Teknolohiya ng paghihinang ng tanso

Ang paraan ng malakas na paghihinang ng mga produkto na gawa sa iba't ibang mga metal ay isinasagawa sa pamamagitan ng pag-init ng mga soldered na bahagi na may gas burner at paggamit ng tanso bilang panghinang. Sa malawakang paggamit ng mga radiator ng tansong kotse, ang paghihinang na may tanso ay ang tanging maaasahang paraan upang maalis ang mga tagas. Ang ganitong uri ng paghihinang ay malawakang ginagamit sa paggawa at pagkumpuni ng mga kagamitan sa sambahayan at pang-industriya at mga air conditioner. Bilang karagdagan, ang paghihinang ng tanso ay nagbibigay-daan sa iyo upang ligtas na i-fasten ang mga refractory cutting parts sa katawan ng isang cutter o drill string. Ang paghihinang na may tanso ay nagbibigay-daan sa iyo upang mag-ipon ng maliliit na hand-forged artistikong mga produkto (chandelier, fireplace grates, atbp.).
Mga materyales at kasangkapan
Ang paghihinang na may tanso ay isinasagawa gamit ang tatlong pangunahing bahagi: isang gas burner, na nagbibigay ng temperatura ng hindi bababa sa 1000 degrees.

Brass solder (sa anyo ng wire o tape).
At flux - sodium tetraborate o borax, halo-halong may boric acid powder.

Ang mga modernong gas burner ng sambahayan ay gumagamit ng purified propane, na ibinebenta sa mga mini cylinder, o mga espesyal na halo ng mga gas. Ang mas kumplikadong mga sulo na may magkahiwalay na gas at mga supply ng oxygen ay nagpapabilis sa pag-init at sa buong proseso ng paghihinang.
Ang pangangailangan para sa pagkilos na ito ay tinutukoy ng nilalaman ng zinc ng tanso.Ang zinc, kapag natutunaw ang brass wire na walang borax, ay nagiging sanhi ng pagkulo ng solder, na nakakaapekto sa kalidad ng tahi at mga katangian ng lakas nito.
Bilang karagdagan sa mga pangunahing bahagi, kakailanganin namin ng mga pantulong na tool:
- papel de liha at mga file para sa paglilinis ng mga bahagi;
- iba't ibang mga bisyo at clamp;
- may hawak na mga gamit sa kamay (pliers, long-nose pliers, atbp.);
- mga likido para sa degreasing at paghuhugas at pag-alis ng sukat mula sa natapos na mga tahi (mga solusyon sa acid);
- hindi masusunog na guwantes at iba pang personal na kagamitan sa proteksiyon na ginagamit sa panahon ng gawaing hinang.
Kapag nagsasagawa ng bukas na mainit na trabaho, ang mga panuntunan sa kaligtasan ng sunog ay dapat na mahigpit na sundin. Dapat ay mayroon kang fire extinguisher, tubig, at asbestos na tela o tarpaulin sa silid. Dapat tandaan na ang singaw ng zinc ay lason. Ang mga personal na kagamitan sa proteksiyon, mga pahinga sa trabaho at bentilasyon ng silid ay kinakailangan.
Proseso ng paghihinang ng tanso

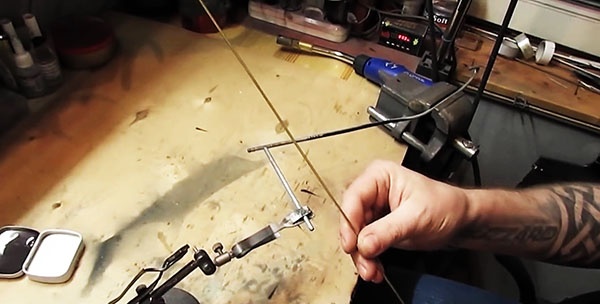
Ito ay kinakailangan upang ihanda ang mga bahagi na soldered. Sabihin nating kailangan nating gumawa ng isang maliit na istraktura ng frame mula sa manipis na pader na bakal na tubo na may diameter na humigit-kumulang 5 mm. Kapag naghihinang ng dalawang maliit na diameter na tubo mula sa dulo, kailangan mong gumawa ng isang bingaw sa dulo ng soldered tube. Ito ay magpapataas ng lakas ng koneksyon. Ang mga bahagi ay dapat ilagay sa mga clamping device at ang mga koneksyon ay pinindot nang magkasama. Ito ay isang kinakailangang kondisyon para sa pagsasagawa ng mataas na kalidad na paghihinang na may tansong panghinang, dahil ang iyong mga kamay ay magiging abala sa sulo at sa supply ng panghinang.
Sinindihan namin ang gas burner at sinimulang painitin ang lugar ng paghihinang hanggang lumitaw ang isang pulang kulay.

Pinainit din namin ang brass wire (solder) at ibababa ang pinainit na dulo ng solder sa borax. Ang borax ay dumidikit sa solder wire.

Saglit naming ibinabalik ang apoy ng burner at direktang inilapat ang flux sa junction ng mga bakal na tubo. Mabilis na natutunaw ang Borax at sumasakop sa buong lugar ng paghihinang. Kung hindi mo aalisin ang apoy, ang borax ay hihipan lamang mula sa tansong kawad.

Pagkatapos nito, nagsisimula ang paghihinang - dahan-dahang natutunaw ang tansong panghinang, manu-manong pinapakain ito at pinupunan ang magkasanib na bahagi sa pagitan ng mga bahagi.

Sa panahon ng trabaho, ang visual na kontrol ng kalidad ng tahi ay isinasagawa. Kung ang isang fistula o isang lugar na hindi sakop ng panghinang ay matatagpuan sa ibabang bahagi. Mas mainam na ibalik ang bahagi at ihinang muli ang lugar na ito.
Pagkatapos punan ang mga kamay, maaari mong ihinang ang mga "kisame" na mga joint. Ang mga soldered na bahagi ay dapat pahintulutang lumamig sa hangin.

Pagkatapos ay kailangan mong alisin ang sukat sa pamamagitan ng paglalagay ng bahagi sa isang solusyon ng food grade citric acid.

Upang suriin ang kalidad ng tahi, baluktot namin ang produkto.

Napakatibay!
Mga hakbang sa pag-iingat
Ang paghihinang na may tanso ay isang bukas na mainit na trabaho. Ang mahigpit na pagsunod sa lahat ng mga hakbang sa proteksyon ng sunog ay kinakailangan. Bilang karagdagan, ang pagtatrabaho sa zinc vapor ay maaaring maging sanhi ng matinding pagkalason sa katawan. Dapat gawin ang mga proteksiyon na hakbang. Ang mga mini gas cylinder ay maaaring may mga tagas sa balbula, na humahantong sa mga pagsabog at sunog. Ang patuloy na pagsubaybay sa pagpapatakbo ng gas burner ay kinakailangan.
Panoorin ang video
Mga katulad na master class

Paghihinang ng iba't ibang mga metal na may wire mula sa Aliexpress

Isang mabilis na paraan upang maghinang ng malalaking diameter na conductor

Isang simpleng paraan upang maghinang ng aluminyo

Paghihinang mga hibla ng aluminyo at tansong kawad

Ang tatlong pinaka-maaasahang paraan upang ikonekta ang mga wire

Paano maghinang ng aluminyo sa loob ng maraming siglo nang walang espesyal na pagkilos ng bagay
Lalo na kawili-wili






Mga komento (4)
