Paano bawasan ang diameter ng isang bakal na tubo sa pamamagitan ng alitan
Ang pagsusuri ngayon ay tututuon sa pagbabawas ng diameter ng isang tubo sa pamamagitan ng alitan. Isang sinulid na tubo ang gagawin sa loob ng 5 minuto! Ito ay hindi isang biro, at ang ebidensya ng video ay nakalakip sa materyal.
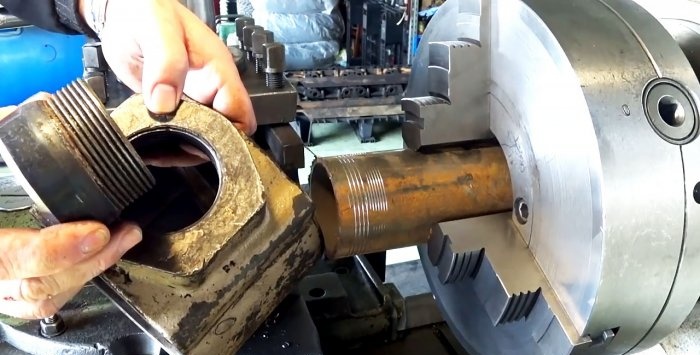
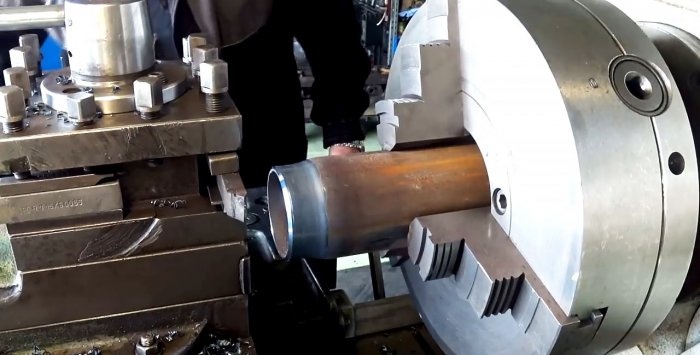
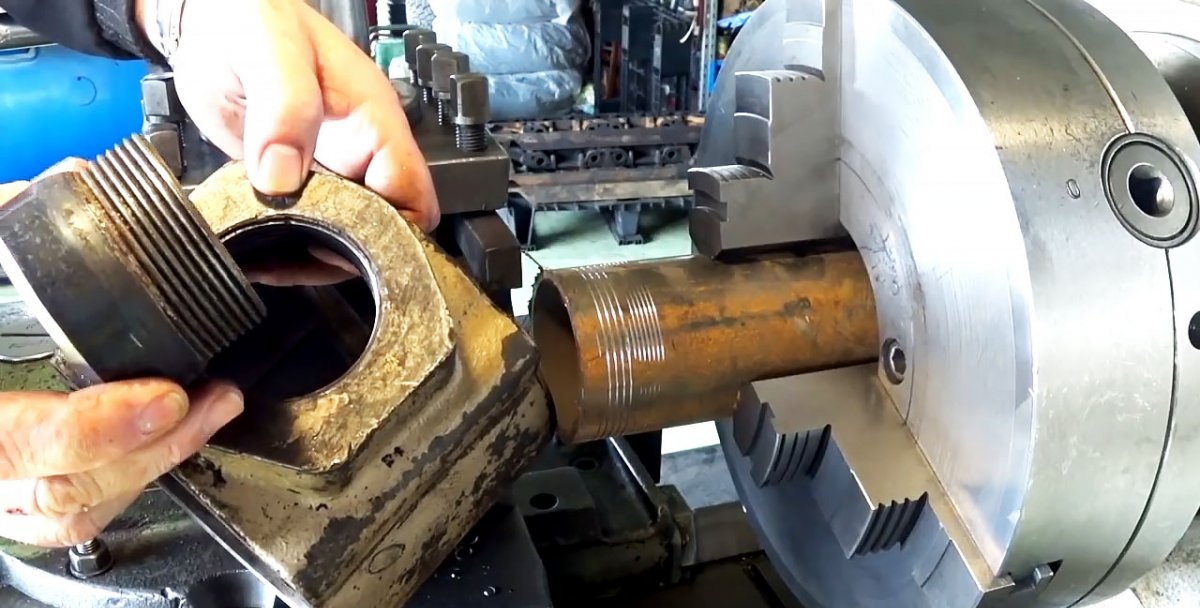
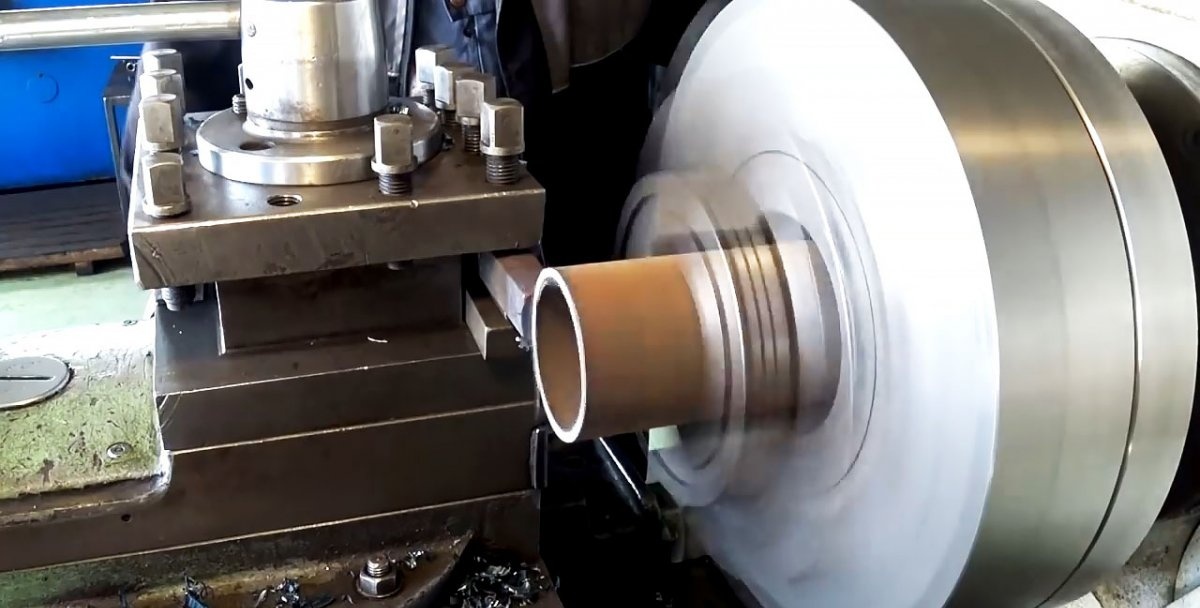
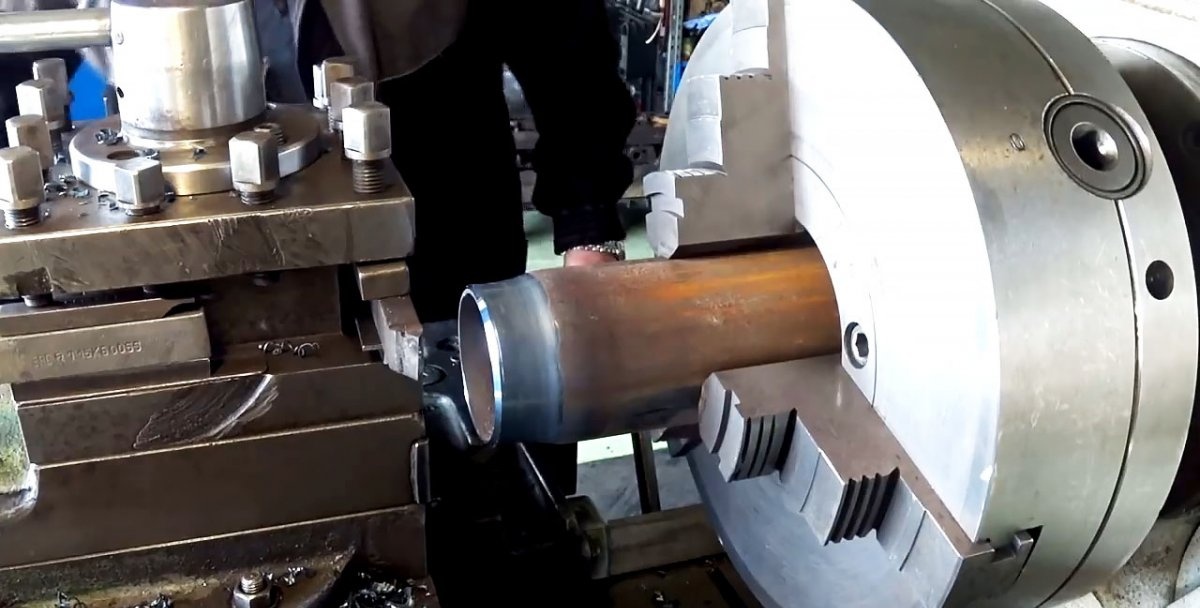
Halimbawa, kinukuha namin ang pabahay mula sa isang engine pneumatic starter. Kailangan mong gumawa ng sinulid na tubo para dito, na pagkatapos ay mapaso. Ang workpiece ay isang tubo, ang panlabas na diameter nito ay 76 mm. Ang paunang bahagi nito ay dapat na bawasan sa 70 mm at sinulid.
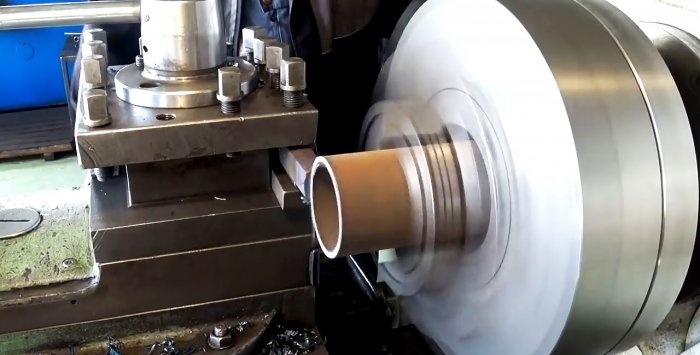
Ang master ay unang pinaliit ang isang bahagi ng tubo na may dulo ng isang pamutol ng bakal sa kinakailangang diameter na 70 mm. Kailangan mong kontrolin ang laki ng workpiece gamit ang isang caliper. Ang pagpoproseso ng magaspang na pag-urong ay isinasagawa sa bilis na 630 rpm.

Ang buong operasyon ay isinasagawa sa ilang mga pass.

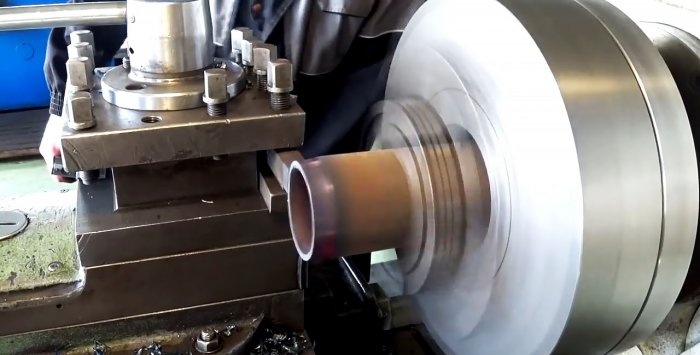
Ang tubo ay lumiliit at lalo pang nababanat.
Susunod, ang movable carriage na may pressure platform ay nababagay sa thread. Ang mga setting ng pamutol at makina ay binago. Bago putulin ang sinulid, aalisin ang chamfer.
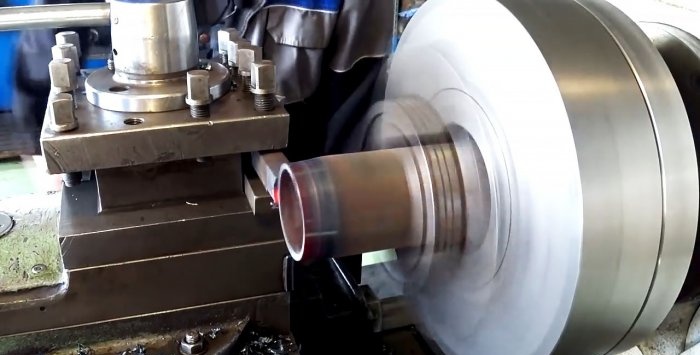
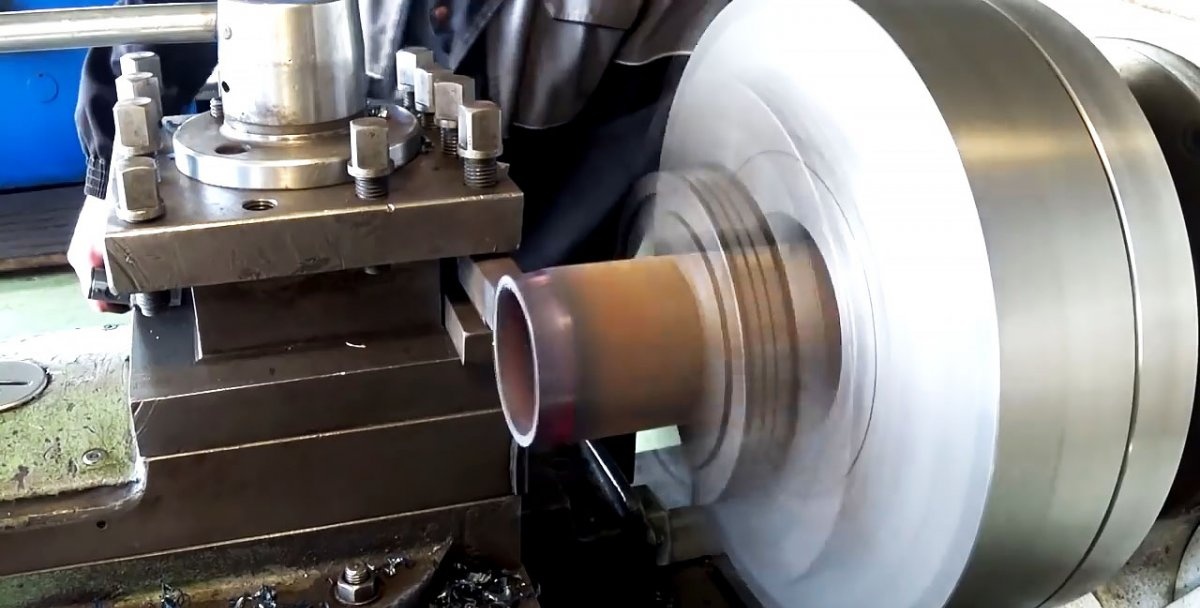
Ang pagputol ng thread ay isasagawa sa bilis na 400 rpm. Thread rating: M70 step 3. Ang cutter na pinili para dito ay isang baras.
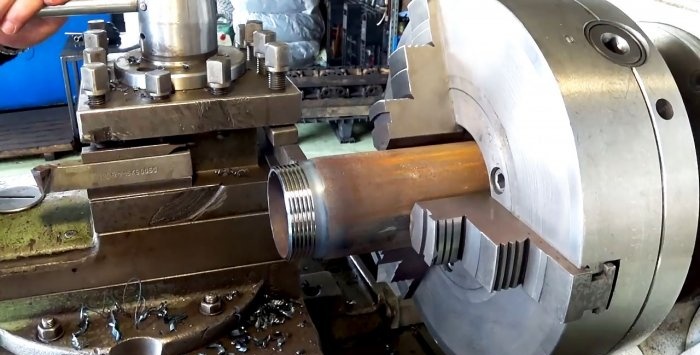
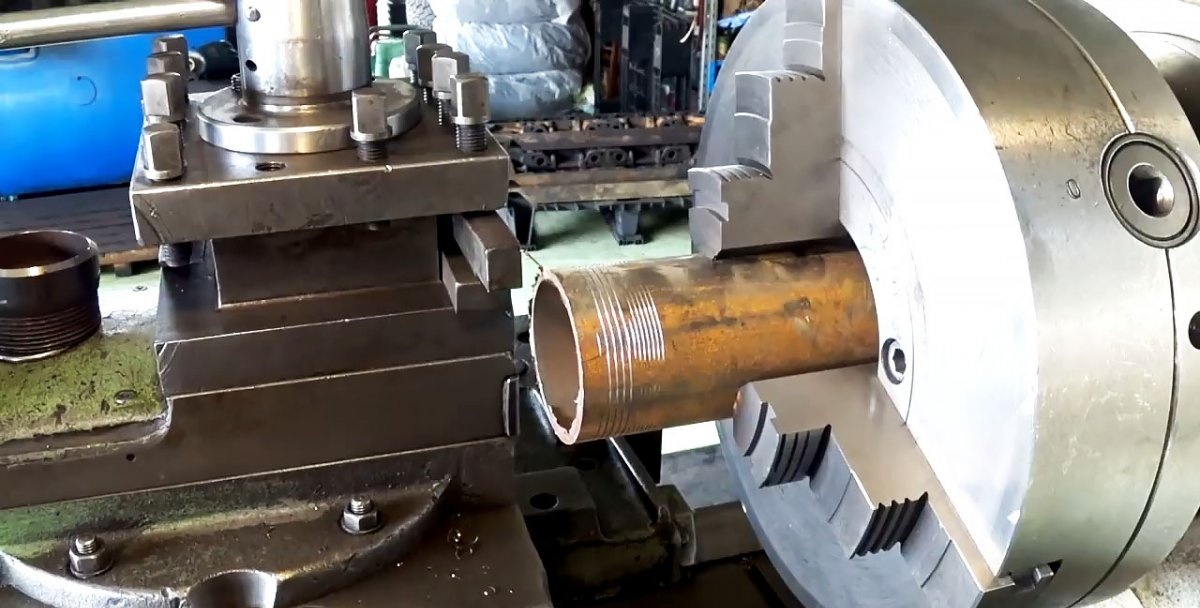
Sa apat na pass, ang buong kinakalkula na lalim ng thread ay pinutol.Ang resulta ay 6 na mga thread, sapat lamang upang ma-secure ang pipe sa ulo ng air starter housing.
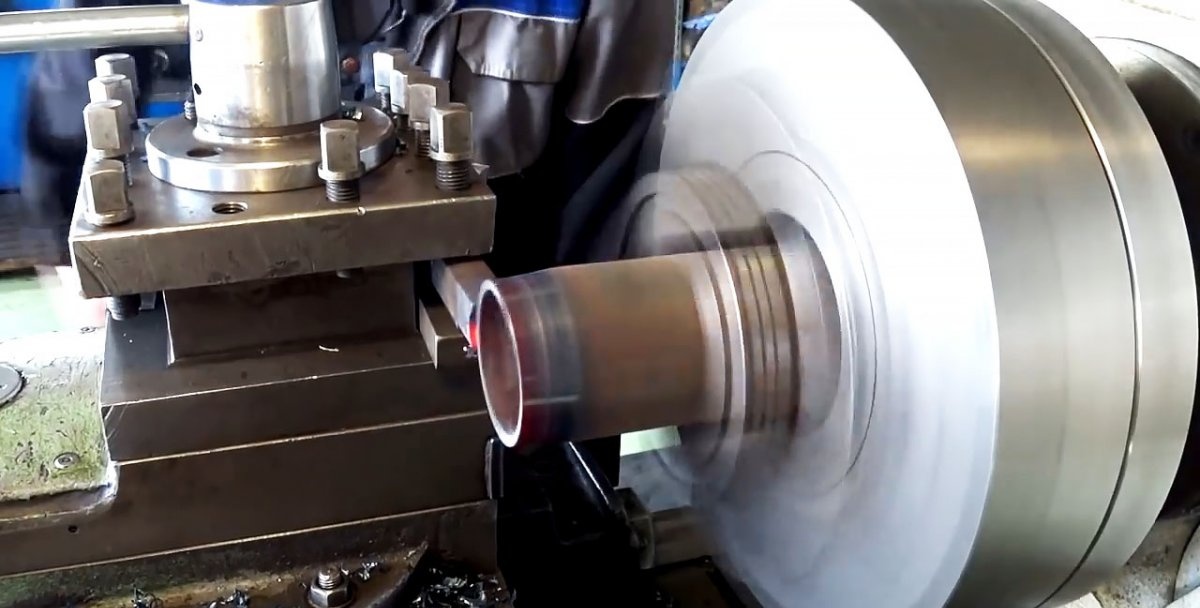
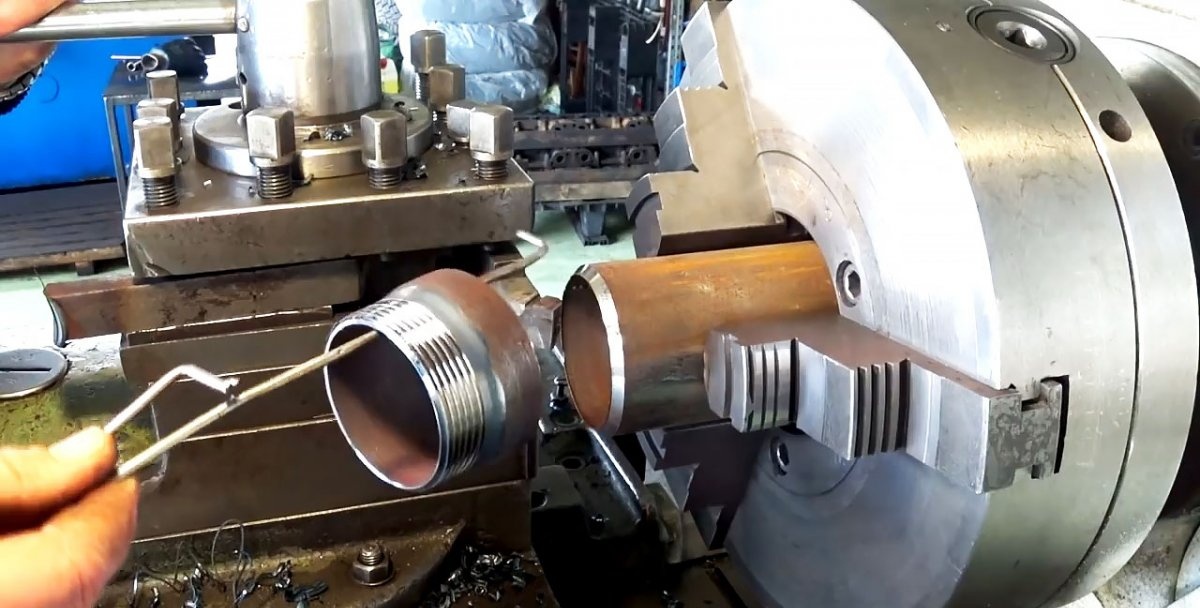
Nang matapos ang pagputol ng thread, pinutol ng master ang workpiece gamit ang isang baluktot na pamutol.

Ang puntong ito ay kapansin-pansin, dahil kadalasan ang isang espesyal na uri ng pamutol ay idinisenyo para sa nakaharap - pagputol. Ang bentahe nito ay pinapayagan ka nitong gawin ito nang may pinakamataas na katumpakan. Ngunit sa kasong ito ay hindi mahalaga, ngunit ang chamfer na ginawa gamit ang isang through cutter ay kapaki-pakinabang para sa isang mas matibay na hinang. Pagkatapos ay maaari itong linisin upang hindi mapansin ang kasukasuan.

Kapag nag-trim, ang metal ay nagpapainit, kaya ito ay pinaka-maginhawa upang suportahan ang workpiece na may isang bagay sa panahon ng operasyon na ito, halimbawa, isang piraso ng isang elektrod o isang baras, at pagkatapos ay palamig ito. Tulad ng nakita na nating lahat, ang DIP-3001M63 screw-cutting lathe ay mahusay na nakayanan ang mga ganoong gawain, lalo na kapag ang mga tunay na masters ay nasa likod nito.
Halimbawa, kinukuha namin ang pabahay mula sa isang engine pneumatic starter. Kailangan mong gumawa ng sinulid na tubo para dito, na pagkatapos ay mapaso. Ang workpiece ay isang tubo, ang panlabas na diameter nito ay 76 mm. Ang paunang bahagi nito ay dapat na bawasan sa 70 mm at sinulid.
Pagbabawas ng diameter ng tubo sa pamamagitan ng pag-urong
Ang master ay unang pinaliit ang isang bahagi ng tubo na may dulo ng isang pamutol ng bakal sa kinakailangang diameter na 70 mm. Kailangan mong kontrolin ang laki ng workpiece gamit ang isang caliper. Ang pagpoproseso ng magaspang na pag-urong ay isinasagawa sa bilis na 630 rpm.
Ang buong operasyon ay isinasagawa sa ilang mga pass.
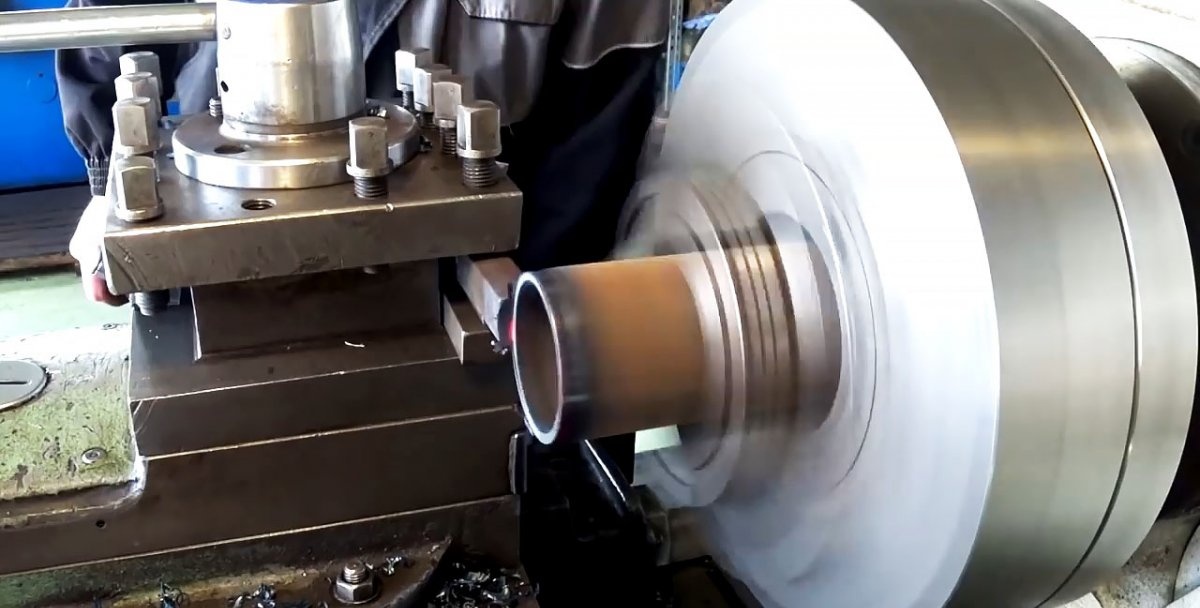
Ang tubo ay lumiliit at lalo pang nababanat.
Susunod, ang movable carriage na may pressure platform ay nababagay sa thread. Ang mga setting ng pamutol at makina ay binago. Bago putulin ang sinulid, aalisin ang chamfer.
Ang pagputol ng thread ay isasagawa sa bilis na 400 rpm. Thread rating: M70 step 3. Ang cutter na pinili para dito ay isang baras.
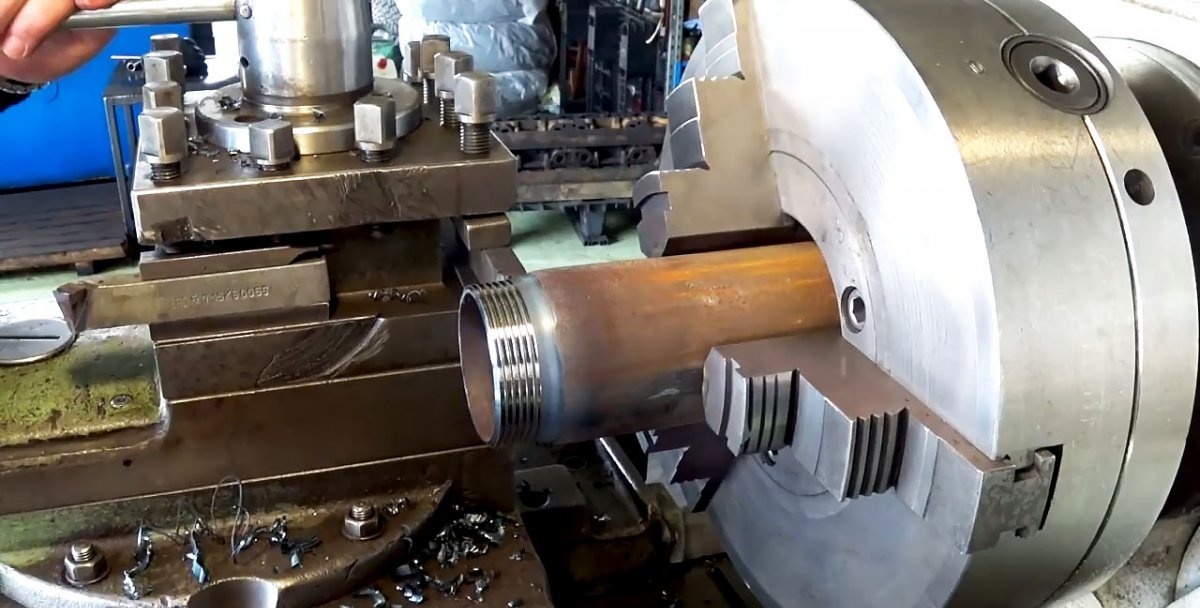
Sa apat na pass, ang buong kinakalkula na lalim ng thread ay pinutol.Ang resulta ay 6 na mga thread, sapat lamang upang ma-secure ang pipe sa ulo ng air starter housing.
Nang matapos ang pagputol ng thread, pinutol ng master ang workpiece gamit ang isang baluktot na pamutol.
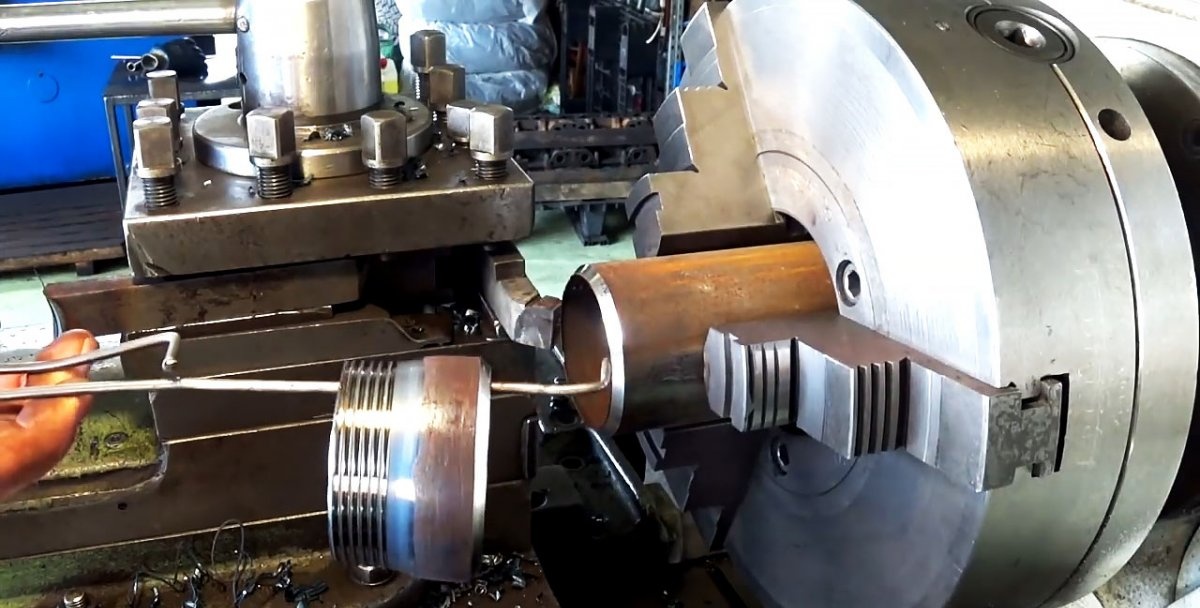
Ang puntong ito ay kapansin-pansin, dahil kadalasan ang isang espesyal na uri ng pamutol ay idinisenyo para sa nakaharap - pagputol. Ang bentahe nito ay pinapayagan ka nitong gawin ito nang may pinakamataas na katumpakan. Ngunit sa kasong ito ay hindi mahalaga, ngunit ang chamfer na ginawa gamit ang isang through cutter ay kapaki-pakinabang para sa isang mas matibay na hinang. Pagkatapos ay maaari itong linisin upang hindi mapansin ang kasukasuan.
Kapag nag-trim, ang metal ay nagpapainit, kaya ito ay pinaka-maginhawa upang suportahan ang workpiece na may isang bagay sa panahon ng operasyon na ito, halimbawa, isang piraso ng isang elektrod o isang baras, at pagkatapos ay palamig ito. Tulad ng nakita na nating lahat, ang DIP-3001M63 screw-cutting lathe ay mahusay na nakayanan ang mga ganoong gawain, lalo na kapag ang mga tunay na masters ay nasa likod nito.
Panoorin ang video
Mga katulad na master class






Lalo na kawili-wili

Isang simpleng paraan upang maghinang ng aluminyo

Paano ibalik ang isang paniki

Drill sharpening device

Paano Gumawa ng Butas sa Pinatigas na Bakal na Walang Pagbabarena

Ang pinakasimpleng aparato para sa hasa ng mga kutsilyo sa 30 degrees

Paano mag-drill sa anumang high-speed na bakal na may tile drill
Mga komento (4)
