Paano gumawa ng isang kumplikadong sharpener para sa simpleng kutsilyo
Tulad ng lahat ng mga tool, ang mga kutsilyo ay nangangailangan ng wastong pangangalaga, sa partikular, mataas na kalidad na hasa, kung saan napakahalaga na mapanatili ang isang pare-pareho ang anggulo ng hasa sa buong haba ng talim.
Siyempre, hindi ito mahirap para sa isang bihasang sharpener na makamit kahit na manu-manong nagtatrabaho. Para sa lahat, ang pagpapanatili ng kinakailangang anggulo ng hasa ay magiging mahirap. Mananatiling hindi malulutas para sa kanila ang problema ng mapurol na kutsilyo?
Mayroong tatlong paraan upang maalis ang suliraning ito: matutong patalasin ang mga kutsilyo, ngunit mangangailangan ito ng maraming oras, pasensya at pagsisikap; bumaling sa isang propesyonal para sa tulong sa bawat oras at magbayad para sa kanyang mahal na serbisyo; gumawa ng iyong sariling kutsilyo at huwag mag-alala tungkol sa anggulo ng hasa.
Sa ibaba ay isasaalang-alang namin ang isang paraan para sa paggawa ng isang aparato para sa hasa ng mga kutsilyo batay sa isang electric sharpener na may dalawang nakasasakit na gulong.
Upang ang trabaho ay hindi nangangailangan ng maraming pagsisikap at oras, magandang magkaroon ng stock: isang welding machine, mga makina (pagbabarena, paggiling at pagliko), isang pendulum saw, isang drill, isang gilingan, mga wrenches, mga tool sa pagmamarka, atbp.
Bilang karagdagan sa nabanggit na electric sharpener, kailangan mong mag-stock ng mga materyales at bahagi:
Ang gawain ay bubuuin ng dalawang medyo independiyenteng mga yugto: pag-aayos ng isang electric sharpener at paggawa ng isang may hawak ng kutsilyo na nagbibigay ng kinakailangang sharpening angle.
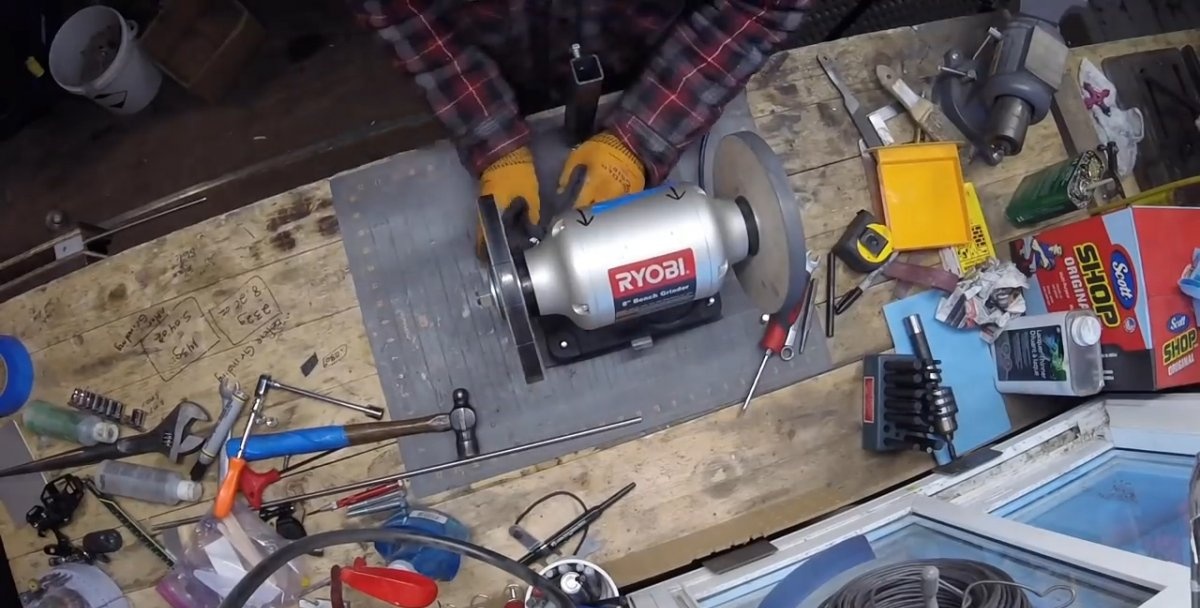
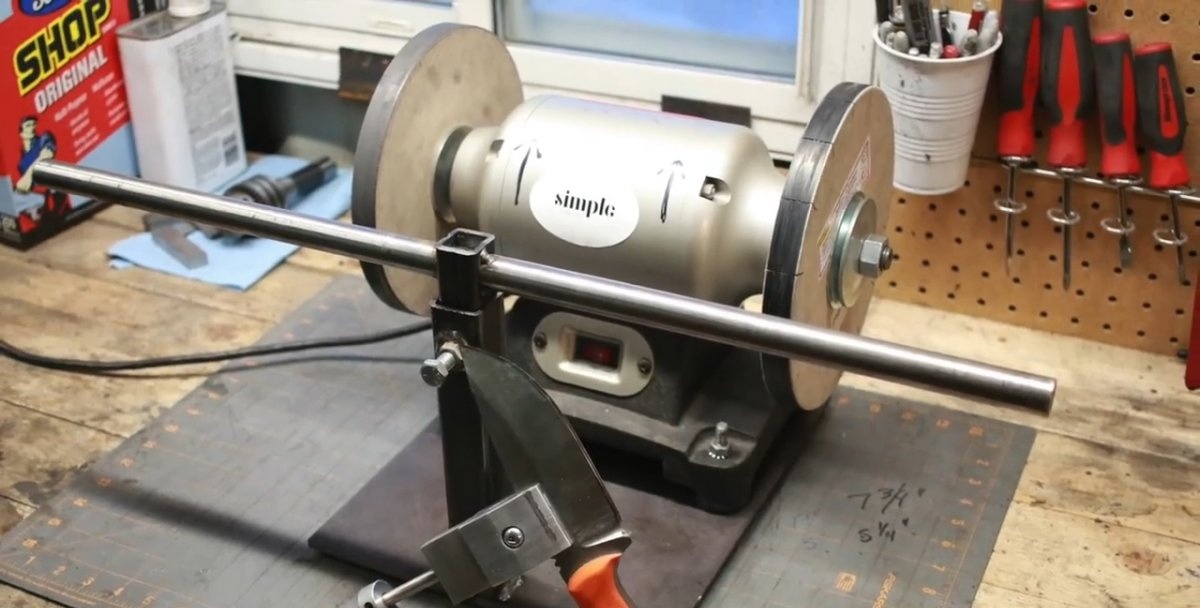
Ang isa sa mga kinakailangang kondisyon para sa mataas na kalidad na hasa ng mga kutsilyo ay ang katatagan ng tool sa hasa. Samakatuwid, bilang isang base para sa isang electric sharpener, gumagamit kami ng isang metal sheet ng angkop na laki at kapal.

Gamit ang tape measure, core at martilyo, minarkahan namin ang mga sentro ng apat na butas, na inuulit ang mga butas sa electric sharpener plate. Nag-drill kami ng mga butas ayon sa mga marka sa isang drilling machine at, gamit ang mga bolts at nuts, i-secure ang electric sharpener sa isang metal na base.

Gamit ang isang pendulum saw, pinutol namin ang dalawang piraso ng mga parisukat na tubo na paunang nakalkula ang haba, at ang isa ay dapat na malayang magkasya, ngunit walang malaking puwang, sa isa pa.

Sa isang tubo ng isang mas maliit na cross-section, pinapagiling namin ang isang butas sa isang dulo, ang diameter nito ay dapat na bahagyang mas malaki kaysa sa diameter ng metal rod. Sa pangalawang tubo, minarkahan din namin at nag-drill ng isang butas sa isang dulo para sa locking bolt.

Hinangin namin ang isang tubo ng mas malaking cross-section sa gitna hanggang sa base, sa tapat ng nakapirming sharpener, sa isang posisyon na ang pag-aayos ng bolt ay tumingin sa labas at nasa itaas.Upang maiwasan ang mga patak ng tinunaw na metal, sparks at scale mula sa hinang mula sa pagkasira ng de-koryenteng motor, tinatakpan namin ito ng isang welding blanket.

Ipinasok namin ang baras sa drilled hole sa pipe ng isang mas maliit na cross-section nang mahigpit sa gitna at hinangin ito sa posisyon na ito sa pipe, na dati nang nasuri ang perpendicularity ng mga mating na bahagi na ito na may tamang tatsulok.


Kung hindi pa ito nagawa nang maaga, alisin ang electric sharpener mula sa base at siyasatin ang electrical box, pagkatapos ay muling i-install ang sharpener sa lugar at suriin ang functionality nito.
Ipinasok namin ang tubo na may baras sa tubo na hinangin sa base at gamit ang bolt maaari mong itakda ang kinakailangang taas para sa hasa ng isang partikular na kutsilyo. Ito ang huling yugto ng pag-aayos ng electric sharpener. Simulan natin ang ikalawang yugto ng trabaho.


Para sa isang electric sharpener, baguhin ang direksyon ng pag-ikot.


Tulad ng nabanggit na, ang kalidad ng paghahasa ng kutsilyo, una sa lahat, ay nakasalalay sa pagtiyak ng isang palaging anggulo ng hasa. Ang holder na gagawin natin ay idinisenyo para lang dito.
Minarkahan namin ang blangko ng metal alinsunod sa mga inilaan na sukat ng tatlong elemento, na titiyakin ang pagkuha at maaasahang paghawak ng talim ng kutsilyo sa isang naibigay na anggulo sa ibabaw ng bilog kapag hasa.

Pinutol namin ang mga ito gamit ang isang pendulum saw na may pagdaragdag ng pampadulas upang mapabuti ang kalidad ng hiwa at ang kaligtasan ng talim ng lagari.
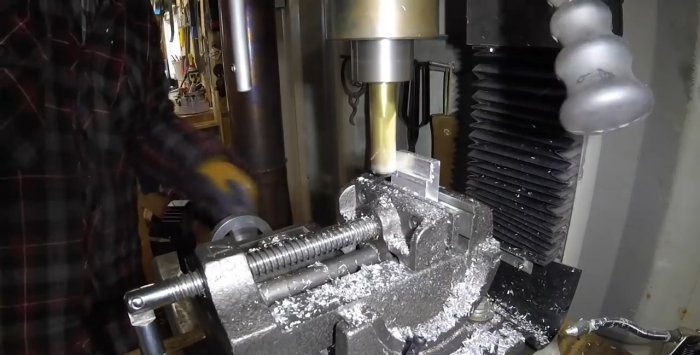
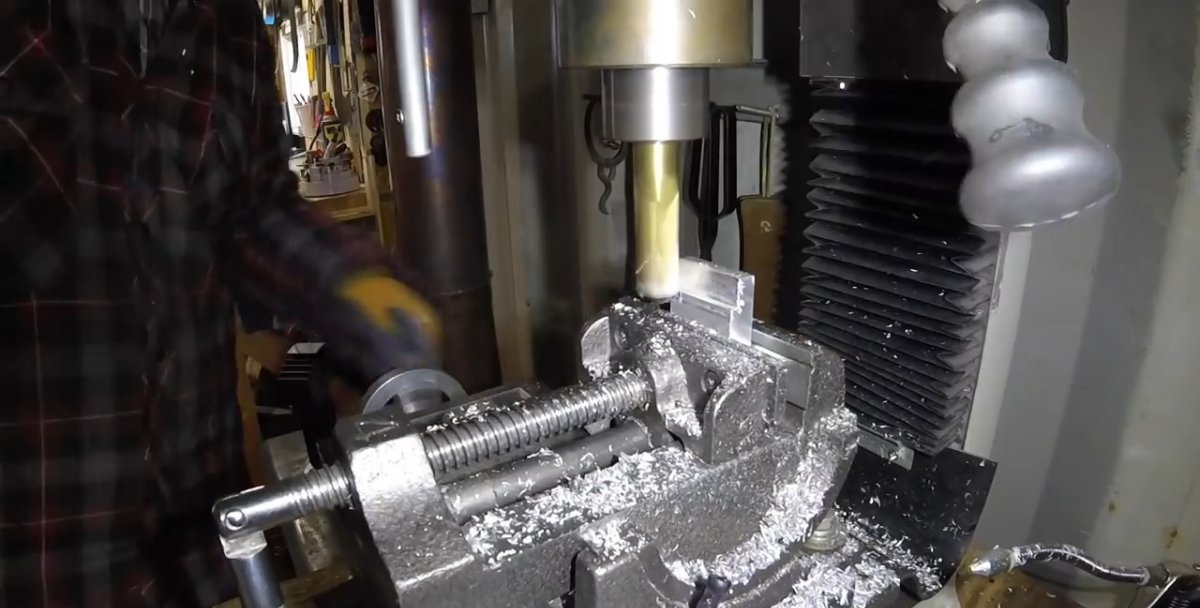
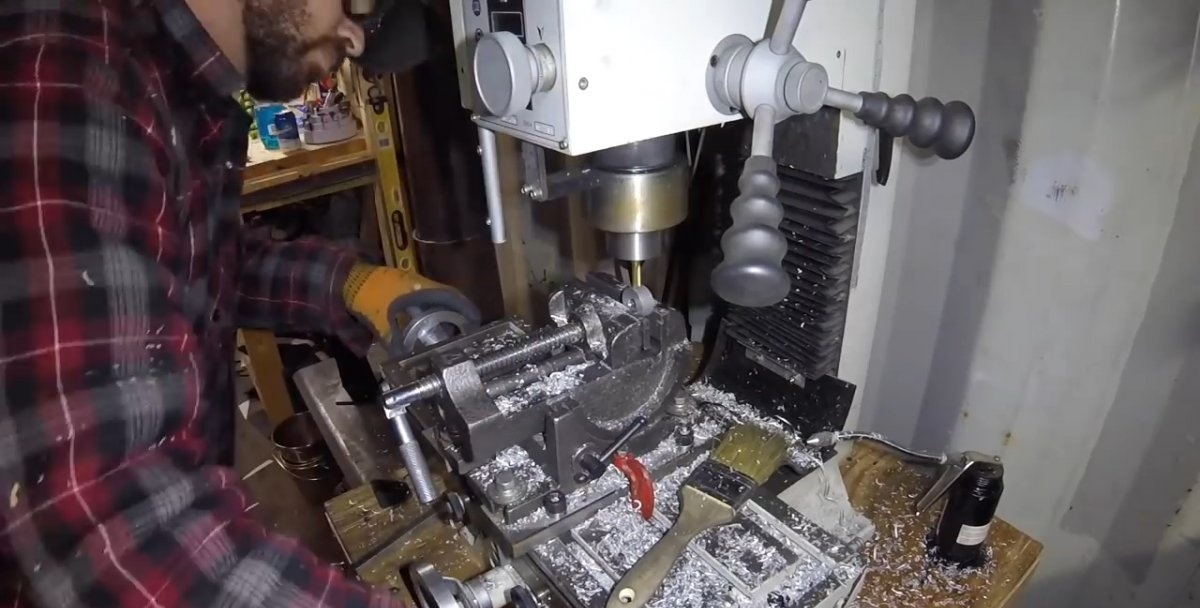
I-clamp namin ang lahat ng tatlong elemento sa isang "package" sa vice ng isang milling machine at pinoproseso ang mga ibabaw sa kinakailangang laki at, sa bawat pagbabago ng posisyon, alisin ang mga burr gamit ang isang hand file.


Sa dalawang blangko ay bumubuo kami ng mga panga upang hawakan at hawakan ang talim ng kutsilyo. Upang gawin ito, gilingin namin ang bawat isa sa kanila sa kanilang laki sa isang gilid.Ang ikatlong workpiece ay giniling sa magkabilang panig sa laki. Ito ay magsisilbing batayan para sa paglakip ng mga gilid na grip na may mga panga dito.

Sa bahagi na nasa gitna, sa giling bahagi gumawa kami ng mga marka para sa dalawang butas, na matatagpuan simetriko sa longitudinal axis na mas malapit sa mga gilid at bahagyang na-offset patungo sa base. I-drill namin ang mga ito sa isang drilling machine.
Gamit ang bahaging ito bilang sample, minarkahan namin ang mga response point sa iba pang dalawang workpiece gamit ang drill at manipis na drill bit.
Pagkatapos ay i-drill namin ang mga minarkahang lugar na may malaking diameter na drill sa isang maliit na lalim (ginagawa namin, isang uri ng, nest-recesses).
I-screw namin sa mga butas ng gitnang elemento ang dalawang pin ng kinakailangang haba na may parehong output, na, kapag nag-i-install ng mga elemento sa gilid, ay magkasya sa mga recesses at hawakan ang mga ito, ngunit huwag makagambala sa mga panga, magsalubong at magkakaiba.
Sa mga elemento ng panga sa gilid, sa geometric center, minarkahan namin at nag-drill ng mga butas ng parehong diameter at gumagamit ng gripo ng kamay upang i-cut ang mga thread sa kanila.
Ginagawa namin ang mga panlabas na gilid ng mga panga upang makumpleto ang hitsura ng aparato at kadalian ng paggamit. Tinatanggal din namin ang mga chamfer sa magkabilang panig sa dulo ng paggiling ng gitnang elemento upang hindi makagambala sa pagsasaayos ng mga panga.

Sa gitna ng base ng gitnang elemento ay minarkahan namin at nag-drill ng isang bulag na butas para sa mandrel.

Paghaluin ang dalawang bahagi na pandikit at gamitin ito upang ma-secure ang isang mandrel ng kinakailangang haba sa blind hole. Hayaang magtakda at tumigas ang tambalan. Upang gawin ito, inaayos namin ang gitnang elemento na may mandrel sa isang kahoy na bisyo.
I-clamp namin ang isang metal rod ng kinakalkula na diameter sa lathe chuck at nag-drill ng isang butas sa gitna na bahagyang mas malaki kaysa sa diameter ng mandrel, pana-panahong nagdaragdag ng pampadulas sa lugar ng pagbabarena.
Pagkatapos ay pinutol namin ang silindro na may taas na mga 10-12 mm at nag-drill ng isang butas sa gilid na ibabaw, na sinusundan ng pagputol ng thread gamit ang isang gripo para sa locking screw.


Sa isa sa mga elemento sa gilid, mula sa labas, nag-drill kami ng gitnang butas upang i-install ang bolt head na flush-mount.
Tinatapos namin ang mga ibabaw ng device sa pamamagitan ng pagproseso nito sa isang gilingan, una gamit ang isang walang katapusang sanding belt, at pagkatapos ay gamit ang isang nap tape.


Ang natitira na lang ay pagsama-samahin ang mga elemento ng adjustable holder sa pamamagitan ng pag-screwing sa connecting bolt sa mga jaws at pag-secure ng cylindrical ring sa mandrel, pag-install nito sa tamang lugar gamit ang locking screw.
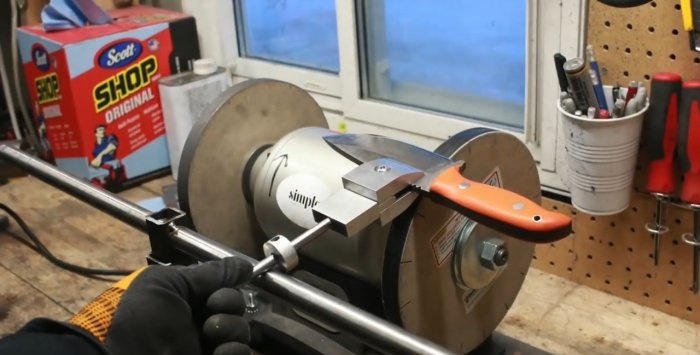
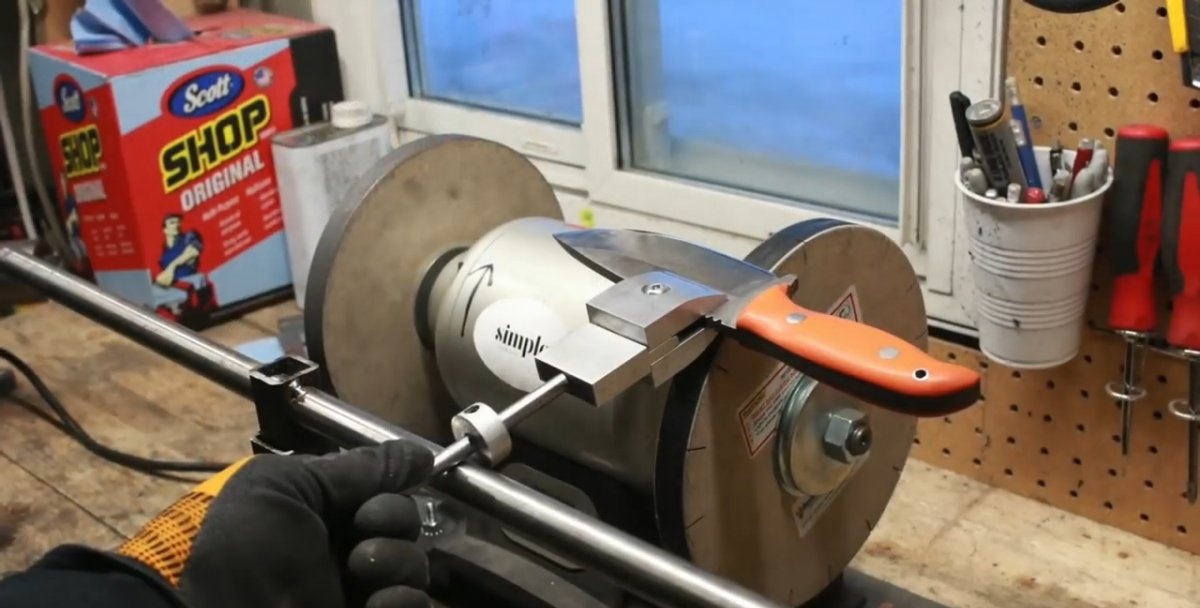
I-clamp namin ang talim ng kutsilyo sa mga panga ng may hawak at itinakda ang kinakailangang taas ng transverse rod at ang haba ng mandrel sa pamamagitan ng paglipat ng cylindrical ring pababa o pataas at i-lock ito kung saan kinakailangan gamit ang isang espesyal na tornilyo.
Upang ang anggulo ng hasa ay manatiling pareho sa buong haba ng talim, sapat na upang matiyak na ang isang cylindrical ring na naka-mount sa isang mandrel ay dumudulas sa ibabaw ng isang baras na naka-install nang pahalang sa harap ng mga electric sharpener wheels.


Matapos ang isang maikling hasa nang walang anumang pag-igting, ang kutsilyo ay madaling pinutol ang isang sheet ng papel sa pagsusulat sa timbang, na nagpapatunay sa mahusay na hasa nito.



Siyempre, hindi ito mahirap para sa isang bihasang sharpener na makamit kahit na manu-manong nagtatrabaho. Para sa lahat, ang pagpapanatili ng kinakailangang anggulo ng hasa ay magiging mahirap. Mananatiling hindi malulutas para sa kanila ang problema ng mapurol na kutsilyo?
Mayroong tatlong paraan upang maalis ang suliraning ito: matutong patalasin ang mga kutsilyo, ngunit mangangailangan ito ng maraming oras, pasensya at pagsisikap; bumaling sa isang propesyonal para sa tulong sa bawat oras at magbayad para sa kanyang mahal na serbisyo; gumawa ng iyong sariling kutsilyo at huwag mag-alala tungkol sa anggulo ng hasa.
Sa ibaba ay isasaalang-alang namin ang isang paraan para sa paggawa ng isang aparato para sa hasa ng mga kutsilyo batay sa isang electric sharpener na may dalawang nakasasakit na gulong.
Kakailanganin
Upang ang trabaho ay hindi nangangailangan ng maraming pagsisikap at oras, magandang magkaroon ng stock: isang welding machine, mga makina (pagbabarena, paggiling at pagliko), isang pendulum saw, isang drill, isang gilingan, mga wrenches, mga tool sa pagmamarka, atbp.
Bilang karagdagan sa nabanggit na electric sharpener, kailangan mong mag-stock ng mga materyales at bahagi:
- metal sheet na 10 mm ang kapal;
- parisukat na mga tubo (dalawang piraso ng magkatabing laki);
- isang bilog na metal rod hanggang 400 mm ang haba at 15-20 mm ang lapad;
- sinulid na mga fastener (bolts, nuts, washers), atbp.
Paggawa ng kutsilyo
Ang gawain ay bubuuin ng dalawang medyo independiyenteng mga yugto: pag-aayos ng isang electric sharpener at paggawa ng isang may hawak ng kutsilyo na nagbibigay ng kinakailangang sharpening angle.
Pag-aayos ng sharpener
Ang isa sa mga kinakailangang kondisyon para sa mataas na kalidad na hasa ng mga kutsilyo ay ang katatagan ng tool sa hasa. Samakatuwid, bilang isang base para sa isang electric sharpener, gumagamit kami ng isang metal sheet ng angkop na laki at kapal.

Gamit ang tape measure, core at martilyo, minarkahan namin ang mga sentro ng apat na butas, na inuulit ang mga butas sa electric sharpener plate. Nag-drill kami ng mga butas ayon sa mga marka sa isang drilling machine at, gamit ang mga bolts at nuts, i-secure ang electric sharpener sa isang metal na base.

Gamit ang isang pendulum saw, pinutol namin ang dalawang piraso ng mga parisukat na tubo na paunang nakalkula ang haba, at ang isa ay dapat na malayang magkasya, ngunit walang malaking puwang, sa isa pa.

Sa isang tubo ng isang mas maliit na cross-section, pinapagiling namin ang isang butas sa isang dulo, ang diameter nito ay dapat na bahagyang mas malaki kaysa sa diameter ng metal rod. Sa pangalawang tubo, minarkahan din namin at nag-drill ng isang butas sa isang dulo para sa locking bolt.

Hinangin namin ang isang tubo ng mas malaking cross-section sa gitna hanggang sa base, sa tapat ng nakapirming sharpener, sa isang posisyon na ang pag-aayos ng bolt ay tumingin sa labas at nasa itaas.Upang maiwasan ang mga patak ng tinunaw na metal, sparks at scale mula sa hinang mula sa pagkasira ng de-koryenteng motor, tinatakpan namin ito ng isang welding blanket.

Ipinasok namin ang baras sa drilled hole sa pipe ng isang mas maliit na cross-section nang mahigpit sa gitna at hinangin ito sa posisyon na ito sa pipe, na dati nang nasuri ang perpendicularity ng mga mating na bahagi na ito na may tamang tatsulok.


Kung hindi pa ito nagawa nang maaga, alisin ang electric sharpener mula sa base at siyasatin ang electrical box, pagkatapos ay muling i-install ang sharpener sa lugar at suriin ang functionality nito.
Ipinasok namin ang tubo na may baras sa tubo na hinangin sa base at gamit ang bolt maaari mong itakda ang kinakailangang taas para sa hasa ng isang partikular na kutsilyo. Ito ang huling yugto ng pag-aayos ng electric sharpener. Simulan natin ang ikalawang yugto ng trabaho.


Para sa isang electric sharpener, baguhin ang direksyon ng pag-ikot.

Paggawa ng kutsilyo
Tulad ng nabanggit na, ang kalidad ng paghahasa ng kutsilyo, una sa lahat, ay nakasalalay sa pagtiyak ng isang palaging anggulo ng hasa. Ang holder na gagawin natin ay idinisenyo para lang dito.
Minarkahan namin ang blangko ng metal alinsunod sa mga inilaan na sukat ng tatlong elemento, na titiyakin ang pagkuha at maaasahang paghawak ng talim ng kutsilyo sa isang naibigay na anggulo sa ibabaw ng bilog kapag hasa.

Pinutol namin ang mga ito gamit ang isang pendulum saw na may pagdaragdag ng pampadulas upang mapabuti ang kalidad ng hiwa at ang kaligtasan ng talim ng lagari.
I-clamp namin ang lahat ng tatlong elemento sa isang "package" sa vice ng isang milling machine at pinoproseso ang mga ibabaw sa kinakailangang laki at, sa bawat pagbabago ng posisyon, alisin ang mga burr gamit ang isang hand file.


Sa dalawang blangko ay bumubuo kami ng mga panga upang hawakan at hawakan ang talim ng kutsilyo. Upang gawin ito, gilingin namin ang bawat isa sa kanila sa kanilang laki sa isang gilid.Ang ikatlong workpiece ay giniling sa magkabilang panig sa laki. Ito ay magsisilbing batayan para sa paglakip ng mga gilid na grip na may mga panga dito.

Sa bahagi na nasa gitna, sa giling bahagi gumawa kami ng mga marka para sa dalawang butas, na matatagpuan simetriko sa longitudinal axis na mas malapit sa mga gilid at bahagyang na-offset patungo sa base. I-drill namin ang mga ito sa isang drilling machine.
Gamit ang bahaging ito bilang sample, minarkahan namin ang mga response point sa iba pang dalawang workpiece gamit ang drill at manipis na drill bit.
Pagkatapos ay i-drill namin ang mga minarkahang lugar na may malaking diameter na drill sa isang maliit na lalim (ginagawa namin, isang uri ng, nest-recesses).
I-screw namin sa mga butas ng gitnang elemento ang dalawang pin ng kinakailangang haba na may parehong output, na, kapag nag-i-install ng mga elemento sa gilid, ay magkasya sa mga recesses at hawakan ang mga ito, ngunit huwag makagambala sa mga panga, magsalubong at magkakaiba.
Sa mga elemento ng panga sa gilid, sa geometric center, minarkahan namin at nag-drill ng mga butas ng parehong diameter at gumagamit ng gripo ng kamay upang i-cut ang mga thread sa kanila.
Ginagawa namin ang mga panlabas na gilid ng mga panga upang makumpleto ang hitsura ng aparato at kadalian ng paggamit. Tinatanggal din namin ang mga chamfer sa magkabilang panig sa dulo ng paggiling ng gitnang elemento upang hindi makagambala sa pagsasaayos ng mga panga.

Sa gitna ng base ng gitnang elemento ay minarkahan namin at nag-drill ng isang bulag na butas para sa mandrel.

Paghaluin ang dalawang bahagi na pandikit at gamitin ito upang ma-secure ang isang mandrel ng kinakailangang haba sa blind hole. Hayaang magtakda at tumigas ang tambalan. Upang gawin ito, inaayos namin ang gitnang elemento na may mandrel sa isang kahoy na bisyo.
I-clamp namin ang isang metal rod ng kinakalkula na diameter sa lathe chuck at nag-drill ng isang butas sa gitna na bahagyang mas malaki kaysa sa diameter ng mandrel, pana-panahong nagdaragdag ng pampadulas sa lugar ng pagbabarena.
Pagkatapos ay pinutol namin ang silindro na may taas na mga 10-12 mm at nag-drill ng isang butas sa gilid na ibabaw, na sinusundan ng pagputol ng thread gamit ang isang gripo para sa locking screw.

Sa isa sa mga elemento sa gilid, mula sa labas, nag-drill kami ng gitnang butas upang i-install ang bolt head na flush-mount.
Tinatapos namin ang mga ibabaw ng device sa pamamagitan ng pagproseso nito sa isang gilingan, una gamit ang isang walang katapusang sanding belt, at pagkatapos ay gamit ang isang nap tape.


Ang natitira na lang ay pagsama-samahin ang mga elemento ng adjustable holder sa pamamagitan ng pag-screwing sa connecting bolt sa mga jaws at pag-secure ng cylindrical ring sa mandrel, pag-install nito sa tamang lugar gamit ang locking screw.
Pagsusulit sa fixture
I-clamp namin ang talim ng kutsilyo sa mga panga ng may hawak at itinakda ang kinakailangang taas ng transverse rod at ang haba ng mandrel sa pamamagitan ng paglipat ng cylindrical ring pababa o pataas at i-lock ito kung saan kinakailangan gamit ang isang espesyal na tornilyo.
Upang ang anggulo ng hasa ay manatiling pareho sa buong haba ng talim, sapat na upang matiyak na ang isang cylindrical ring na naka-mount sa isang mandrel ay dumudulas sa ibabaw ng isang baras na naka-install nang pahalang sa harap ng mga electric sharpener wheels.


Matapos ang isang maikling hasa nang walang anumang pag-igting, ang kutsilyo ay madaling pinutol ang isang sheet ng papel sa pagsusulat sa timbang, na nagpapatunay sa mahusay na hasa nito.


Panoorin ang video
Mga katulad na master class

Ang pinakasimpleng aparato para sa hasa ng mga kutsilyo sa 30 degrees

Device para sa hasa ng mga kutsilyo ng gilingan ng karne

Isang simpleng tool para sa hasa ng mga kutsilyo sa isang nakapirming anggulo

Paano madaling patalasin ang mga kutsilyo ng gilingan ng karne

Gumagamit kami ng isang kahoy na disc upang mabilis na patalasin ang mga kutsilyo

Paano mabilis na gumawa ng bisagra para sa isang kutsilyo
Lalo na kawili-wili

Isang simpleng paraan upang maghinang ng aluminyo

Paano ibalik ang isang paniki

Drill sharpening device

Paano Gumawa ng Butas sa Pinatigas na Bakal na Walang Pagbabarena
Ang pinakasimpleng aparato para sa hasa ng mga kutsilyo sa 30 degrees

Paano mag-drill sa anumang high-speed na bakal na may tile drill
Mga komento (5)
