Paano gumawa ng double corner joint sa mga round pipe
Ang ganitong uri ng koneksyon ay may likas na aesthetic appeal. Samakatuwid, ito ay pangunahing ginagamit sa mga disenyo kung saan pinakamahalaga ang pagiging sopistikado. Mayroong iba pang mga paraan ng koneksyon upang matiyak ang lakas, ngunit siyempre ang kanilang panlabas na disenyo ay hindi kasing ganda.

Isaalang-alang natin ang paraan ng koneksyon na ito gamit ang mga bilog na tubo bilang isang halimbawa. Para sa matagumpay na trabaho, kailangan nating mag-stock nang maaga sa mga sumusunod na tool at materyales:
Ang gawaing ito ay hindi nangangailangan ng anumang mga espesyal na kasanayan, ngunit ang lahat ng mga operasyon at, una sa lahat, ang pagmamarka at pagsukat ng mga operasyon ay dapat na isagawa nang tumpak at tumpak.
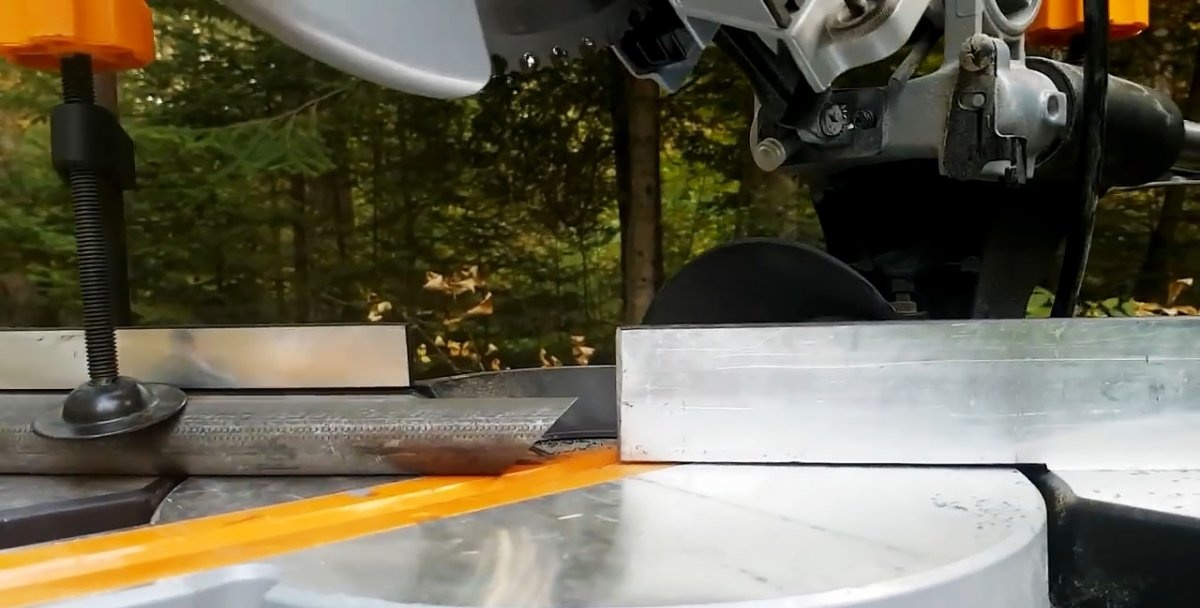
1. Ilagay ang tubo sa mesa ng pendulum saw, sukatin ang kinakailangang haba gamit ang tape measure, maglagay ng marka na may marker, i-clamp ang workpiece gamit ang clamp at lagari ang unang seksyon ng pipe.Inuulit namin ang operasyong ito nang dalawang beses pa at nakakakuha ng tatlong blangko ng tubo na may diameter na 75 mm at isang haba na 300 mm. Sa ibang mga kaso, ang mga sukat ay maaaring maging arbitrary.


2. I-rotate ang pendulum saw table 45 degrees at ayusin ito sa posisyong ito.

3. Halili naming inaayos ang bawat isa sa tatlong seksyon ng pipe sa pendulum saw table na may nakapirming pag-ikot at gumawa ng isang hiwa sa isang dulo na magiging eksaktong 45 degrees.


4. Nang hindi binabago ang posisyon ng mga blangko ng tubo pagkatapos ng unang hiwa, gumuhit ng mga patayo at pahalang na diameter sa mga dulo, na minarkahan ang kanilang intersection sa katawan ng tubo na may mga stroke gamit ang isang marker.

5. Niluwagan namin ang pangkabit ng tubo sa mesa ng pendulum saw at, nang hindi binabago ang longitudinal na posisyon, iikot ito 1/4 ng isang bilog o 90 degrees clockwise at i-fasten muli ang workpiece, suriin na walang longitudinal displacement gamit ang isang flat metal plate.

6. Gumagawa kami ng isa pang hiwa sa dulo na ginawa na ang hiwa. Ang resulta ay isang masalimuot na pagsasaayos - ang resulta ng pakikipag-ugnayan ng flat disk ng pendulum saw at ang cylindrical na ibabaw ng pipe. Isinasailalim namin ang lahat ng tatlong blangko ng tubo sa operasyong ito.



7. Maglagay ng dalawang workpiece sa isang pahalang na ibabaw na ang mga hiwa ay nakaharap sa isa't isa at paglapitin ang mga ito hanggang sa magkadikit sila sa kinakailangang linya. Kung tama ang mga marka at ang mga pagbawas ay ginawa na may mataas na kalidad, kung gayon ang mga workpiece ay bumubuo ng isang patag na anggulo, eksaktong katumbas ng 90 degrees.
8. Nang hindi binabago ang posisyon ng mga blangko ng tubo, "grabe" namin ang mga ito mula sa loob gamit ang electric o gas welding, sa gayon ay inaayos ang mga ito na may kaugnayan sa bawat isa.

9. Ang natitira na lang ay ilagay ang ikatlong elemento nang patayo sa itaas sa junction ng dalawang tubo na pahalang na matatagpuan.Kung ang pagmamarka at pagputol nito ay natupad nang tumpak, kung gayon ang itaas na workpiece kasama ang lahat ng mga punto ng pagtatapos nito ay eksaktong magkakasabay sa lugar na inilaan para dito.


Upang maiwasan ang mga pinsala at pinsala, kinakailangang gumamit ng personal na kagamitan sa proteksiyon: guwantes at isang welding helmet.

Kakailanganin
Isaalang-alang natin ang paraan ng koneksyon na ito gamit ang mga bilog na tubo bilang isang halimbawa. Para sa matagumpay na trabaho, kailangan nating mag-stock nang maaga sa mga sumusunod na tool at materyales:
- isang piraso ng tubo na may diameter na 75 mm at haba ng hindi bababa sa 1000 mm;
- pendulum saw na may rotary table;
- naaalis na salansan;
- panukat ng tape na may panukat na tape;
- marker at metal plate;
- electric o gas welding machine;
- patag na pahalang na ibabaw.
Pamamaraan para sa pagsasagawa ng koneksyon sa double corner
Ang gawaing ito ay hindi nangangailangan ng anumang mga espesyal na kasanayan, ngunit ang lahat ng mga operasyon at, una sa lahat, ang pagmamarka at pagsukat ng mga operasyon ay dapat na isagawa nang tumpak at tumpak.
1. Ilagay ang tubo sa mesa ng pendulum saw, sukatin ang kinakailangang haba gamit ang tape measure, maglagay ng marka na may marker, i-clamp ang workpiece gamit ang clamp at lagari ang unang seksyon ng pipe.Inuulit namin ang operasyong ito nang dalawang beses pa at nakakakuha ng tatlong blangko ng tubo na may diameter na 75 mm at isang haba na 300 mm. Sa ibang mga kaso, ang mga sukat ay maaaring maging arbitrary.


2. I-rotate ang pendulum saw table 45 degrees at ayusin ito sa posisyong ito.

3. Halili naming inaayos ang bawat isa sa tatlong seksyon ng pipe sa pendulum saw table na may nakapirming pag-ikot at gumawa ng isang hiwa sa isang dulo na magiging eksaktong 45 degrees.


4. Nang hindi binabago ang posisyon ng mga blangko ng tubo pagkatapos ng unang hiwa, gumuhit ng mga patayo at pahalang na diameter sa mga dulo, na minarkahan ang kanilang intersection sa katawan ng tubo na may mga stroke gamit ang isang marker.

5. Niluwagan namin ang pangkabit ng tubo sa mesa ng pendulum saw at, nang hindi binabago ang longitudinal na posisyon, iikot ito 1/4 ng isang bilog o 90 degrees clockwise at i-fasten muli ang workpiece, suriin na walang longitudinal displacement gamit ang isang flat metal plate.

6. Gumagawa kami ng isa pang hiwa sa dulo na ginawa na ang hiwa. Ang resulta ay isang masalimuot na pagsasaayos - ang resulta ng pakikipag-ugnayan ng flat disk ng pendulum saw at ang cylindrical na ibabaw ng pipe. Isinasailalim namin ang lahat ng tatlong blangko ng tubo sa operasyong ito.

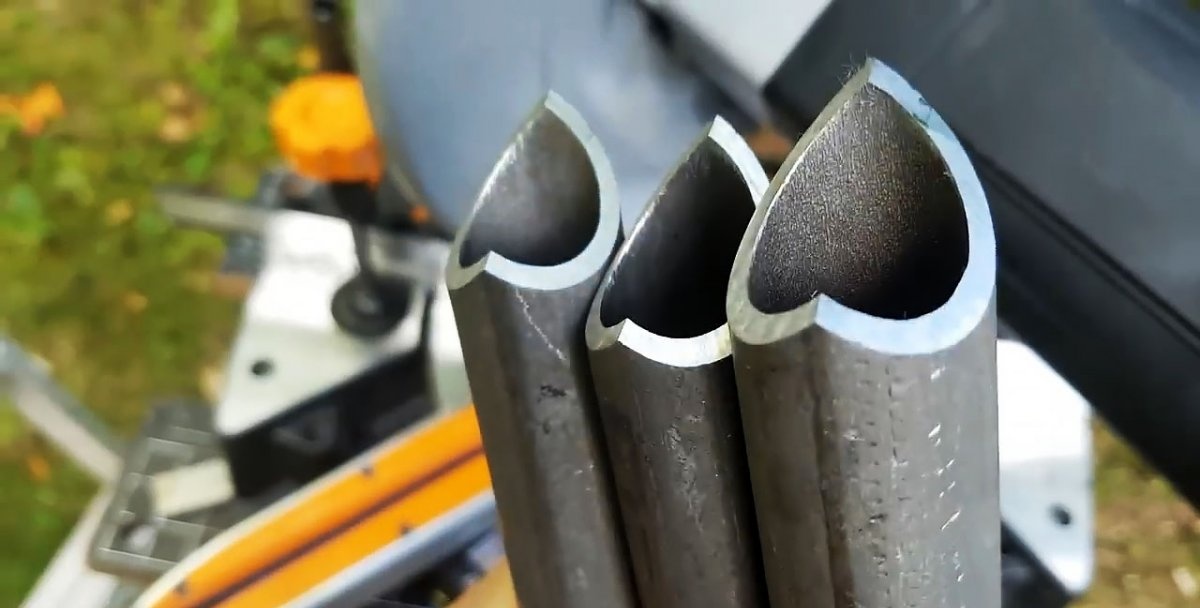
7. Maglagay ng dalawang workpiece sa isang pahalang na ibabaw na ang mga hiwa ay nakaharap sa isa't isa at paglapitin ang mga ito hanggang sa magkadikit sila sa kinakailangang linya. Kung tama ang mga marka at ang mga pagbawas ay ginawa na may mataas na kalidad, kung gayon ang mga workpiece ay bumubuo ng isang patag na anggulo, eksaktong katumbas ng 90 degrees.
8. Nang hindi binabago ang posisyon ng mga blangko ng tubo, "grabe" namin ang mga ito mula sa loob gamit ang electric o gas welding, sa gayon ay inaayos ang mga ito na may kaugnayan sa bawat isa.

9. Ang natitira na lang ay ilagay ang ikatlong elemento nang patayo sa itaas sa junction ng dalawang tubo na pahalang na matatagpuan.Kung ang pagmamarka at pagputol nito ay natupad nang tumpak, kung gayon ang itaas na workpiece kasama ang lahat ng mga punto ng pagtatapos nito ay eksaktong magkakasabay sa lugar na inilaan para dito.


… at sa huli
Upang maiwasan ang mga pinsala at pinsala, kinakailangang gumamit ng personal na kagamitan sa proteksiyon: guwantes at isang welding helmet.
Panoorin ang video
Mga katulad na master class

Paano gumawa ng isang sulok na koneksyon sa pagitan ng tatlong parisukat na profile

Paano Gumawa ng Three-Piece Corner Joint

Isang maaasahang paraan para sa triple corner jointing ng mga kahoy na bahagi

Hindi pangkaraniwang sulok na koneksyon ng isang profile pipe

Mga kaso na gawa sa mga plastik na tubo

Collar welding method para sa pagpasok ng mga tubo ng iba't ibang diameters
Lalo na kawili-wili






Mga komento (0)
