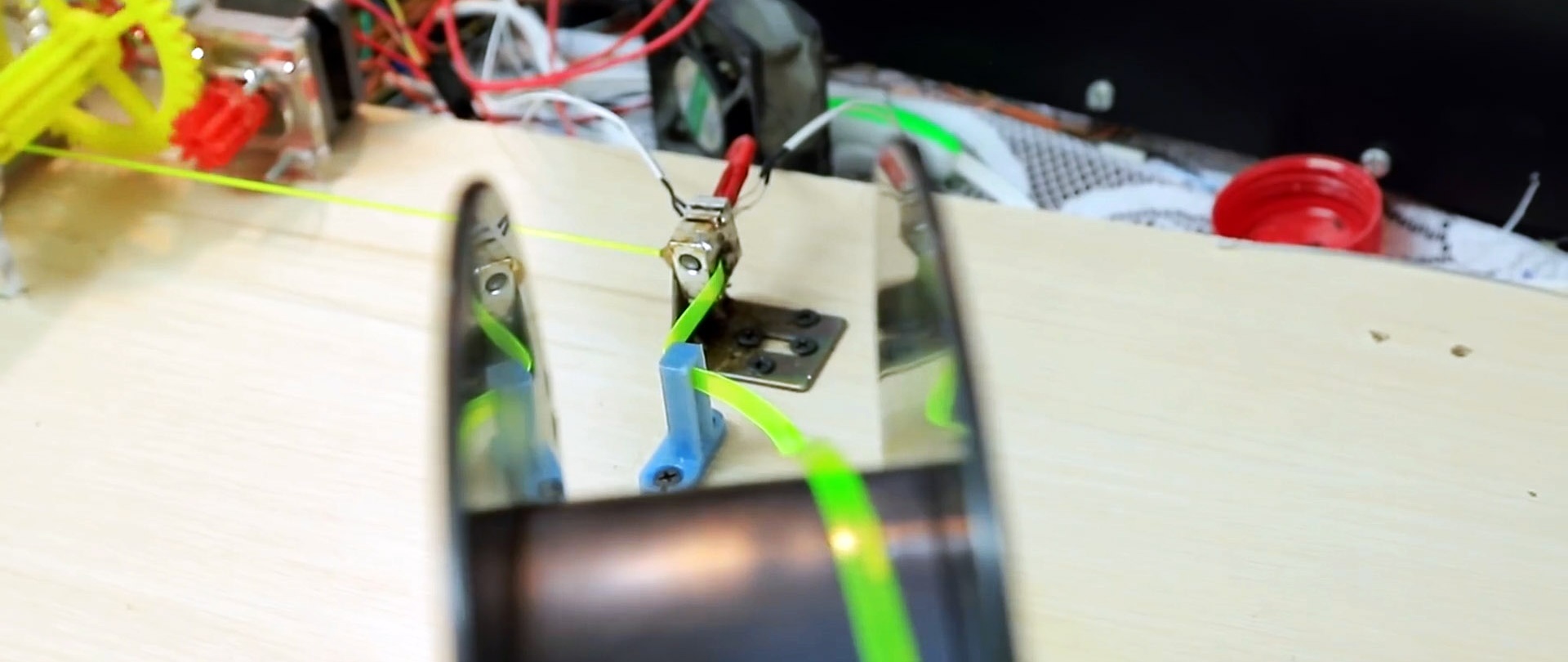
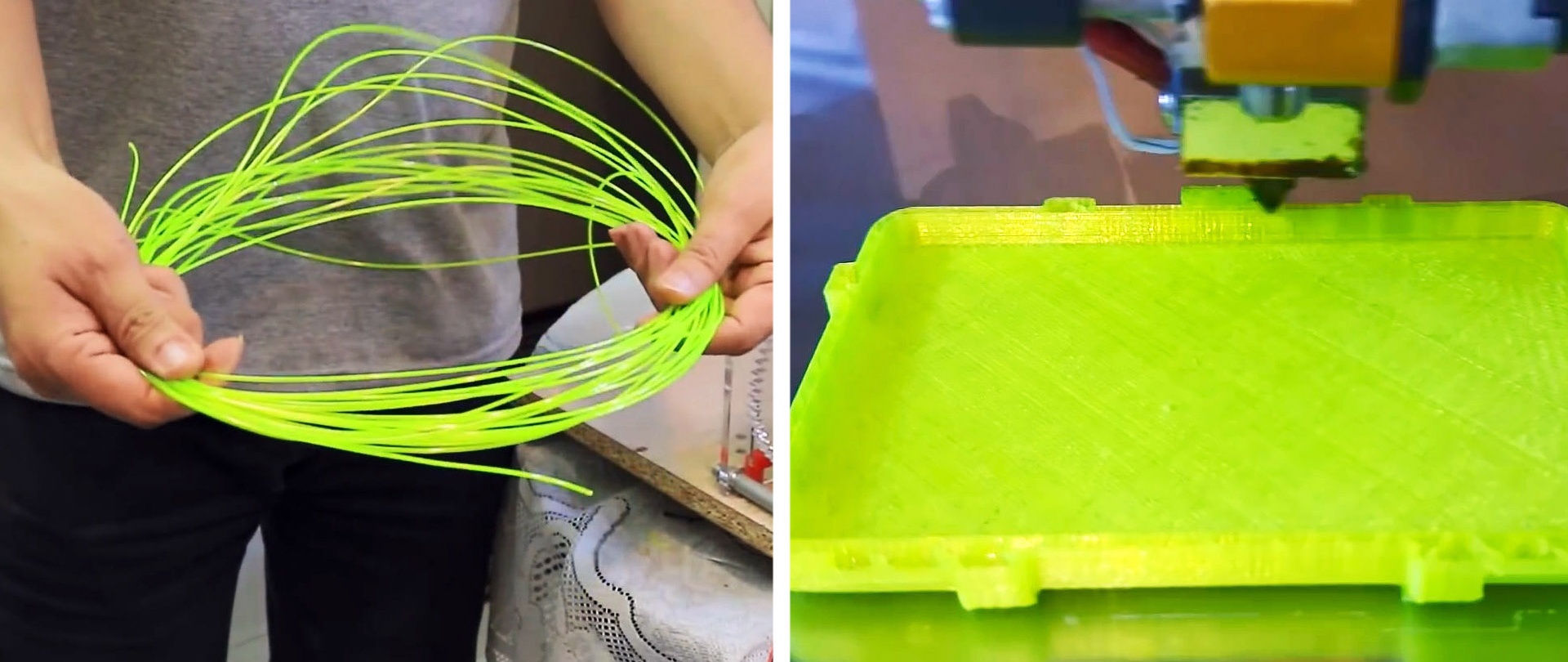
Ивица филамента провучена кроз врућу млазницу мора бити везана и повезана са механизмом за цртање и намотавање. То је корачни мотор са мењачима и калемом. Делови за њега се могу штампати на штампачу. Брзина намотавања је подесива тако да трака има времена да се довољно загреје и промени облик.
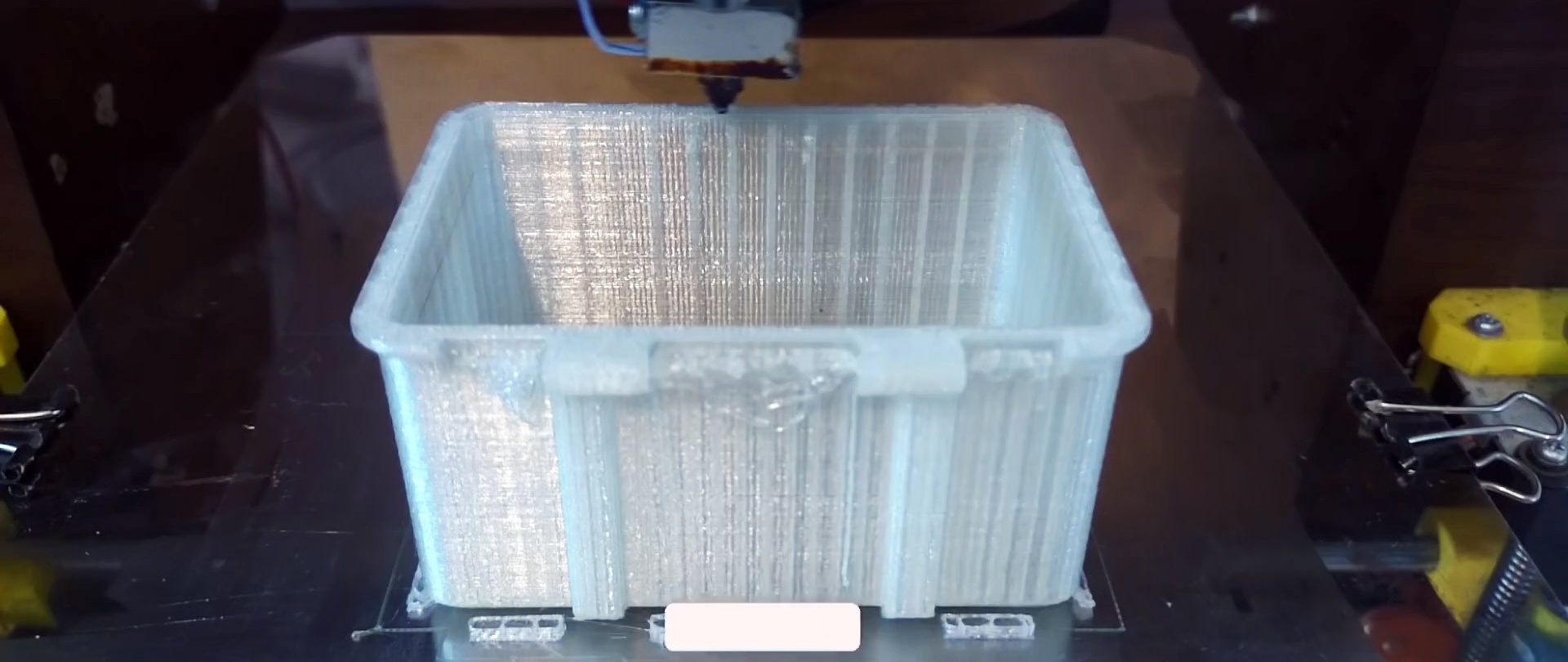
Да би шипка била дугачка, траке се могу залепити заједно пре производње, загревајући крајеве на +270-280 степени Целзијуса. Добијени филамент се савршено штампа када је температура подешена на +250-260 степени Целзијуса.
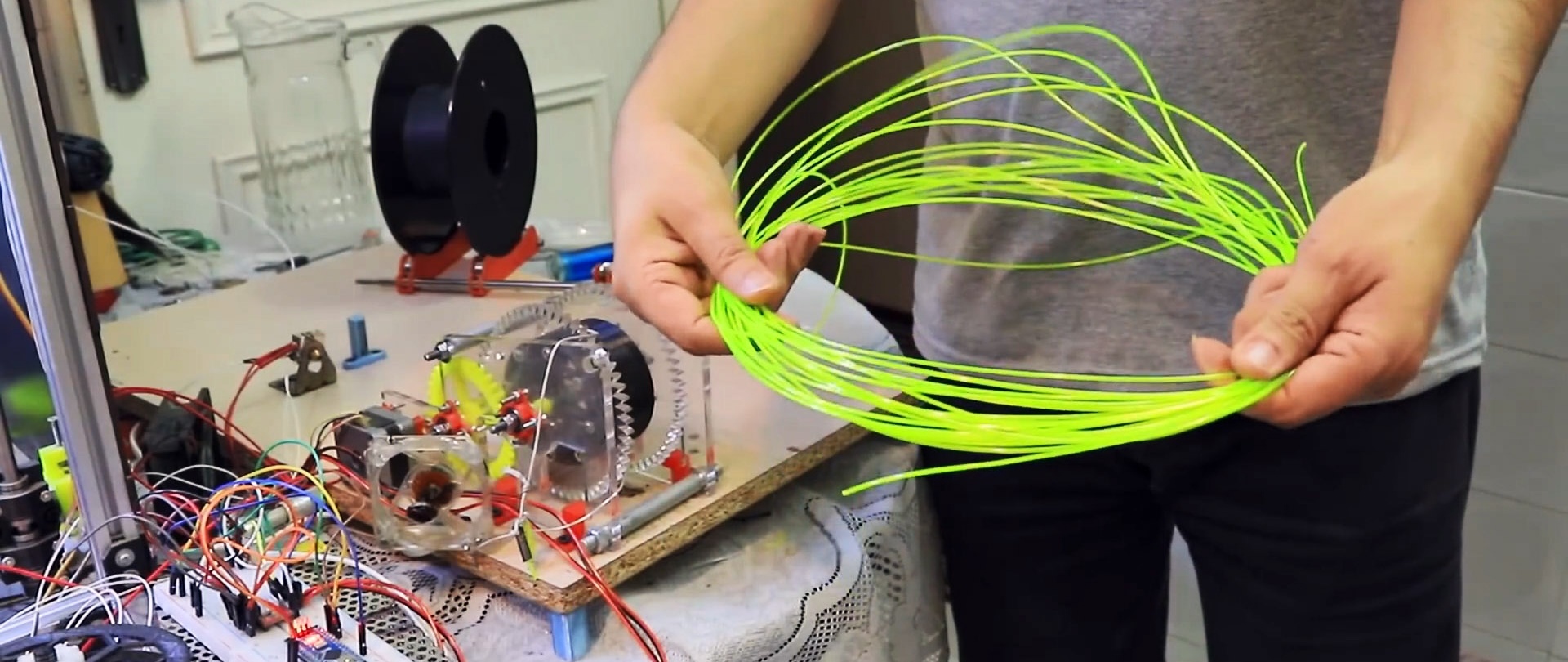
Сва опрема неопходна за производњу може се израдити на занатски начин. За њега нема посебних захтева осим могућности подешавања. За грејач ово је одговарајућа температура, а за механизам за намотавање брзина ротације завојнице. Као резултат, буквално можете добити висококвалитетни филамент из смећа.
Ако је трака равна, а биће ако прво исправите боцу, онда је квалитет штампе са таквом шипком идеалан.