เทคนิคการเชื่อมแนวนอนเราเรียนรู้ทีละขั้นตอน

เพื่อให้ได้ตะเข็บแนวนอน (และตะเข็บอื่นๆ) ที่เชื่อถือได้ อิเล็กโทรดจะถูกเคลื่อนในระนาบสามระนาบพร้อมกัน: แปลไปในทิศทางของแกน ตรงไปตามขอบแนวเชื่อม และสั่นข้ามตะเข็บ ในตอนแรกดูเหมือนเป็นไปไม่ได้ แต่ความพยายามและความอุตสาหะอย่างสม่ำเสมอจะนำมาซึ่งผลลัพธ์ที่ต้องการในไม่ช้า
จะต้อง
เพื่อการฝึกอบรมที่มีประสิทธิภาพและปลอดภัย เราจะเตรียมวัสดุ อุปกรณ์ และอุปกรณ์เสริมดังต่อไปนี้:
- เครื่องเชื่อมแบบแมนนวล
- โลหะเชื่อม
- อิเล็กโทรดที่มีเส้นผ่านศูนย์กลางที่เหมาะสม
- ค้อนสำหรับตีตะกรัน
- อุปกรณ์เชื่อม (หน้ากาก ถุงมือ ฯลฯ)
กระบวนการเชื่อม
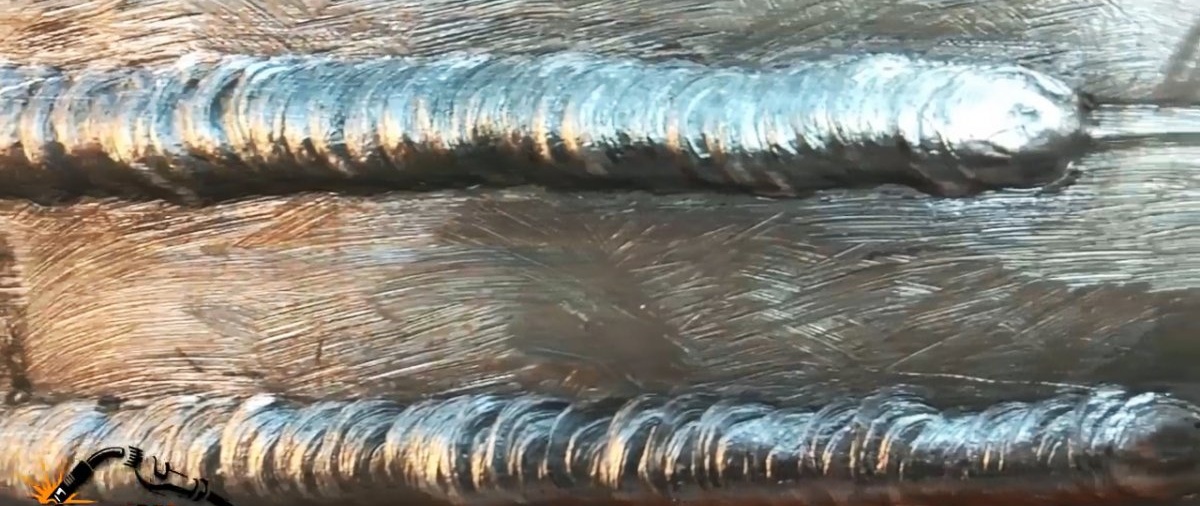
การเคลื่อนที่แบบสั่นข้ามแกนของแนวเชื่อมทำให้แน่ใจได้ถึงความกว้างที่ต้องการ การเชื่อมที่เชื่อถือได้ของรากและขอบของแนวเชื่อม ช่วยชะลอการระบายความร้อนของอ่างโลหะเหลว และขจัดตะกรันออกจากบริเวณการเผาไหม้ โดยคำนึงถึงความหนาของโลหะและเส้นผ่านศูนย์กลางของอิเล็กโทรดเราเลือกความแรงของกระแสเชื่อมที่ 91 A

เสี้ยวไปข้างหน้า

ในระหว่างการเคลื่อนไหวนี้ ปลายอิเล็กโทรดจะเคลื่อนที่ไปตามส่วนโค้งวงกลมโดยให้ส่วนนูนชี้ไปข้างหน้าใช้สำหรับเชื่อมตะเข็บที่มีขอบเอียงที่ด้านล่างและตะเข็บเนื้อซึ่งมีขาไม่เกิน 6 มม.

หากการเคลื่อนไหวเหล่านี้ทำอย่างถูกต้อง ตะกรันทั้งหมดจะไปอยู่ที่ด้านบนของลูกกลิ้ง และคุณไม่จำเป็นต้องใช้ค้อนในการถอดออกด้วยซ้ำ ตะเข็บคือความกว้างและความยาวที่ต้องการ

เกลียว

ที่นี่ส่วนปลายของอิเล็กโทรดจะสร้างวงกลมหรือวงรี โดยสรุปขอบของสระเชื่อม ในกรณีนี้ความร้อนสม่ำเสมอจะเกิดขึ้นตามความกว้างของตะเข็บ มักใช้เมื่อทำการเชื่อมในระนาบของขอบฟ้าล่าง
การเคลื่อนไหวนี้ถือว่าง่ายและสะดวก ช่วยให้ควบคุมโลหะหลอมเหลวได้อย่างต่อเนื่องและง่ายดาย เมื่อทำอย่างถูกต้อง ตะกรันก็จะก่อตัวที่ด้านบนของตะเข็บและกำจัดออกได้อย่างง่ายดายตลอดความยาวในคราวเดียว

ตะเข็บด้าย

เมื่อปลายอิเล็กโทรดไม่แกว่งข้ามตะเข็บ แต่เคลื่อนที่ตรงในทิศทางตามยาวสัมพันธ์กับลูกกลิ้ง จะเกิดตะเข็บแคบหรือตะเข็บเกลียวที่มีความกว้าง 1.2 ± 0.4 เส้นผ่านศูนย์กลางของอิเล็กโทรด ใช้สำหรับเชื่อมโลหะบางและเมื่อทาชั้นแรกในการเชื่อมหลายชั้น ประเภทนี้เป็นวิธีที่ง่ายที่สุดในการดำเนินการ

ซิกแซก

เพื่อสร้างรอยเชื่อมที่มีความกว้างที่กำหนด ปลายอิเล็กโทรดจะถูกเคลื่อนไปตามเส้นซิกแซกอย่างสมมาตรกับแกนของเม็ดบีด แต่ในกระบวนการนี้เราต้องไม่ลืมความยาวของส่วนโค้งเพื่อให้ได้เส้นทางที่ราบรื่นโดยไม่มีตะกรันรวมอยู่ด้วย
วิธีนี้ใช้เมื่อเชื่อมโลหะที่มีความหนาสูงสุด 6 มม. ตะเข็บคุณภาพสูงสุดจะได้มาเมื่อทำการเชื่อมแบบชนและในตำแหน่งที่ต่ำกว่า นอกจากนี้ยังช่วยให้คุณเชื่อมข้อต่อได้อย่างน่าเชื่อถือโดยไม่ต้องเอียงขอบ

กลับเสี้ยว

ด้วยวิธีนี้ ขอบของการเชื่อมด้านซ้ายและด้านขวาจะอุ่นขึ้นได้ดีขึ้น เนื่องจากปลายของอิเล็กโทรดทำให้เกิดส่วนโค้งโดยนูนไปข้างหลัง ใช้เมื่อใช้อิเล็กโทรดเคลือบหนาเพื่อหลอมโลหะและตะกรันได้ดีขึ้น
วิธีการเคลื่อนย้ายอิเล็กโทรดนี้ใช้เมื่อทำการเชื่อมในตำแหน่งด้านล่างและเมื่อมีการเชื่อมตะเข็บแนวตั้งและเพดานที่มีพื้นผิวด้านนอกนูน
ดูวิดีโอ
ชั้นเรียนปริญญาโทที่คล้ายกัน






น่าสนใจเป็นพิเศษ






ความคิดเห็น (2)
