Borrbaserad tryckborrmaskin för hemmaverkstad
Borrning innebär precisionsarbete. Hålet i arbetsstycket måste borras jämnt. Annars kommer delarna inte att matcha korrekt och du måste göra om allt igen. I en hemverkstad har inte alla råd att ha en borrmaskin. Men vem som helst kan göra en hemmagjord enhet för precisionsborrning. En konventionell borr är installerad i en sådan hjälpanordning och kan användas för att producera högkvalitativt arbete.
Kommer att behöva
För arbete behöver du följande material:- En metallplåt 6 mm tjock med dimensioner (med en marginal) på 300 x 300 mm;
- Profilrör 40 x 40 mm 300 långt;
- En rörbit med en innerdiameter liknande ett borrfäste 1 st. höjd 20 mm;
- Dörrfjäder 1 st.;
- Sexkantsbult M10 9 st.
Tillverkningsprocess för borrpressmaskin
I en sektion av ett 40x40 mm profilrör, 300 mm långt, borras ett genomgående hål på 8,5 mm i mitten på ett avstånd av 15 mm från ena kanten.


Sedan skärs en gänga av med en M10-kran på båda sidor av rörhålet.En 40*40 kvadrat skärs av plåt 6 mm tjock - detta blir pluggen. När det är installerat på röret från sidan av hålen, kommer det att vara nödvändigt att svetsa det.

För att göra en plattform som skruvas fast i basen skärs 6 mm tjock metall med dimensioner 100 x 60 mm.

Vi drar oss tillbaka 15 gånger 15 mm från varje hörnsida och borrar 4 hål gånger 10 mm. Sedan placerar vi det resulterande arbetsstycket på den andra frånkopplade sidan av profilröret i mitten och skållar det.

Det är dags att skapa en fungerande bas. För att göra detta, ta en plåt med en tjocklek på 6 mm och dimensioner på 100 x 200 mm.

Från 100 mm-sidan är det nödvändigt att spegla hålen från plattformen och borra dem i basen med en 8,5 mm borr. Då ska du skära M10-gängor i dessa fyra hål.


Från den andra kanten på 100 mm där det inte finns några hål ska du dra dig tillbaka 80 mm och borra ett hål i mitten med ett Pobedit-borrhuvud på 50 mm.

Plattformen skruvas fast i basen med fyra M10 invändiga sexkantsbultar 20 mm långa.

Vi fortsätter till tillverkningen av ett rörligt element där borren kommer att fixeras. För att göra detta skärs 4 ämnen med dimensionerna 47 x 70 mm ut av en 6 mm metallplåt.

Efter att ha fäst arbetsstyckena med en överlappning så att du i mitten får en 40 gånger 40 kvadrat, bör skållning göras.

I det resulterande arbetsstycket, genom att gå tillbaka 15 mm från kanten i mitten, borrar vi ett hål på 8,5 mm på båda sidor.

Vi skär M10-gängan. Vi skär ett 40 x 30 mm ämne från en 6 mm metallplåt. För att göra fästelement för en borr, ta ett rör med en ungefärlig inre diameter som en borr nära chucken.
Arbetsstycket kapas och vid behov justeras måttnoggrannheten på en svarv genom borrning. Därefter borras ett 8,5 hål i mitten av det runda arbetsstycket och en M10-gänga skärs.

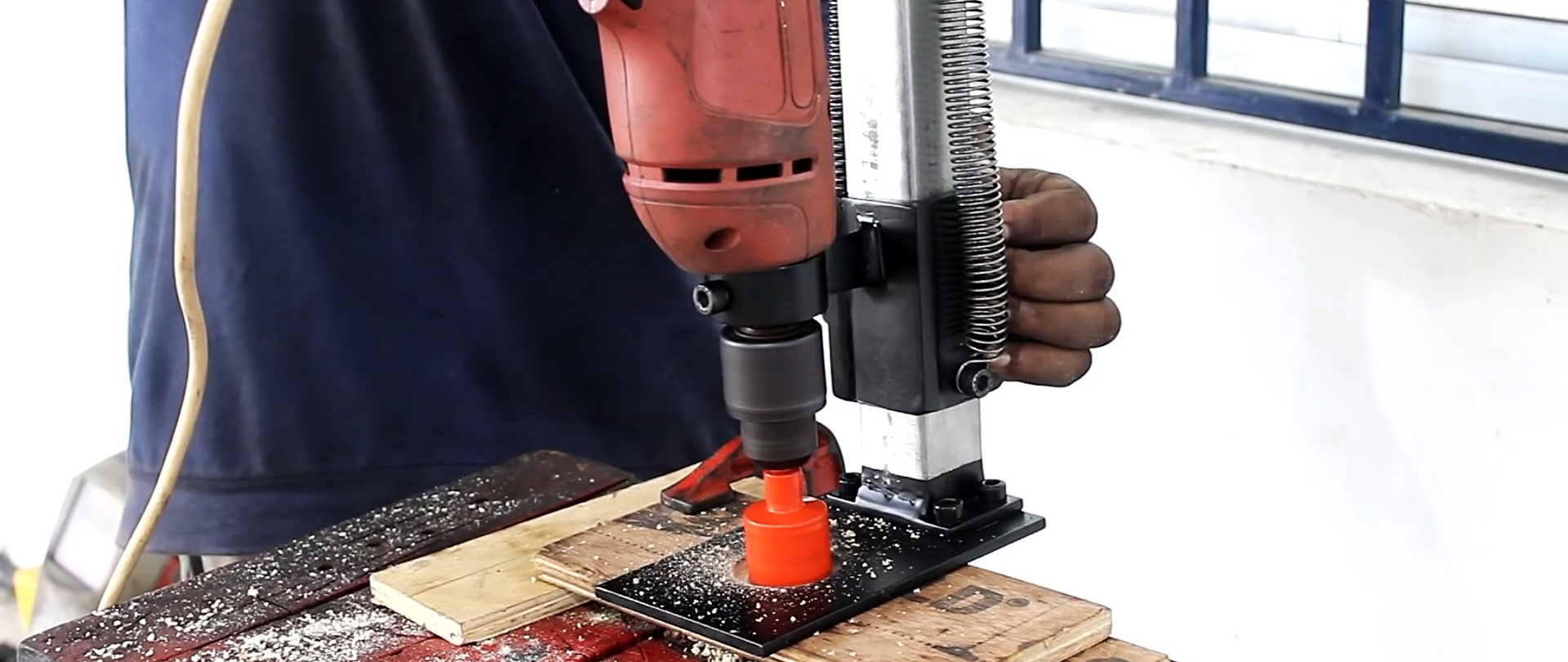
Ett 40 x 30 stycke och ett bearbetat arbetsstycke svetsas till drivelementet på den sida som är motsatt hålen. Chassit placeras på stativet, en borr sätts in i fästet och säkras med en bult.



För att göra en omvänd mekanism måste du skära fjädrarna. För att göra detta, ta en dörrfjäder och skär två 100 mm sektioner från den. På varje sida av fjädern böjs ringar med tång för fixering. Bultar skruvas in i den övre delen av huvudstången, på vilken fjädrarna är placerade.



Medan den andra delen av fjädrarna är fixerad till chassit med bultar. Nu kan du installera lämpligt verktyg och utföra exakt borrning.



Användbar information
Kom ihåg att när du utför någon mekanisk bearbetning av metall måste personliga säkerhetsregler följas. När du använder en vinkelslip måste du använda skyddsglasögon, andningsskydd, hörselskydd och handskar. Använd skyddsglasögon när du använder svarvar och borrmaskiner.
Det råder ingen tvekan om att jiggen fungerar och borrar hål exakt. Men det är nödvändigt att göra en sådan sak när behovet av att borra hål genom kisningen är stort.
Genom att följa dessa enkla arbetsregler kommer din hälsa att vara bra i många år framöver.












