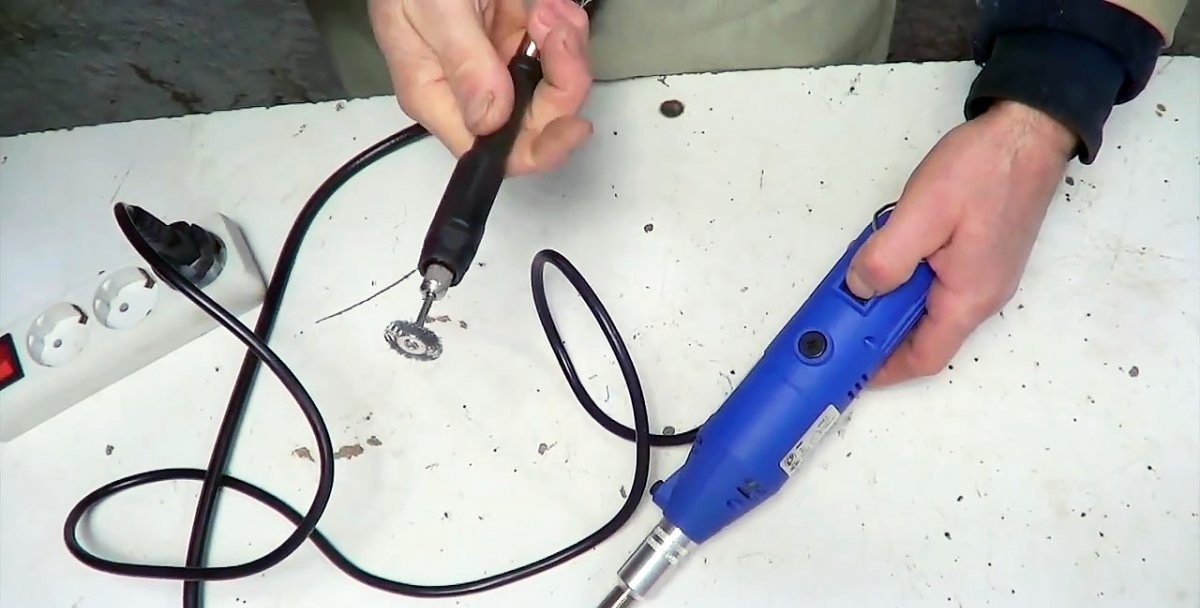
Kung masira ang iyong Dremel, hindi mahalaga: maaaring palitan ito ng gilingan
Ang tool na ito na may nababaluktot na baras, na tinatawag ding mini-drill, ay maaaring magsagawa ng iba't ibang uri ng pagproseso ng mga bahaging kahoy at metal at mga asembliya sa mga lugar na mahirap maabot. Ano ang gagawin kung nabigo ang electric motor o Dremel drive? Subukan nating palitan ito ng ordinaryong gilingan.
Inalis namin ang nababaluktot na baras mula sa nabigong tool at palitan ito ng isang gumaganang gilingan ng anggulo. Ngunit ang problema ay ang anggulo ng gilingan ng spindle ay hindi naglalaman ng isang nababaluktot na yunit ng koneksyon ng baras. Ang aming gawain ay likhain ito. Ano ang kailangan para dito?
Kailangan:
- isang pinahabang hex nut at bolt na tumutugma sa mga thread sa spindle ng angle grinder;
- bench vice;
- nagtatrabaho anggulo gilingan;
- flat blade screwdriver;
- tapikin ng kamay gamit ang square shank;
- martilyo, plays, plays;
- mechanically driven emery wheel;
- metal strip na 2 mm ang kapal ng kinakailangang haba;
- kopyahin ang mga tubo para sa paggawa ng mga clamp;
- mag-drill na may mga drills;
- dalawang hanay ng mga bolted na koneksyon;
- dalawang plato para sa pagkonekta ng mga clamp;
- welding machine;
- mga spanner.
Pag-install ng isang nababaluktot na baras sa isang gilingan ng anggulo
Inalis namin ang union nut, na nagse-secure ng flexible shaft kasama ng braid sa katawan ng Dremel. Gumamit ng espesyal na susi upang paluwagin ang pagkakabit ng shank sa spindle ng mini-drill at bunutin ito.

Ang mga pangunahing bahagi ng flexible shaft attachment sa bagong drive ay isang pinahabang hex nut at isang bolt na tumutugma sa sinulid nito.

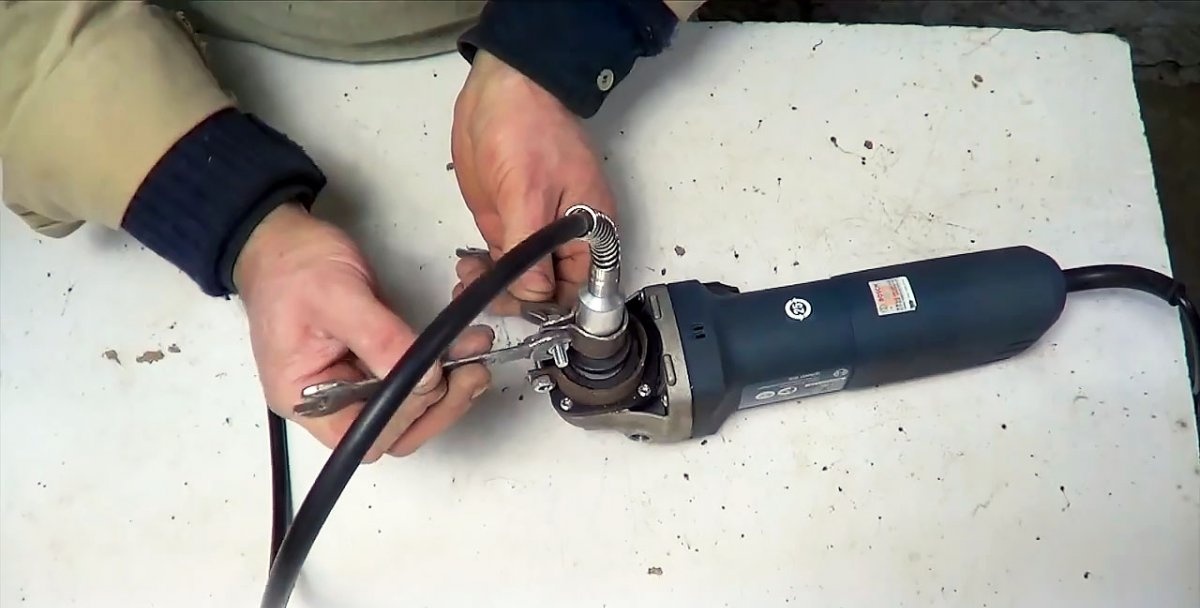
Alisin ang bilog na nut mula sa suliran ng gilingan ng anggulo at tanggalin ang proteksiyon na pambalot, nang maluwag muna ang retaining clamp.

I-screw ang hexagonal extended nut papunta sa spindle ng angle grinder at i-screw ang bolt dito hanggang sa huminto ito.


Minarkahan namin ang lalim ng pag-screwing dito gamit ang isang marker. I-clamp namin ang ulo ng bolt sa isang bisyo at sa isang gumaganang gilingan ng anggulo ay pinutol namin ang baras sa minarkahang lugar at pinalabas ang bahagi ng baras na natitira sa nut, ngunit hindi sa lahat ng paraan.

Pinutol namin ang bolt rod mula sa dulo sa longitudinal na direksyon nang crosswise kasama ang mga perpendicular diameters. Gamit ang flat-head screwdriver, i-screw ang rod sa nut flush gamit ang itaas na eroplano nito, gamit ang mga slot na ginawa.


Susunod, gagamitin namin ang isang gripo ng kamay na may isang parisukat na shank, ang mga sukat nito ay tumutugma sa parisukat ng nababaluktot na shaft shank, ngunit hindi para sa nilalayon nitong layunin, ngunit medyo kabaligtaran.

Gamit ang martilyo, itinataboy namin ang tap shank papunta sa intersection point ng mga puwang sa bolt, pagkatapos ay bunutin ito mula sa butas gamit ang mga pliers para gumawa ng socket para sa flexible shaft shank. Ulitin namin ang operasyong ito nang maraming beses hangga't kinakailangan hanggang sa ganap na mabuo ang kinakailangang laki ng pugad.

Gamit ang isang flat-head screwdriver, tanggalin ang na-upgrade na seksyon ng bolt shaft at itabi ang gilid nito sa ngayon. I-screw nang mahigpit ang extended nut sa spindle ng angle grinder at muling i-screw ang nakatabi na bahagi ng bolt shaft dito hanggang sa tumigil ito sa paggamit ng flat-head screwdriver.
Ipinasok namin ang shank ng nababaluktot na baras sa puwang ng bolt rod at tiyaking "nakaupo" ito nang mahigpit nang walang anumang kapansin-pansing puwang. I-slide ang union nut at markahan ang dami ng pag-ikot sa diameter at taas ng extended nut.

I-unscrew namin ang nut mula sa spindle ng angle grinder, i-unscrew ang bolt rod na may mga cross-shaped slots mula dito, at sa halip na ito, turnilyo sa bolts sa magkabilang panig, kung saan hahawakan namin ang hardware na ito habang pinoproseso ito.
Ang paggiling alinsunod sa mga marka ay isinasagawa sa isang emery wheel na may mekanikal na drive. Tinitiyak namin na pagkatapos i-on ang nut ng unyon ng flexible shaft ay malayang dumudulas sa lupang bahagi ng hardware at hindi maabot ang hindi naprosesong sinturon.
I-screw ang binagong nut sa spindle ng angle grinder. Gamit ang isang flat screwdriver, i-screw ang nababaluktot na shaft shank holder dito at subukang muli ang shank at union nut upang makita kung "magkasya" ang mga ito sa lugar.

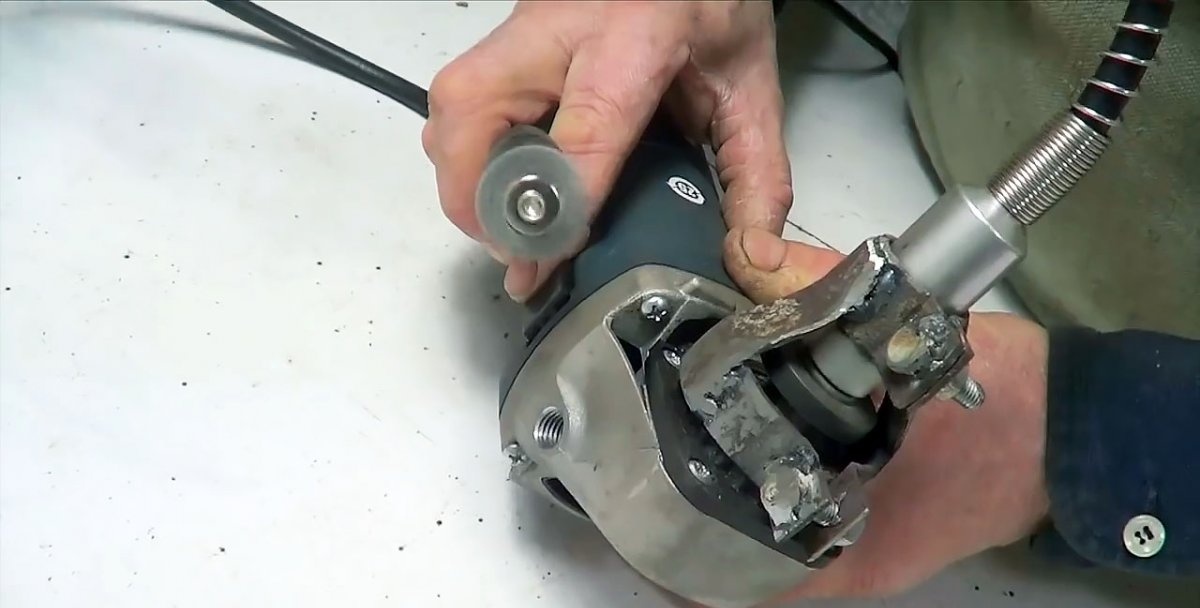
Ngayon ay kinakailangan na matatag at walang pag-aalis na ayusin ang nut ng unyon ng nababaluktot na baras (na, sa katunayan, ay naging "nakabitin" sa hangin) na may kaugnayan sa base ng spindle ng anggulo ng gilingan. Magagawa ito gamit ang isang matibay na frame ng dalawang clamp ng naaangkop na diameters at mga jumper sa pagitan ng mga ito, na konektado sa bawat isa gamit ang electric welding.

Gamit ang isang caliper, isang metal ruler at isang marker, markahan sa isang lumang metal strip ng angkop na haba ang kinakailangang lapad na sapat para sa paggawa ng mga clamp.
I-clamp namin ang minarkahang strip sa isang bench vice upang i-cut ito kasama ang minarkahang linya gamit ang isang gumaganang gilingan.
Gumiling kami ng isang strip ng kinakailangang lapad sa isang mechanically driven emery wheel upang alisin ang mga burr at kumpletuhin ang nilalayong pagpupulong nang tumpak hangga't maaari.
Gamit ang isang caliper, sinusukat namin ang diameter ng base ng spindle ng gilingan ng anggulo at pumili ng isang piraso ng tubo ng parehong laki, na magsisilbing isang template para sa paggawa ng naaangkop na clamp.
I-clamp namin ang isang dulo ng strip nang patayo at ang pipe nang pahalang sa isang bench vice at, pagpindot sa strip gamit ang isang martilyo, yumuko ito sa paligid ng pipe.
Sinusubukan namin ang nagresultang singsing sa base ng spindle ng gilingan ng anggulo at markahan ang mga baluktot na punto at mga seksyon, na isinasaalang-alang ang haba ng "mga tainga" para sa mga bolt ng kurbatang.


Muli naming i-clamp ang strip sa isang bisyo at gupitin kasama ang mga marka. Susunod, binubuo namin ang "mga tainga" at ituwid ang bendahe gamit ang isang martilyo upang bigyan ito ng isang cylindrical na hugis. Upang maging ligtas, muli naming sinubukan ang halos tapos na bendahe na may mga tainga sa base ng spindle ng anggulo ng gilingan at tiyaking tumutugma ito sa nilalayon na lugar.

Pumili kami ng isang template pipe upang gumawa ng isang bahagi para sa girth ng union nut ng flexible shaft at, sa parehong paraan tulad ng sa nakaraang kaso, binubuo namin ito gamit ang lakas ng kamay, isang martilyo, isang bisyo, isang marker, isang gumagana. gilingan ng anggulo at pliers.

Tinitiyak namin na ang clamp ay angkop sa laki at hugis para sa kaukulang bahagi ng nababaluktot na baras, at pagkatapos ay minarkahan namin ang isang lugar para sa mga butas ng pagbabarena para sa coupling bolt.


Ini-install namin ang mga natapos na clamp sa kanilang mga lugar, pati na rin ang shank ng flexible shaft. Higpitan ang mga coupling bolts sa mga clamp hanggang sa sila ay ganap na hindi makakilos.
Nag-aaplay kami ng isang metal na strip sa kanila, na minarkahan ang mga lugar ng baluktot at pagputol. Gamit ang isang working angle grinder, gupitin ang dalawang piraso ng kinakailangang haba.

Pagkatapos ay ibaluktot namin ang mga ito alinsunod sa mga diameter ng mga nakakonektang bendahe at isinasagawa ang pangwakas na angkop, inilalapat ang mga naka-curved na piraso sa mga clamp at minarkahan ang mga welding point.
Una, ayon sa mga marka, hinangin namin ang mga piraso sa bendahe ng isang mas malaking diameter mula sa mga panlabas na gilid sa tapat ng bawat isa at simetriko na nauugnay sa "mga tainga".
Pagkatapos ay i-clamp namin ang isang mas maliit na diameter na clamp sa isang vice sa pagitan ng dalawang libreng dulo ng mga piraso at ikinonekta din ang mga ito gamit ang mga welds.

Pagkatapos makumpleto ang welding work, pinoproseso namin ang mga seams sa isang mechanically driven emery wheel, sa isang banda, para sa ligtas na trabaho sa hinaharap, at sa kabilang banda, upang magdagdag ng aesthetics sa produkto.
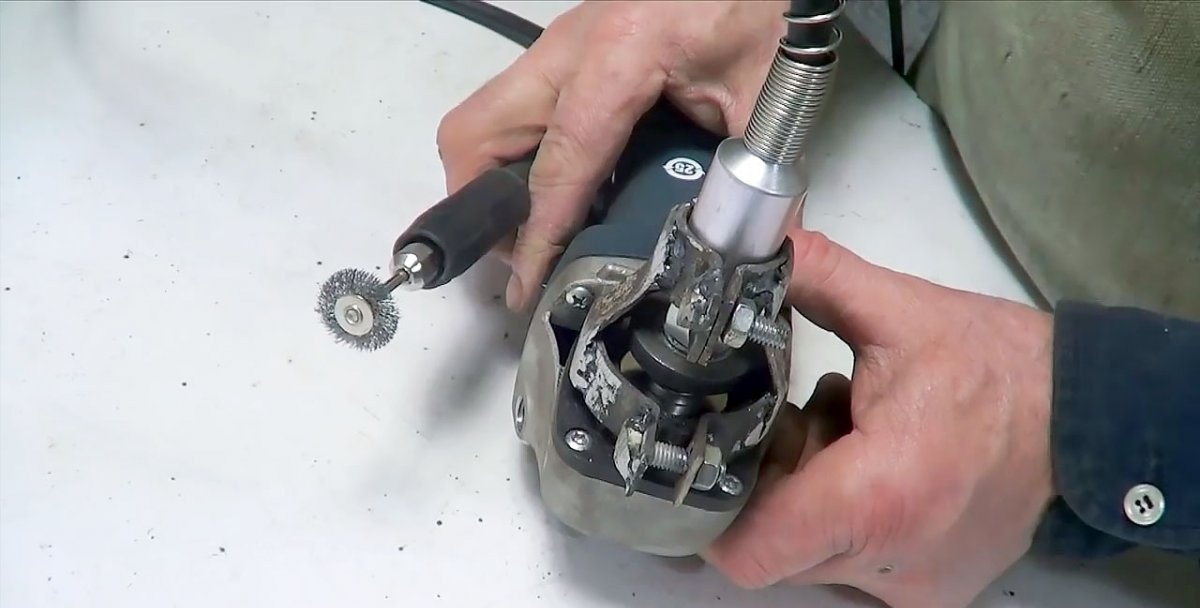
Ang natitira na lang ay i-install ang aming frame sa lugar nito, una nang ligtas na ikabit ang clamp sa base ng angle grinder spindle sa pamamagitan ng paghihigpit sa coupling bolt gamit ang mga wrenches.
Pagkatapos, sa hugis-cross na hiwa ng sinulid na insert, ini-install namin ang shank ng flexible shaft, i-slide ang nut ng unyon at, sa wakas, gamit ang mga susi, mahigpit na higpitan ang clamp sa hardware ng unyon.

Resulta
Muli, nang matiyak na ang mga clamp ay matatag at ligtas na nakakabit sa kanilang mga lugar, binuksan namin ang drive ng gilingan at tingnan kung paano nagsisimulang umikot ang gumaganang elemento sa dulo ng flexible shaft. Ang aming trabaho ay matagumpay na natapos.
Ang resultang tool ay maaari na ngayong gamitin para sa pagproseso ng parehong kahoy at metal na mga blangko at mga bahagi.

Panoorin ang video
Mga katulad na master class

Paggawa ng isang gripo ng kahoy mula sa isang bolt

Matatanggal na aparato para sa pagputol ng mga bilog sa sheet metal na may

Isang aparato para sa isang distornilyador mula sa gearbox ng isang sirang gilingan ng anggulo

4 na kinakailangang kasangkapan mula sa isang regular na bolt

Paano mag-install ng drill chuck sa isang angle grinder at kung bakit ito magagawa

Paano dagdagan ang pag-andar ng isang gilingan ng anggulo na may naaalis na kagamitan
Lalo na kawili-wili






Mga komento (1)
