Како направити алат за обележавање глатких кривина профилних цеви
Да бисте глатко савијали профилне цеви под углом од 90 степени, потребно је одређено искуство и одвојени прорачуни за сваку величину. Али свака одрасла особа може да се носи са овим задатком ако има посебан алат за обележавање који се може прилагодити било којој величини. Није тешко направити, и то од отпадних материјала.

Требаће
Материјали:- остатак челичног лима;
- комад челичне траке;
- комади плексигласа;
- вијак, подлошка и опруга;
- спреј.
Процес израде алата за обележавање глатког савијања профилних цеви од 90 степени
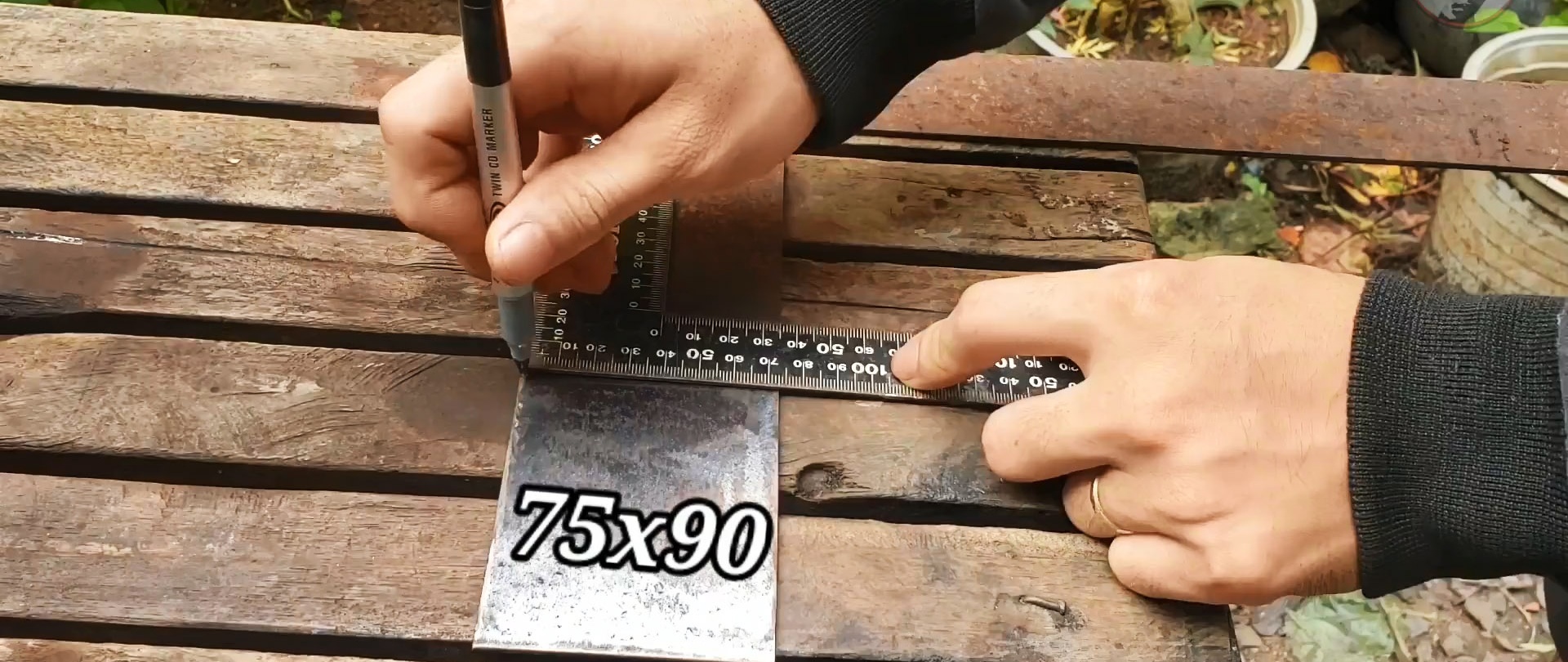
Профилна цев је означена за глатку кривину од 90 степени помоћу одговарајућег круга са пречницима означеним под правим углом. Метода је једноставна, али непрецизна, а свака величина цеви захтева свој круг. Направићемо универзални уређај, погодан за различите величине цеви, једноставан за употребу и тачнији. Од челичног лима дебљине 3 мм, изрежите правоугаоник 75 × 90 мм.
Од траке дебљине 5 мм изрезали смо комад 175 × 20 мм. Користећи магнетну стезаљку, заваримо траку на ивици дуж кратке стране правоугаоне плоче. Заварене шавове брусимо брусилицом.

На слободном крају траке са стране плоче, избушите слепу рупу, исеците навој и заврните завртањ.

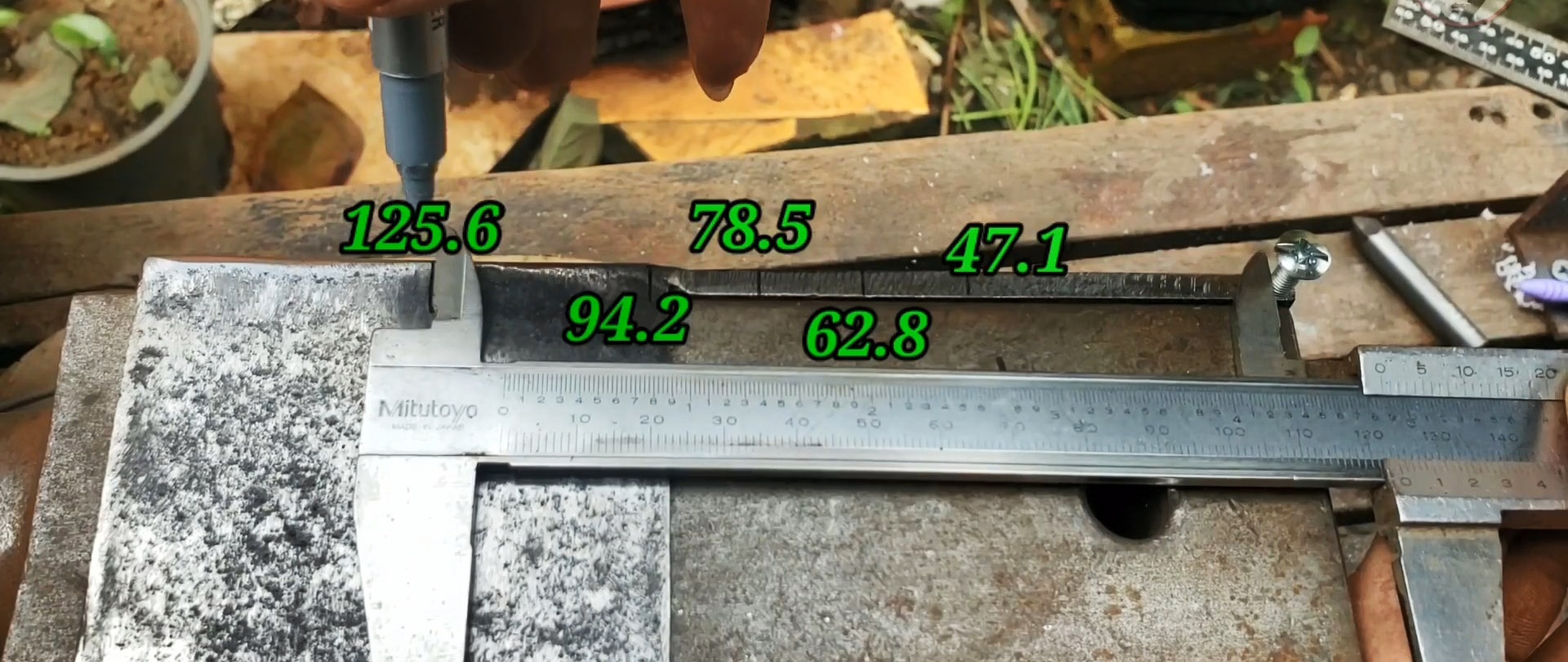
На ивици траке од завртња до правоугаоне плоче правимо ознаке на растојању одређеном односом: π×Р/2, где је π=3,14, Р стандардна величина профилне цеви. Дакле, за квадратну цев 30×30 мм то је једнако 3,14×15=47,1 мм, 40×40 мм – 62,8 мм, 50×50 мм – 3,14×25=78,5 мм, 60×60 мм – 3,14×30= 94,2 мм, 40×80 мм – 3,14×40=125,6 мм итд.

Од две ознаке које су најудаљеније од завртња, повлачимо вертикалне линије дуж површине плоче до њене слободне ивице. На крајевима најудаљеније линије упоређујемо рупе, дуж друге линије поравнамо вертикалну ивицу плоче.
Спајамо рупе у плочи са прорезом ширине једнаким пречнику рупа. Обрађујемо га округлом турпијом да бисмо уклонили неравнине и заокружили ивице.


Ознаке на траци продубљујемо датотеком. Повлачимо линију на плочи паралелно са утором и правимо ознаке вертикално на растојању од траке Р/2, где је Р страна профилне цеви. За цев 30к30 мм то ће бити једнако: 30/2=15 мм, 40к40 мм - 20 мм, 50к50 мм - 25 мм, 60к60 мм - 30 мм, 40к80 мм - 40 мм, итд. д. Избушите рупе дуж ових оцене.


Од плексигласа смо изрезали плочу 95×15×5 мм.

На њему нацртамо уздужну централну линију и од почетне тачке на крају плоче шестаром означимо пресеке са њим, респективно, полупречника једнаких 32, 42, 52, 62 и 82 мм.


На овим тачкама, укључујући и заједничку тачку, бушимо рупе. Брушимо плочу од плексигласа и заокружимо углове брусним папиром. Ознаке и честице са плоче уклањамо растварачем.
Обојимо метал за обележавање бојом у спреју и након сушења, вијком са опругом зашрафимо плочу од плексигласа на навојну рупу на челичној траци.

Коришћење алата
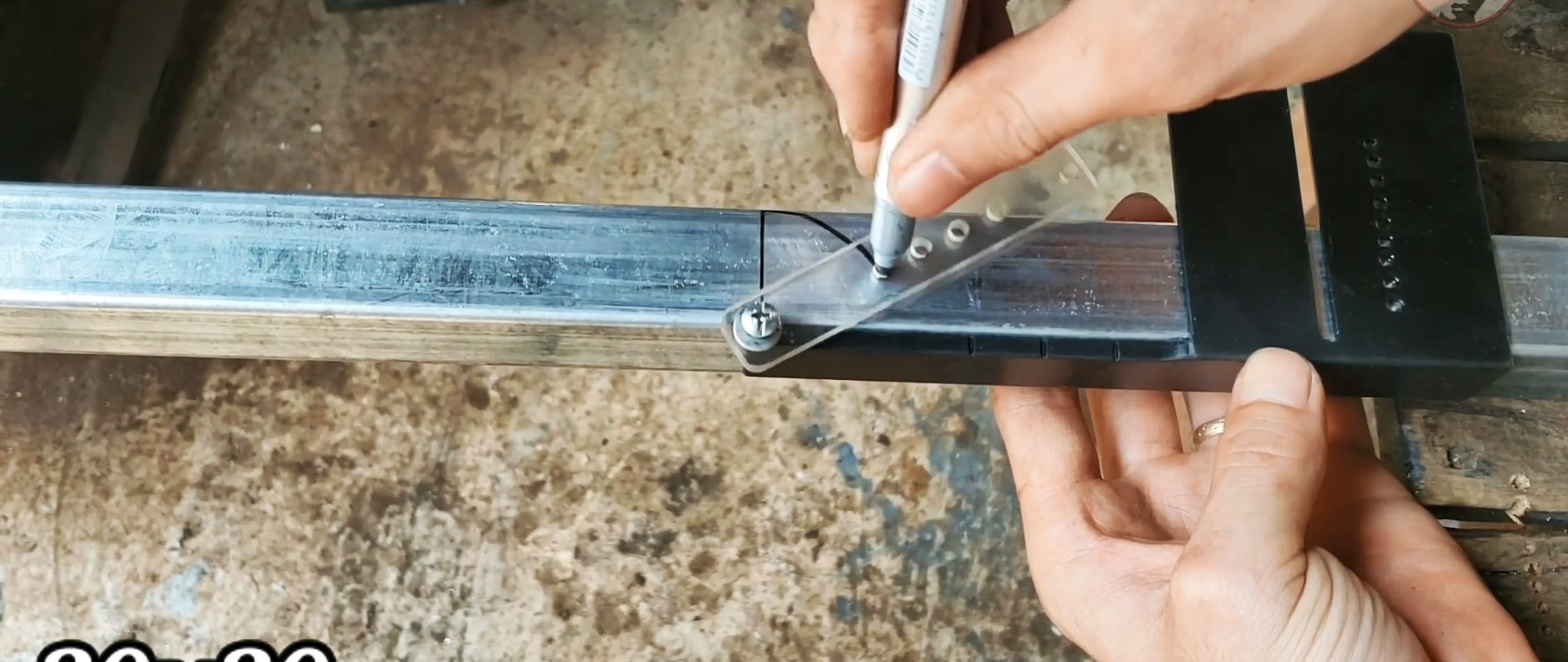
Алат је једноставан за употребу. Измеримо страну профилне цеви и нацртамо попречну линију на кривини, на њу поставимо плочу од плексигласа, померајући траку са ознакама дуж суседне стране профилне цеви.

Уметните маркер у одговарајућу рупу на плочи од плексигласа и нацртајте кружни лук дуж површине цеви. У зависности од стандардне величине цеви, користећи одговарајућу ознаку на траци или плочи, нацртајте вертикалну линију дуж површине цеви.
Ознаке преносимо на друге стране и означавамо места која треба уклонити. Након чега се цев лако и глатко савија за 90 степени. Остаје само поправити кривину заваривањем.


Ако измеримо растојање између крајњих вертикалних линија након обележавања, онда ће они бити једнаки за цев 30к30 мм - 47,1 мм, 40к40 мм - 62,8 мм, 50к50 мм - 78,5 мм, 60к60 мм - 94,2 мм и 40×80 мм – 125,6 мм.
Вредност Р/2, која је потребна за обележавање, може се лако пронаћи тако што се трака са ознакама притисне на страну профилне цеви и помоћу маркера кроз одговарајући отвор на металној плочи нанесе ознака на површину цев.


Погледајте видео
Сличне мајсторске класе












