Hur man gör en enkel maskin av en skena för att göra kedjor
Länkkedjan består av tunna stänger böjda till en ring och svetsade i kanterna. Tekniken för dess produktion är mycket enkel, men kräver en speciell bockningsmaskin. Sådan utrustning kan monteras med egna händer från en järnvägsskena, och en stark länkkedja kan produceras på den till en minimal kostnad.

En bit järnvägsskena 110 mm lång används som bas på maskinen.

Dess huvud är konvext, så det måste slipas platt. Detta är bekvämt att göra med en kvarn med ett kronbladshjul.
3 blinda hål görs i skenhuvudet med en 14 mm borr. För att göra detta appliceras märken med en kärna, belägen som hörn av en likbent triangel.

Avståndet mellan punkterna vid dess bas är 40 mm, och avståndet från basen till den tredje vertexen är 22 mm. Skenan är svår att borra, därför används först tunna borr, och sedan breddas hålen till 14 mm.


Borrdjup 10-15 mm.Du kan också direkt göra genomgående hål i sulans hörn, så att du sedan kan skruva fast maskinen på en bordsskiva eller träkloss.

Från stålrundvirke med en diameter på 14 mm måste du skära 3 fingrar 40 mm långa. De trycks in i hål i skenhuvudet.


Därefter måste du göra 2 spakar från rälshalsen. På denna plats har skenan en tjocklek på 15 mm, så de är resistenta mot deformation från belastning. Storleken på spakarna är 25x250 mm.



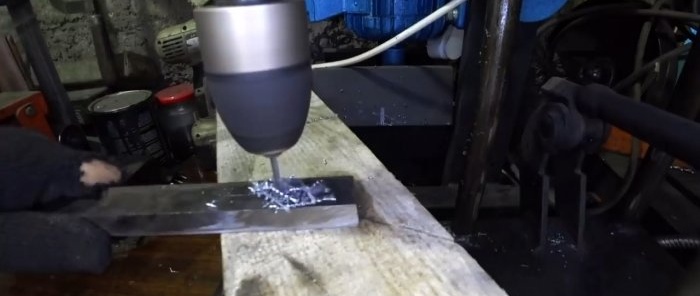
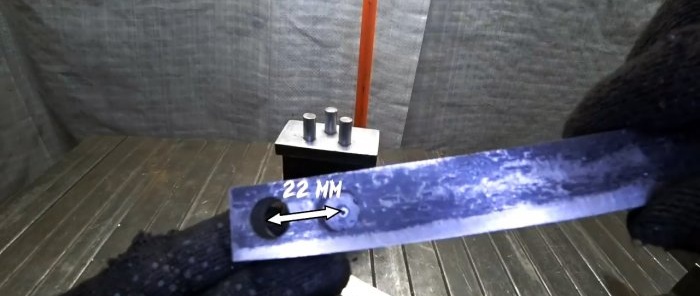
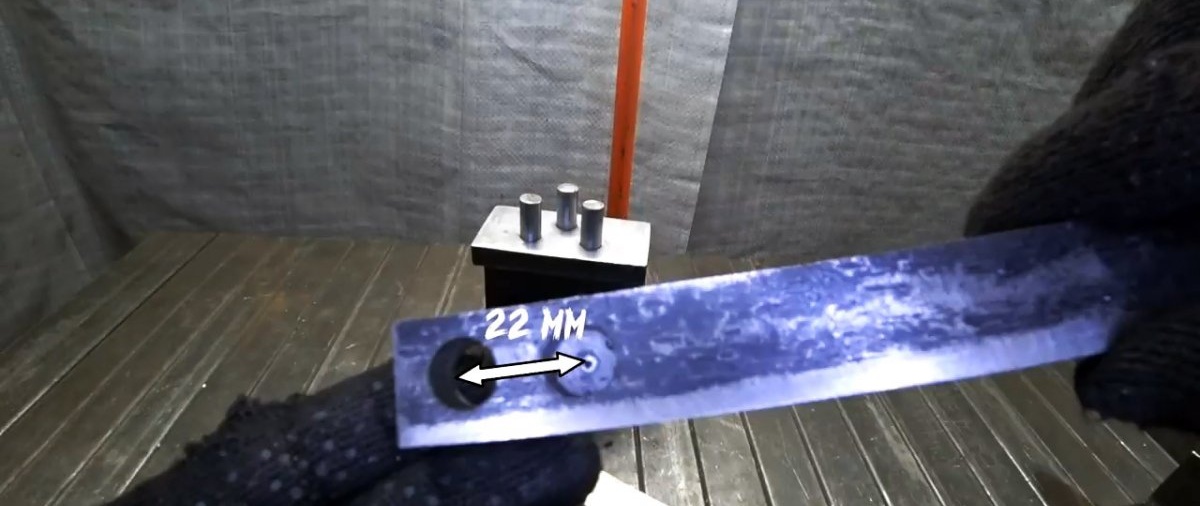
Ett genomgående hål borras i kanten av varje spak med en 14 mm borr. Ett annat blindhål görs vid ett indrag från det för halva tvärsnittet av arbetsstycket. Avståndet mellan hålens mittpunkter är 22 mm.

Sedan måste spakarna delas i 3 lika delar och skära vid märkena till halva tjockleken för att böjas. Det första snittet görs på motsatt sida av det blinda hålet. För att göra ett snitt längs nästa markering vänds arbetsstycket tillbaka. Som ett resultat böjer spaken längs den första linjen i en riktning och längs den andra i motsatt riktning. Efter böjning svetsas snitten och sömmarna slipas.




Ytterligare 2 fingrar skärs av rundvirke, men redan 20 mm långa. De drivs in i blinda hål på spakarna.

Sedan installeras spakarna på spikarna i skenan, som preliminärt är försedda med en bricka.




Maskinen skruvas genom hål i sulan till bordsskivan eller kläms helt enkelt fast i ett skruvstycke. En bit stång placeras mellan hans fingrar, som genom att flytta spakarna böjs till en kedjelänk. Nästa stav förs genom den och böjs också. Som ett resultat görs en kedja av önskad längd. Därefter svetsas länkarna, och den kan användas för sitt avsedda ändamål.




Material:
- Järnvägsjärnväg;
- stålrundvirke med en diameter på 14 mm;
- M14 brickor – 2 st.
Tillverkning av maskinen
En bit järnvägsskena 110 mm lång används som bas på maskinen.

Dess huvud är konvext, så det måste slipas platt. Detta är bekvämt att göra med en kvarn med ett kronbladshjul.
3 blinda hål görs i skenhuvudet med en 14 mm borr. För att göra detta appliceras märken med en kärna, belägen som hörn av en likbent triangel.

Avståndet mellan punkterna vid dess bas är 40 mm, och avståndet från basen till den tredje vertexen är 22 mm. Skenan är svår att borra, därför används först tunna borr, och sedan breddas hålen till 14 mm.


Borrdjup 10-15 mm.Du kan också direkt göra genomgående hål i sulans hörn, så att du sedan kan skruva fast maskinen på en bordsskiva eller träkloss.

Från stålrundvirke med en diameter på 14 mm måste du skära 3 fingrar 40 mm långa. De trycks in i hål i skenhuvudet.


Därefter måste du göra 2 spakar från rälshalsen. På denna plats har skenan en tjocklek på 15 mm, så de är resistenta mot deformation från belastning. Storleken på spakarna är 25x250 mm.



Ett genomgående hål borras i kanten av varje spak med en 14 mm borr. Ett annat blindhål görs vid ett indrag från det för halva tvärsnittet av arbetsstycket. Avståndet mellan hålens mittpunkter är 22 mm.


Sedan måste spakarna delas i 3 lika delar och skära vid märkena till halva tjockleken för att böjas. Det första snittet görs på motsatt sida av det blinda hålet. För att göra ett snitt längs nästa markering vänds arbetsstycket tillbaka. Som ett resultat böjer spaken längs den första linjen i en riktning och längs den andra i motsatt riktning. Efter böjning svetsas snitten och sömmarna slipas.




Ytterligare 2 fingrar skärs av rundvirke, men redan 20 mm långa. De drivs in i blinda hål på spakarna.

Sedan installeras spakarna på spikarna i skenan, som preliminärt är försedda med en bricka.




Maskinen skruvas genom hål i sulan till bordsskivan eller kläms helt enkelt fast i ett skruvstycke. En bit stång placeras mellan hans fingrar, som genom att flytta spakarna böjs till en kedjelänk. Nästa stav förs genom den och böjs också. Som ett resultat görs en kedja av önskad längd. Därefter svetsas länkarna, och den kan användas för sitt avsedda ändamål.



Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (1)
