Како направити уређај за израду јаке мреже
Челична жичана шипка од 6 мм је прилично издржљива врста ваљаног метала, чија је ручна деформација тешка операција. Штавише, када добијете мрежу од ње, биће вам потребно много почетних елемената истог типа, али бројних кривина. Ствар ће бити знатно поједностављена ако унапред направите уређај који је једноставан по дизајну, али прилично ефикасан.

Требаће
Материјали:
- 6 мм челична жичана шипка;
- челична правоугаона плоча;
- квадратна трака;
- навојна шипка са навртком;
- 2 лежаја на осовини са петом;
- профилна правоугаона цев;
- 4 монтажна вијка.
Алати: мерни квадрат, маркер, апарат за заваривање, брусилица, шкрипац, ударни кључ.
Процес израде уређаја за савијање жичане шипке - мрежастих елемената
У центар правоугаоне челичне плоче постављамо 2 комада једнаке дужине од квадратне шипке са крајевима исеченим под углом од 45 степени. Након што поравнате прави угао и поправите га, варити њих до пећи и међу собом.

Паралелно са једном од страница правог угла, заваримо исти елемент од квадратне шипке на плочу, након што се уверимо да жичана шипка од 6 мм слободно стане између њих.
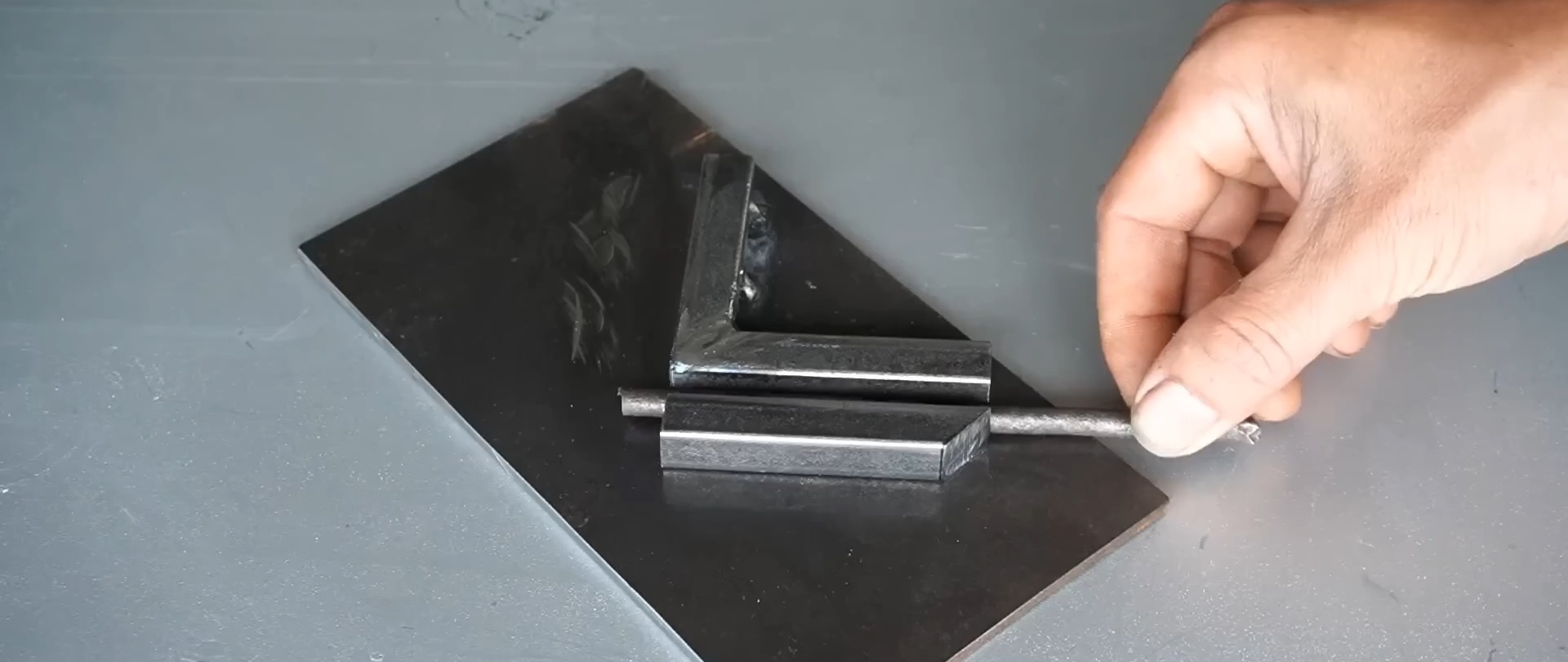
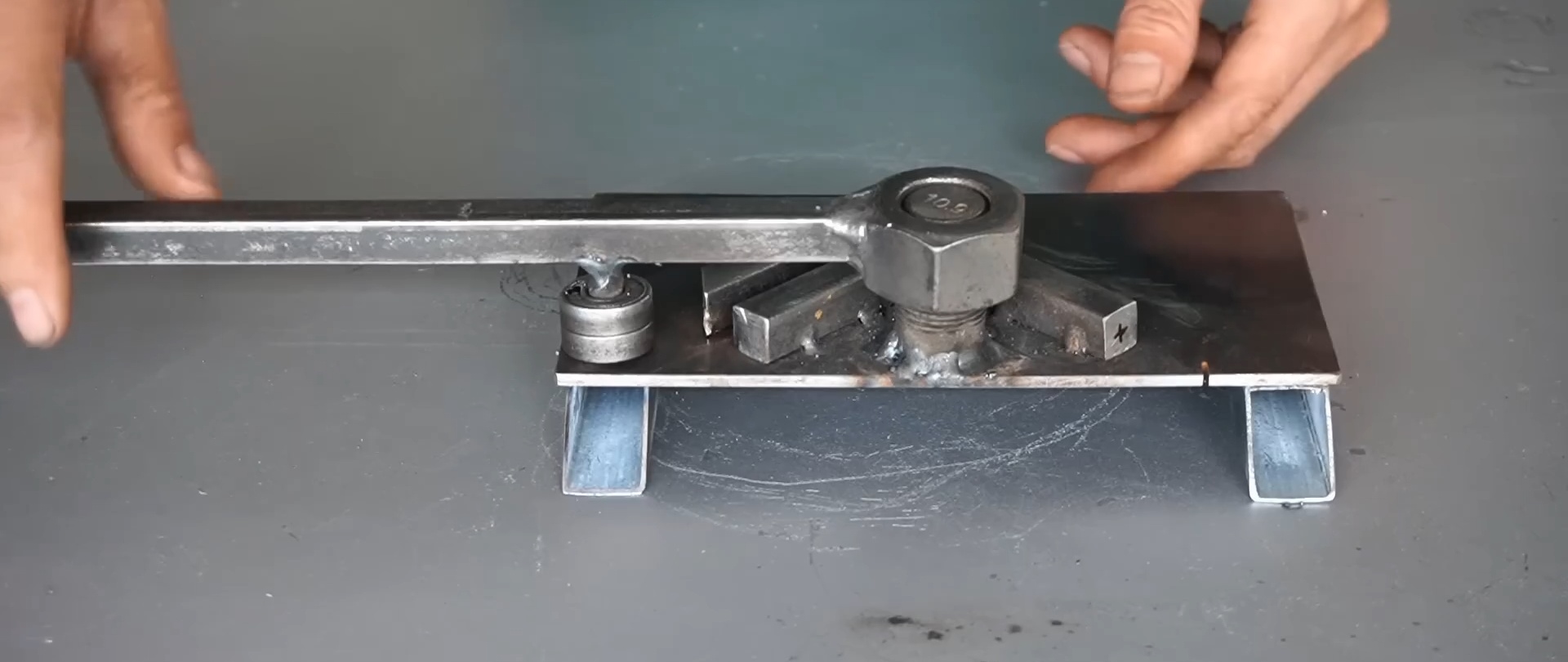
У унутрашњи десни угао две квадратне шипке постављамо шипку са вертикалним навојем и заваримо је на плочу. Заврните матицу на шипку. Заваримо квадратну шипку процењене дужине на једно од лица матице под углом од 90 степени.


Постављамо 2 лежаја на осовину са петом на углу плоче. Означите дно квадратне шипке на оси, заварени до ораха. Скратимо осу дуж означене ознаке и варити до дна квадратне траке.

Дуж кратких страна плоче одоздо постављамо 2 дела профилне правоугаоне цеви са закошеним крајевима и заваримо их за плочу. Кроз рупе у профилним цевима са четири стране, сигурно причврстимо наш уређај на угао радног стола.
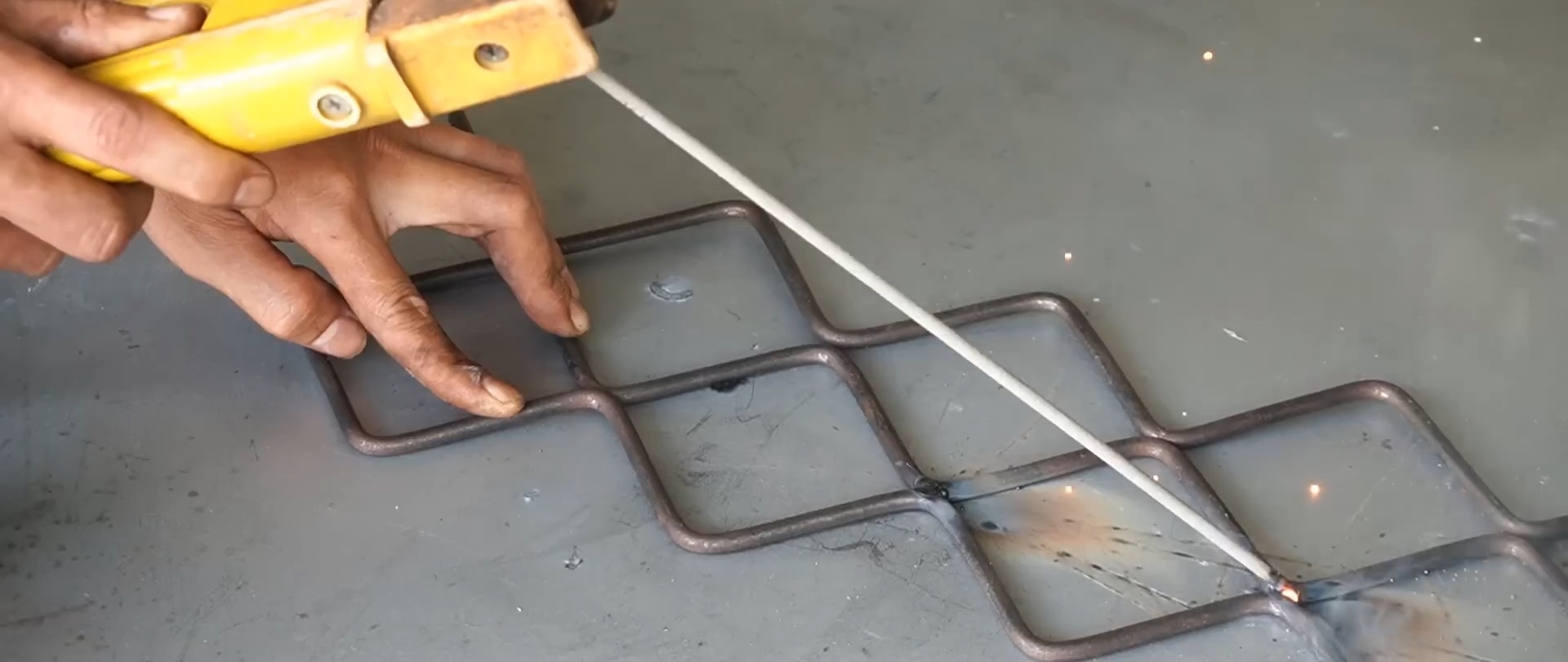
Уређај ради веома једноставно. Померамо полугу са лежајевима изван линије која се налази у средини између два паралелна дела квадратне шипке. Убацимо крај бланка жичане шипке у размак између њих и повучемо полугу према шипки. Затим лежајеви, ротирајући, притискају жичану шипку и она се савија тачно за 90 степени. Следећи део жичане шипке савијамо у супротном смеру, док је прва кривина фиксирана са другим делом угла од квадратних шипки. Настављамо процес овим редоследом док не дођемо до другог краја радног комада жичане шипке.



Савијамо све радне предмете, који су цик-цак елементи са угловима савијања од 90 степени. Полажемо их на равну површину тако да се додирују на врховима кривина. Осигуравамо контактне тачке заваривањем и штитимо их брусилицом како би добили тржишни изглед.

Погледајте видео
Сличне мајсторске класе












