Hur man gör en långbrännande spis av metallskrot
För att värma garaget kan du använda en kamin gjord av en 200-liters järnfat, vilket kommer att vara både effektivt och ekonomiskt. För att göra det behöver du vissa färdigheter i att arbeta med metall.
Kommer att behöva
Material:
- två 200-liters stålfat;
- beslag;
- hörn 45×45 mm och 30×30 mm;
- 3 förlängda muttrar M10;
- 3 M10 bultar med muttrar;
- järnplåt;
- stålband 20 mm brett;
- rör med en diameter på 60 och 115 mm;
- del från en propantank;
- 2 gångjärn och 2 metallfästen;
- set med muttrar, bultar etc.
Verktyg: märknings- och mättillbehör, slipmaskin, svetsning, pendelsåg, borr, stans, etc.
Processen att tillverka en långbrännande fastbränsleugn av metallskrot

Vi skär av locket från fatet och använder det för att göra ett galler från förstärkning, skär till storleken på locket och lägg 10 mm från varandra. Vi svetsar tvärstängerna ovanpå till varje stång vid skärningspunkterna. Benen till det 100 mm höga gallret är också gjorda av förstärkning.

Placera gallret på botten av tunnan.

På tre hörn 45x45 mm med en längd på 620 mm, mät 30 grader på ena sidan av varje ände och skär med en kvarn. Genom att vika hörnen längs skärlinjerna får vi en liksidig triangel. Efter justering skållar vi alla leder.

Vi placerar förlängda M10-muttrar i triangelns hörn och svetsar dem. Vi skruvar in bultar och muttrar i dem. Vi placerar stativet med bultar på golvet, placerar locket på det och svetsar 3 stopp gjorda av förstärkning till stativet för att stabilisera pipan.



Vi skär en cirkel med en diameter på 530 mm från en plåt. Vi gör 3 stycken av 210 mm längd från ett 30x30 mm hörn. Vi svetsar dem till botten av locket, på vilken vi lägger en cirkel och svetsar den också. Vi svetsar även hålet från korken.

Vi gör lockhandtagen av två remsor av metall, skär märkena till halva tjockleken och böj dem 90 grader. För att stärka kokar vi och rengör böjarna. Vi lägger dem ovanpå locket och svetsar dem.
För att tillföra luft till förbränningszonen, ta ett 60 mm rör. Vi gör 2 sektioner med en längd på 230 mm och en trim vid 45 grader och 500 mm med en färdig trim. Vi tar bort avfasningarna från ändarna, fixar tydligt allt och svetsar det.

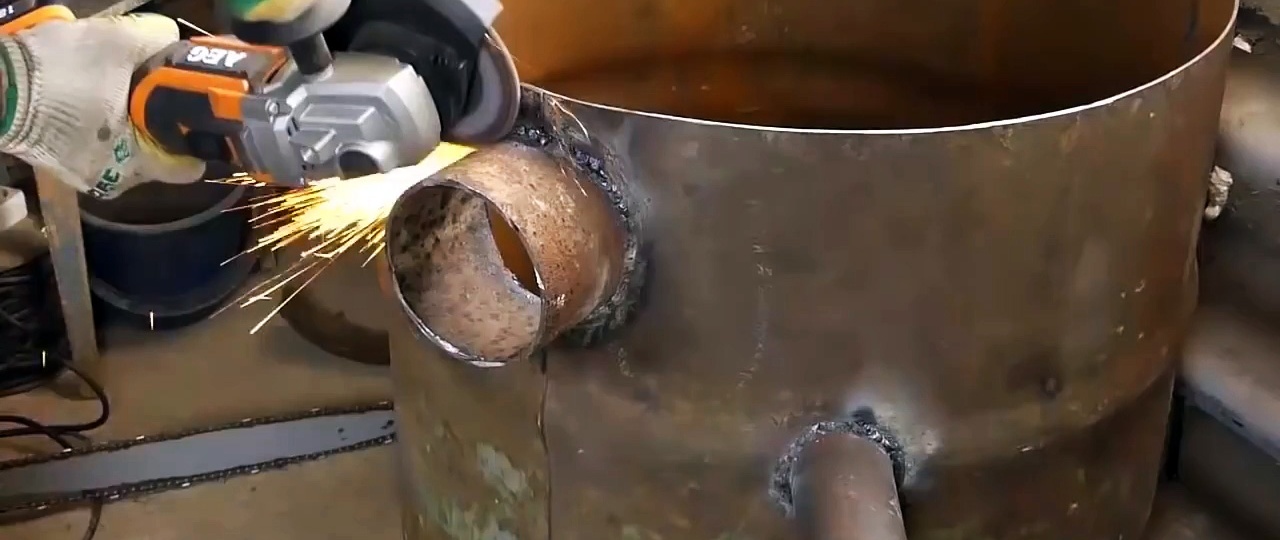
För att installera röret i pipan, skär ett hål på 190 mm från toppen. Från insidan av pipan, för in en kort bit av röret i hålet tills det tar stopp och svetsa det i en cirkel.



Från den cylindriska delen av propancylindern skär vi ett fragment 500 mm långt. Vi ritar 5 linjer på den, lika långt från varandra. Vi borrar 10 mm hål på dem 30 mm från ändarna. Anslut kanterna på hålen och skär ut 5 remsor. Vi placerar detta galler vertikalt längs röret, vilande på den nedre, och svetsar det till pipan. Detta sidogaller är ett skydd för lufttillförseln när eldstaden fylls med ved.


Vi gör nästa del av ett 115 mm rör med en längd på 90 mm.Vi placerar den mot pipan och gör märken på den för att skära bort överflödig metall. Vi trycker delen till fatet, skär ett hål i diameter och skållar det i en cirkel. Det behövs för sekundär lufttillförsel för att bränna pyrolysgaser.

Från en metallplåt skär vi ut en droppform med en rund deldiameter på 115 mm. Med hjälp av en bult och mutter svetsade till sekundären fäster vi en "droppe" för att reglera lufttillförseln. Vi gör exakt samma lufttillförseljusteringar på huvudbrandkammaren.


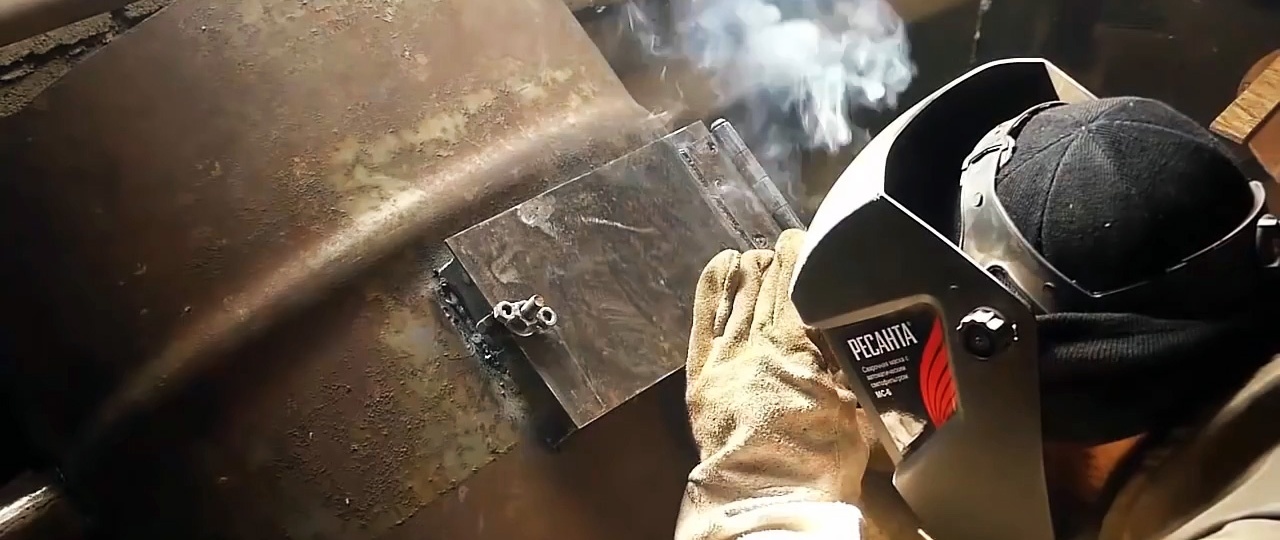
Vi gör en lucka för asklådan genom att först göra ett mönster som följer böjningen av fatet. Med dess hjälp skär vi ut alla delar av luckan från en metallplåt. Vi svetsar ihop dem och fäster dörren på gångjärnet. Vi fäster den T-formade dörrspärren till luckan med två fästen. Vi skär ett hål i pipan för luckan, provar och svetsar.



Vi gör eldstadsluckan enligt samma princip som asklådans lucka. Bara för att säkra fästet, ersätter vi den med 2 muttrar och tar en större ögla. Vi svetsar luckan under förstyvningsribban.

Vi gör nästa del från den andra pipan, skär av delen med en sväng, eftersom den är kraftigt bucklig. Sedan skär vi en ring 50 mm bred och skär den. Detta kommer att fungera som en kant på den första pipan så att locket kan ta sin plats. För att göra detta, förläng ringen uppåt med 20 mm och svetsa den. Vi skär av överskottsremsan och svetsar också fogen.


Vi gör en skorsten från ett 115 mm rör. Skär först en bit på 260 mm i 45 grader. Från det återstående röret med en färdig 45-graders vinkel skär vi en längd på 1430 mm och svetsar den till varandra.


Tvärtom, i nivå med hålet för den sekundära lufttillförseln, markera landningsplatsen 50 mm från toppen och skär ett hål på 115 mm. Efter montering installerar och svetsar vi skorstenen.
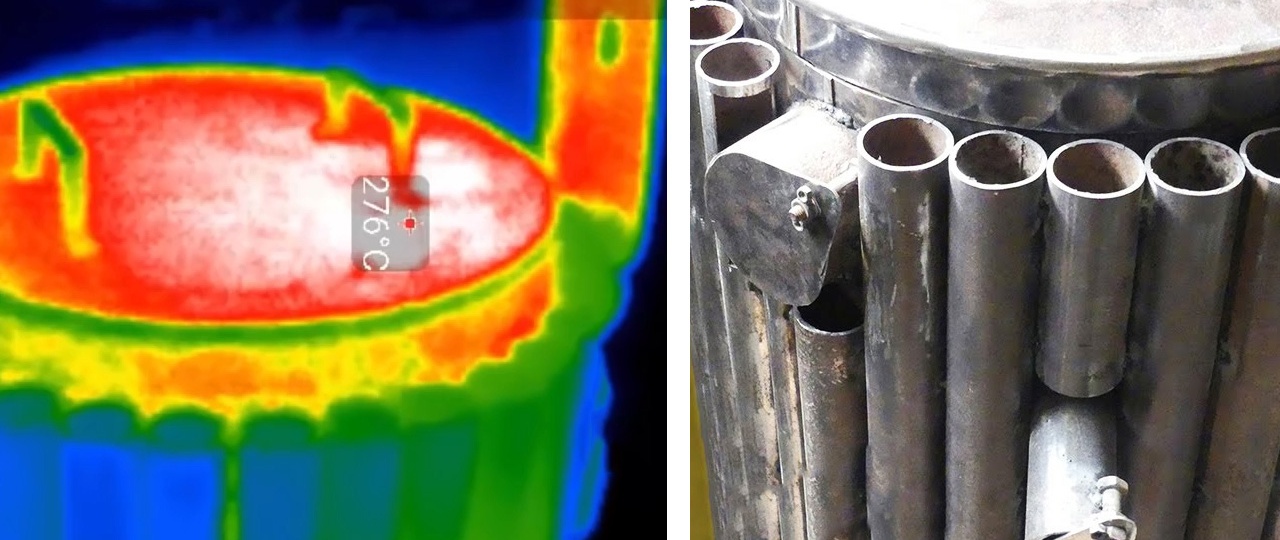
Vi sätter på locket med stötfångaren och kaminen är nästan klar att användas.Men för större värmeavlägsnande från ytan gör vi en konvektionsmantel av 60 mm rör, efter att tidigare ha rengjort fatet och skorstenen.

Vi svetsar det första fyrröret, 790 mm långt, med fokus på pipans söm. Svetspunkterna är förstyvningarna och den nedre kanten. Förutom grytlapparna till eldstaden fäster vi även ihop följande rör.
Vrid först det trebenta stativet, justera längden på bultarna och dra åt låsmuttrarna. Vi sätter kaminen på sin plats på stativet. Vi placerar en ventil på skorstenen. Vi laddar ved vertikalt längs den övre kanten av sidogallret, men under stötfångaren.



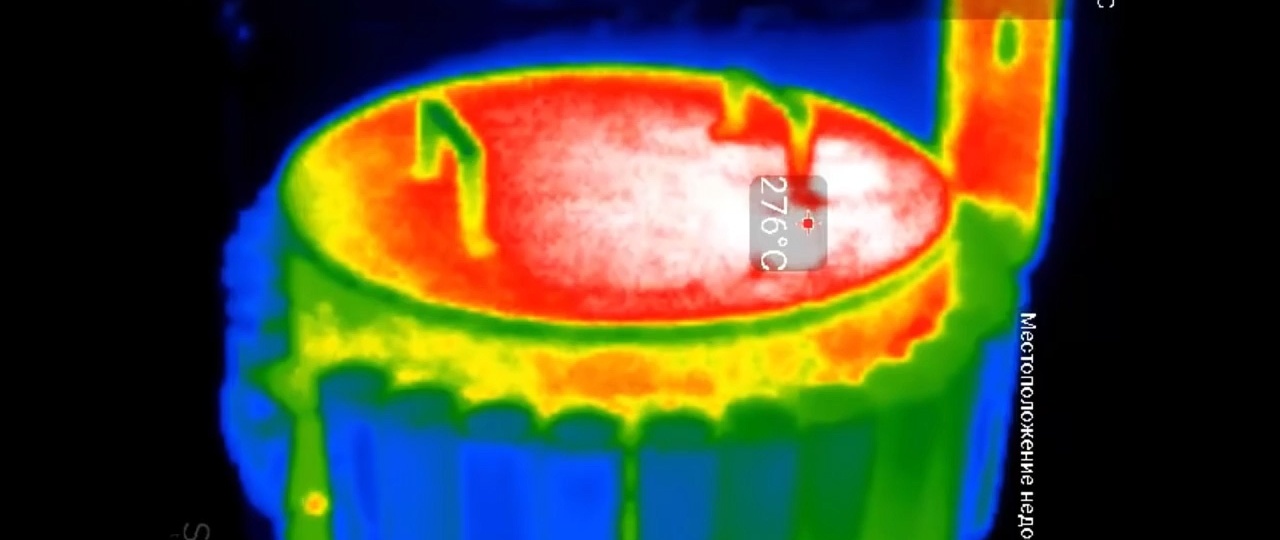
Vi testar kaminen vid en temperatur ute och i garaget på 7 grader Celsius, som är delvis isolerad. Bränsle är inte helt torkad lönnved och tall croaker. Efter tändning steg temperaturen i garaget till 27 grader, även om kaminen fortsatte att värmas upp med en hastighet av 1 grad per 5 sekunder. Ett dygn senare var temperaturen i garaget 17 grader Celsius.

Titta på videon
Liknande mästarklasser












