Paghubog ng mga plastik na bahagi sa bahay. Kasing dali ng pie
Ang paggawa ng mga produkto ng paghahagis gamit ang mga modernong materyales ay naging medyo naa-access, medyo simple at mura. Isaalang-alang ang opsyon ng paggamit ng polyurethane para sa pagbuhos at silicone upang lumikha ng amag.
Kakailanganin
Para sa aming trabaho gagamit kami ng medyo naa-access at murang mga materyales at produkto:
- silicone "ELASTOLUX-M" para sa paggawa ng mga hulma;
- silicone "ELASTOFORM" para sa paggawa ng substrate;
- separator batay sa kerosene o petroleum jelly;
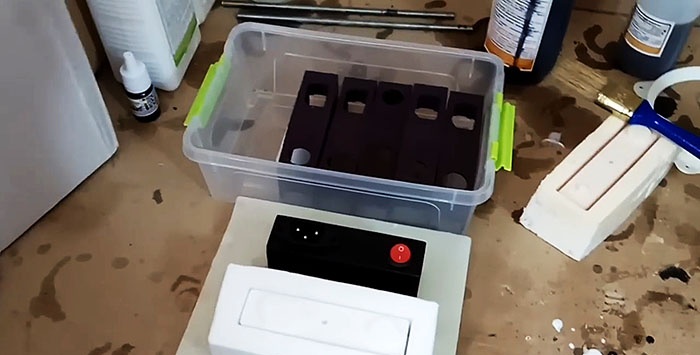
- baluktot para sa amag na may kabuuang timbang na 1 kg;
- paghahagis ng polyurethane "UNIKAST 9" (base, bahagi A);
- hardener (bahagi B);
- mga kaliskis ng katumpakan;
- plastik na baso.
Teknolohiya ng paghahagis ng mga produktong polyurethane sa silicone molds
Una sa lahat, kailangan mong mag-print ng master model na may gating system sa isang 3D printer. O kumuha ng tapos na bahagi na kailangang ulitin, idikit ang mga toothpick sa papel ng sprues. Kakailanganin ito upang makagawa ng reusable silicone mold.

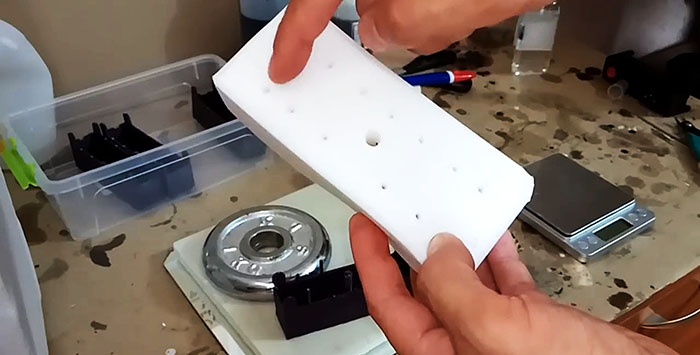
Para dito ginagamit namin ang silicone, na kung saan ay nailalarawan sa pamamagitan ng mataas na pagkalastiko at sapat na lakas.Para sa isang base substrate na may kapal na 10-15 mm, ang mas murang dalawang bahagi na silicone ng uri ng ELASTOFORM ay angkop.
Ginawa ng silicone mold.

Paano gumagana ang proseso ng paghahagis?
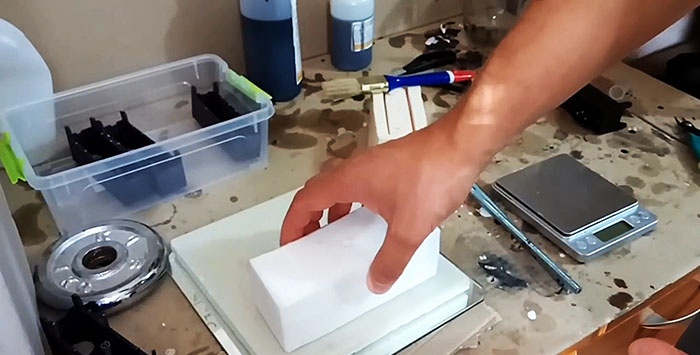
Inilalagay namin ang silicone mold sa substrate. Kung ito ay gagamitin nang paulit-ulit, pagkatapos ay pana-panahong lubricate ito ng isang separator batay sa kerosene o petroleum jelly.
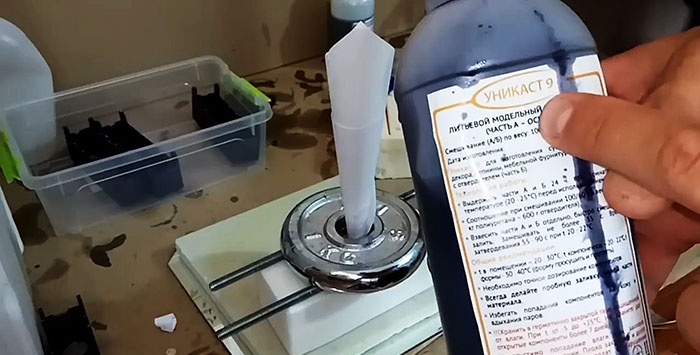
Pinindot namin ang silicone mold sa itaas na may dispersed load (pressure) na tumitimbang ng hanggang isang kilo. Upang matiyak na ang materyal ng paghahagis ay ibinuhos nang tumpak at mabilis, gumagamit kami ng isang funnel ng papel. Pagkatapos nito, maaari nating ipagpalagay na ang amag ay inihanda para sa paghahagis.

Upang punan, kinukuha namin ang pinakamurang paghahagis ng polyurethane na "UNIKAST 9" (bahagi A) at hardener (bahagi B), na hinahalo namin sa isang ratio na 1:0.6.

Para sa mataas na kalidad na paghahalo kailangan mo ng precision scale at isang plastic cup. Maaari kang magdagdag ng anumang kulay na pangulay sa base, na ibinebenta nang hiwalay. Para sa 1 kg ng polyurethane kailangan mo ng 90-100 patak ng pangulay.


Ibuhos ang 22 gramo ng likidong polyurethane at 13.2 gramo ng hardener sa isang baso sa isang sukat at pukawin nang lubusan sa loob ng 30 segundo, hindi na, dahil magsisimula na itong tumigas. Kapag hinahalo, mararamdaman natin na umiinit ang baso, ibig sabihin ay nagsimula na ang proseso ng polimerisasyon. Ang timpla ay handa nang ibuhos.
Ibuhos namin ang halo nang walang pagkagambala hanggang sa lumabas ang likidong polyurethane sa mga sprues. Ang pangunahing pagpapatigas ay tatagal ng mga dalawang minuto, at ang kumpletong pagpapatigas ay tatagal ng 10-15 minuto, ngunit mas mahusay na panatilihin ang pagpuno sa amag sa loob ng 20-30 minuto.

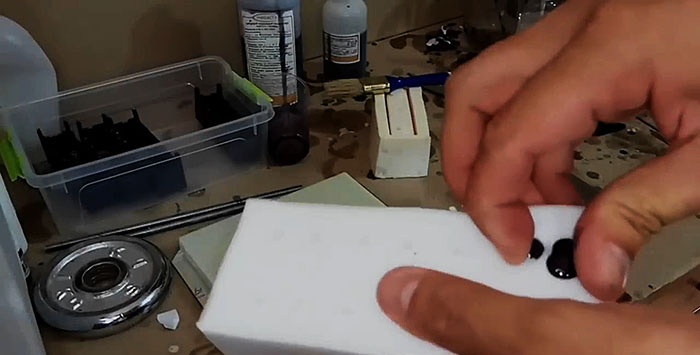
Pagkatapos ng kalahating oras, nagsisimula kaming alisin ang polyurethane casting mula sa silicone mold.


Una naming sinira ang funnel ng papel na may labis na polyurethane na nagyelo sa loob nito, pagkatapos ay ang labis na nakausli mula sa mga sprues, kasama ang "mga binti". Gagawin nitong mas madali para sa amin na alisin ang produkto ng cast mula sa amag.
Bilang karagdagan, ang silicone mold ay lubos na nababaluktot, na ginagawang madali upang alisin ang paghahagis mula dito nang walang anumang kahirapan.


Ang natitira na lang ay bahagyang iproseso ang mga butas, putulin o putulin ang mga sprues at mag-drill ng mga butas gamit ang drill. Pagkatapos nito, ang produkto ng cast ay halos hindi naiiba sa master mold.
Paghahambing ng paraan ng paghahagis at 3D printing
Ang pag-cast kumpara sa 3D printing ay isang mabilis na proseso. Upang mag-print ng naturang kahon sa isang 3D printer, aabutin ito ng 4.0-4.5 na oras. Sa kasong ito, ang 3D na modelo ay madalas na lumalabas na may depekto at ang lahat ay kailangang simulan muli. Ang proseso ng paghahagis ay tumatagal ng maximum na 30 minuto. Ang susunod na punto ay mura. Ang pag-cast ay higit sa 3 beses na mas mura kaysa sa 3D printing.
Panoorin ang video
Mga katulad na master class












